
生产线平衡管理.pptx

赫赫****等你

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

生产线平衡管理.pptx
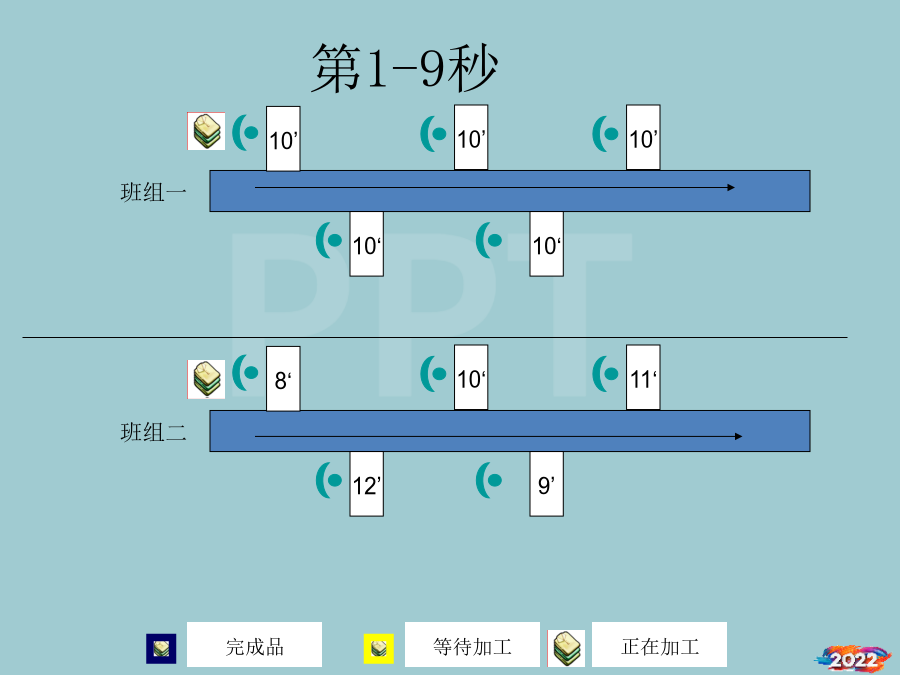
生产线平衡管理大纲生产流水线演示生产流水线演示主要是观察员工的手势等操作是否有问题而进行改善步骤三:制作排位图(举例)消除生产线平衡管理的外部障碍(2/2)标准作业时间为158秒标准作业时间为158秒排车位的平衡率(举例)这种改善工序间能力平衡的方法又称为瓶颈改善。模具改善:模具改善后,该瓶颈工序时间降低24秒机器:建议工厂更换机器设备,该瓶颈工序时间降低13秒排车位的平衡率(举例)步骤二:初拟人员分配(举例)线平衡损失率?消除生产线平衡管理的外部障碍注:瓶颈不是一成不变的,瓶颈是可以漂移的生产线平衡率公

