
锪钻、铰刀的介绍-浙江甬工工具厂.ppt

kp****93


1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

锪钻、铰刀的介绍-浙江甬工工具厂.ppt
浙江甬工工具厂浙江甬工工具厂第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合

锪钻铰刀的介绍浙江甬工工具厂.pptx
浙江甬工工具厂浙江甬工工具厂第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合

扩孔钻锪钻镗刀铰刀分析.ppt
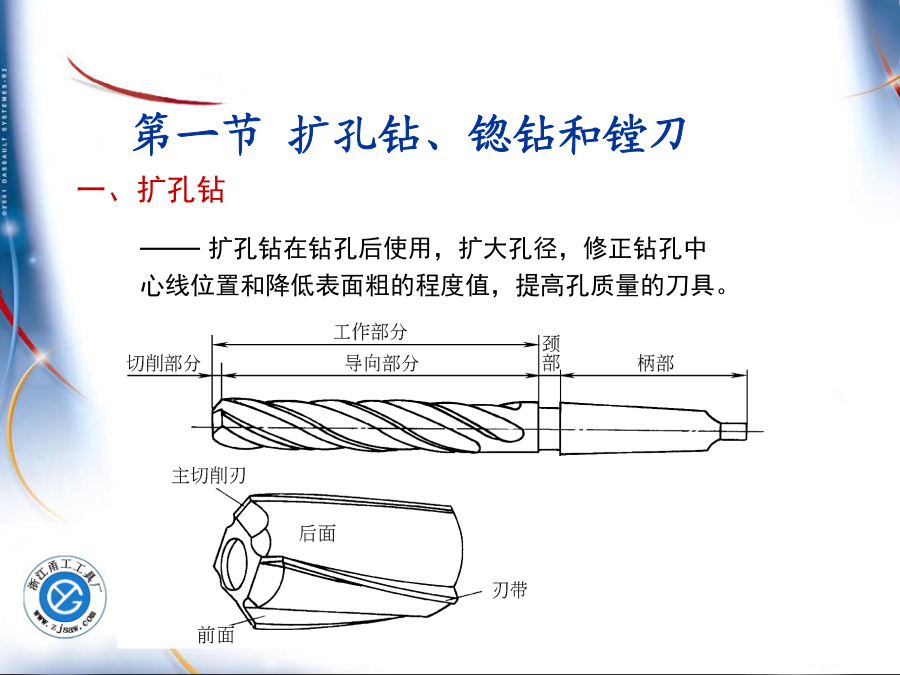
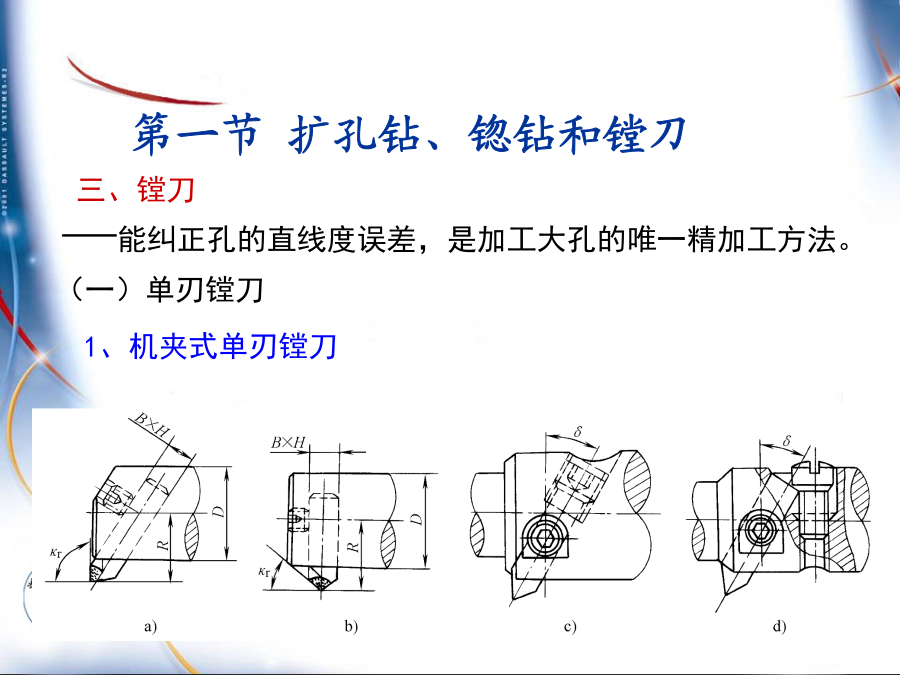
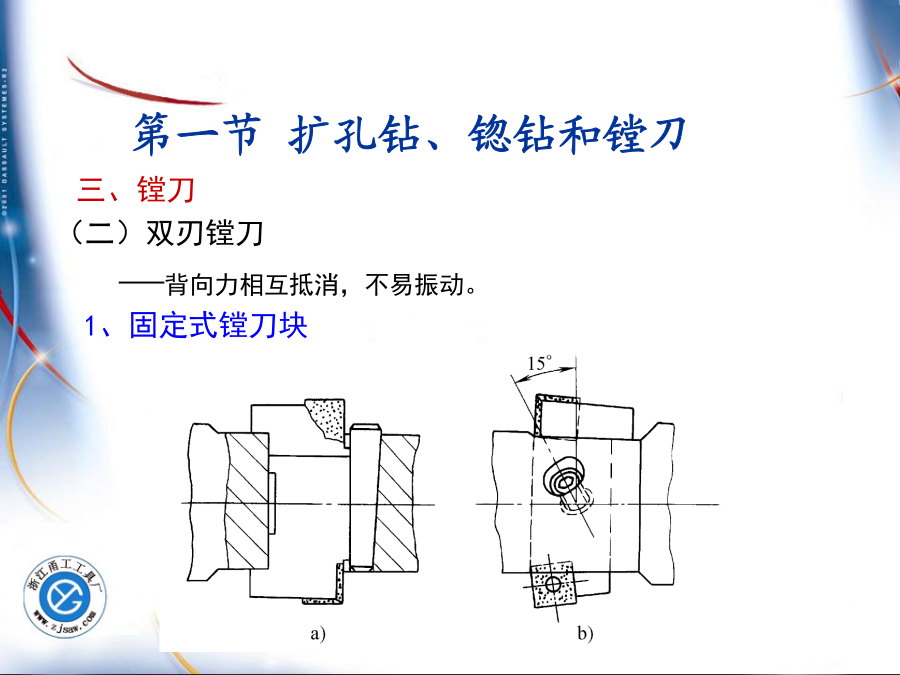
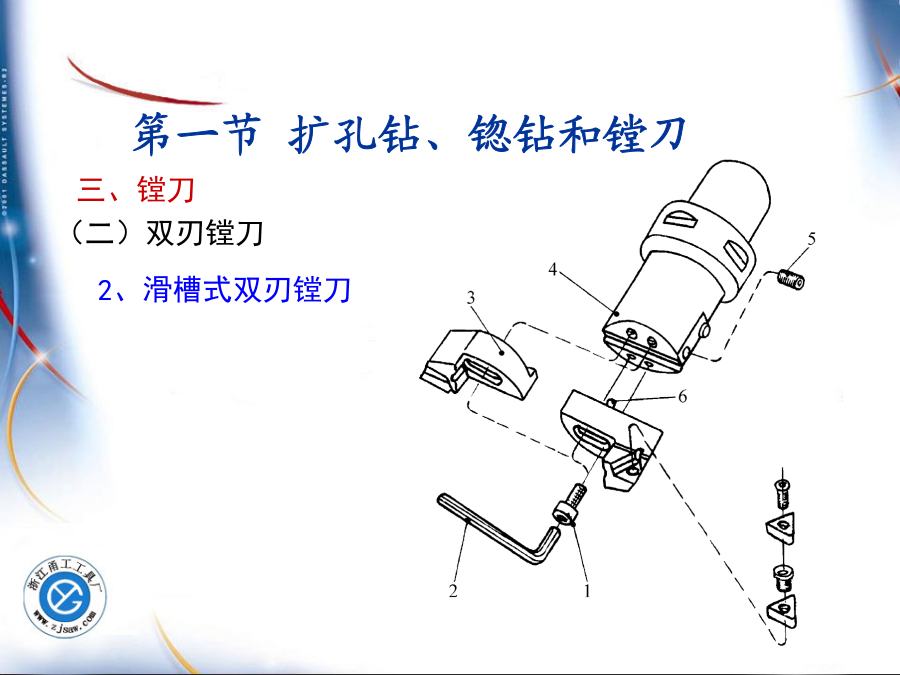
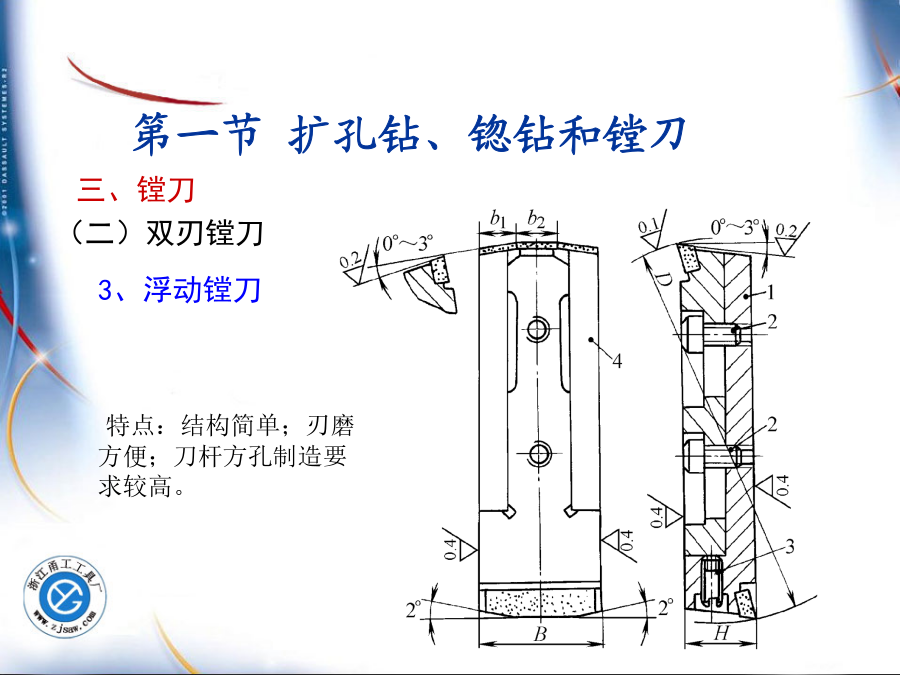
金属切削原理与刀具第八章扩孔钻、锪钻、镗刀、铰刀及复合孔刀具一、扩孔钻扩孔钻在钻孔后使用,修正钻孔中心线位置和降低表面粗的程度值,提高孔质量的刀具。1.公差等级:IT9~IT10。表面粗糙度:6.3~3.2。2.特点:导向性好;扩孔余量小;无横刃;改善了切削条件;屑槽较浅;钻心较厚;强度和刚度较高;可选择较大切削用量;加工质量和生产率均比麻花钻高。一镗孔能纠正孔的直线度误差,是加工大孔的唯一精加工方法。一、单刃镗刀优点:结构简单、制造方便、通用性好。二镗刀二镗刀二、双刃镗刀两个对称方向参加切削的镗刀,背向

转中心孔及钻孔浙江甬工工具厂.pptx
会计学孔加工的零件图样1、钻中心孔(2)中心钻的几何结构C型是带螺纹的中心孔,需要把其他零件轴向固定在轴上时采用。(4)中心孔的标注意义/(5)在车床上钻中心孔的教学视频2、钻孔(1)钻削特点(2)麻花钻(3)切削部分主要的几何要素和角度麻花钻切削部分的“五刃六面”顶角(2Κr)两主切削刃之间的夹角,2Κr=118°±2°2Κr=118°,两主切削刃为直线。2Κr>118°,两主切削刃为凹曲线,定心差,主切削刃短。2Κr<118°,两主切削刃为凸曲线,定心好,主切削刃长。前角(γ)麻花钻前角的大小与螺旋角
扩孔钻锪钻镗刀资料.ppt
3.3扩孔钻、锪钻、镗刀、绞刀和复合孔加工刀具主要内容扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀绞刀第二节铰刀第二节铰刀第二节铰刀复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具