生产线平衡管理.pdf
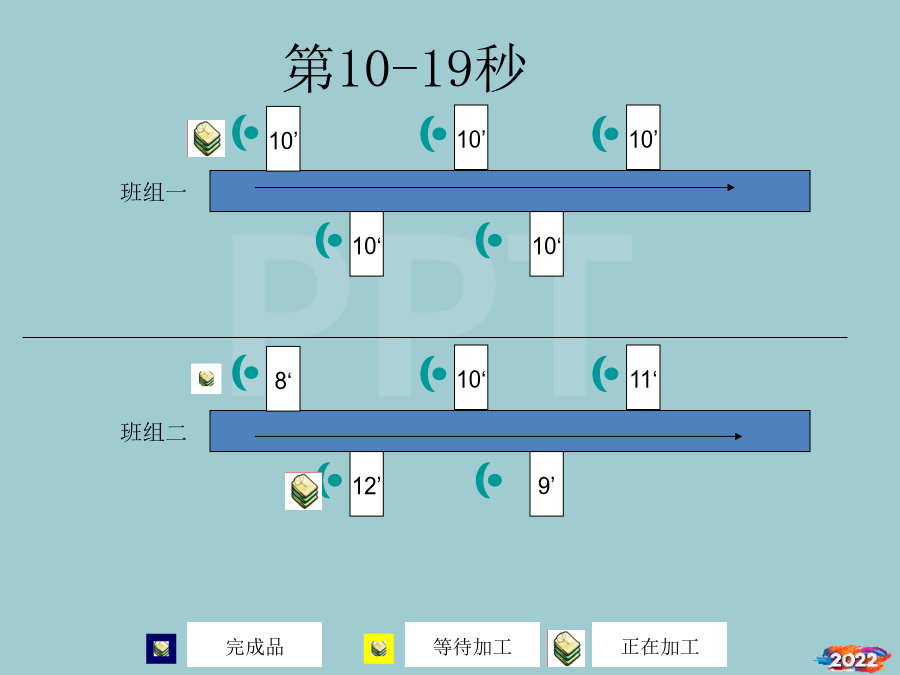
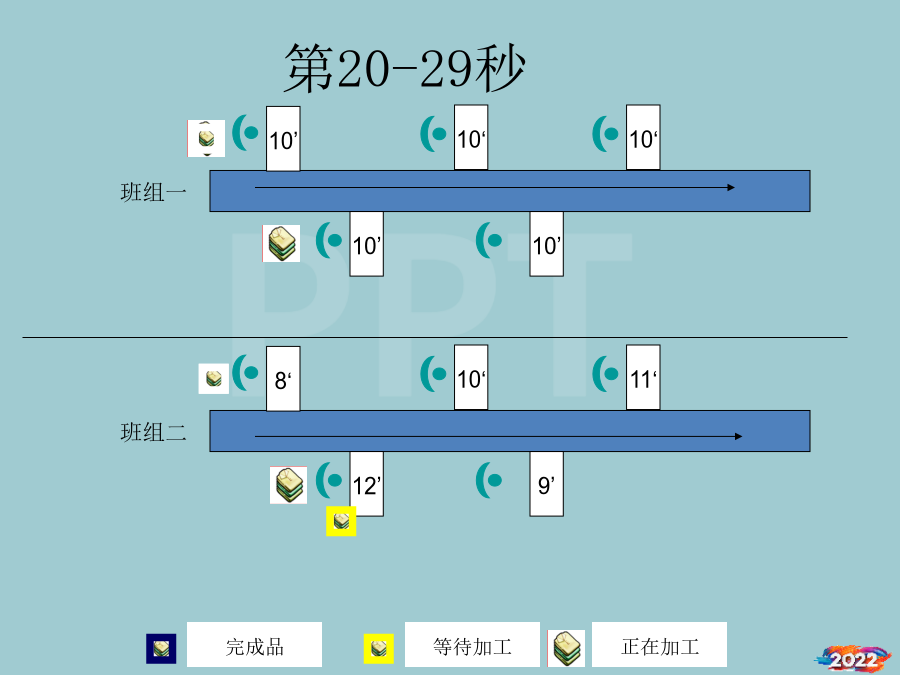
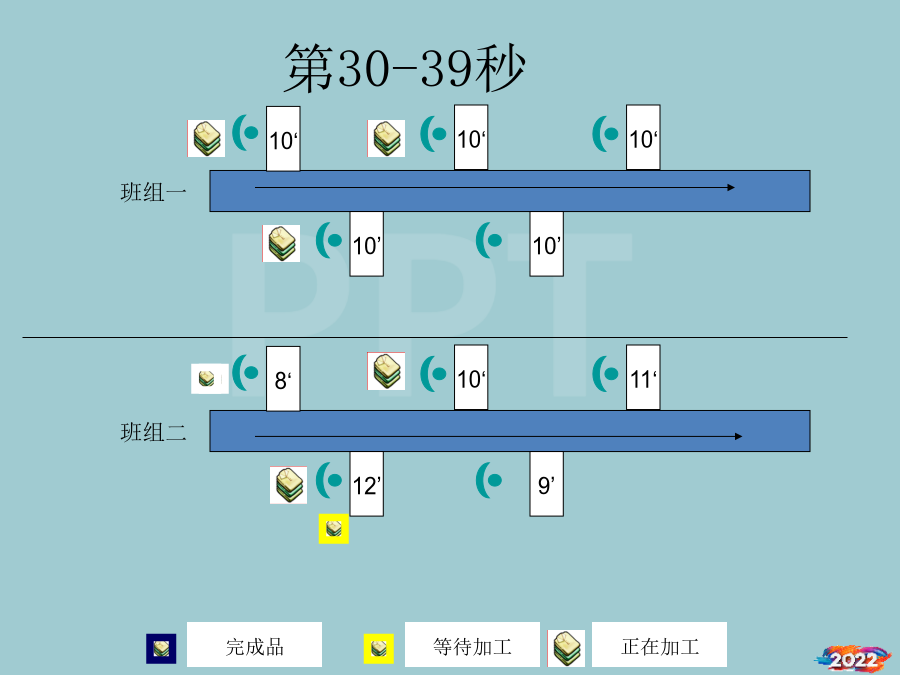
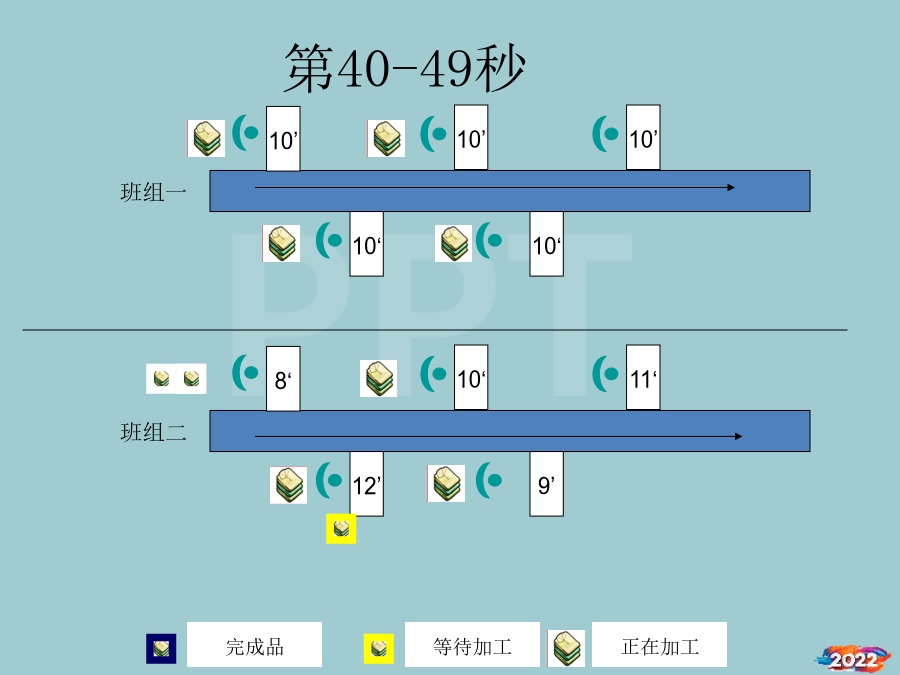
SOLAMODA三润生产线平衡管理技术工程部SOLAMODA三润目录•生产流水线演示•生产流水线平衡SOLAMODA三润生产流水线演示1课\同步教育训练.wmvSOLAMODA三润生产流水线演示•假设条件:工序:由五道组成
生产线平衡管理.ppt
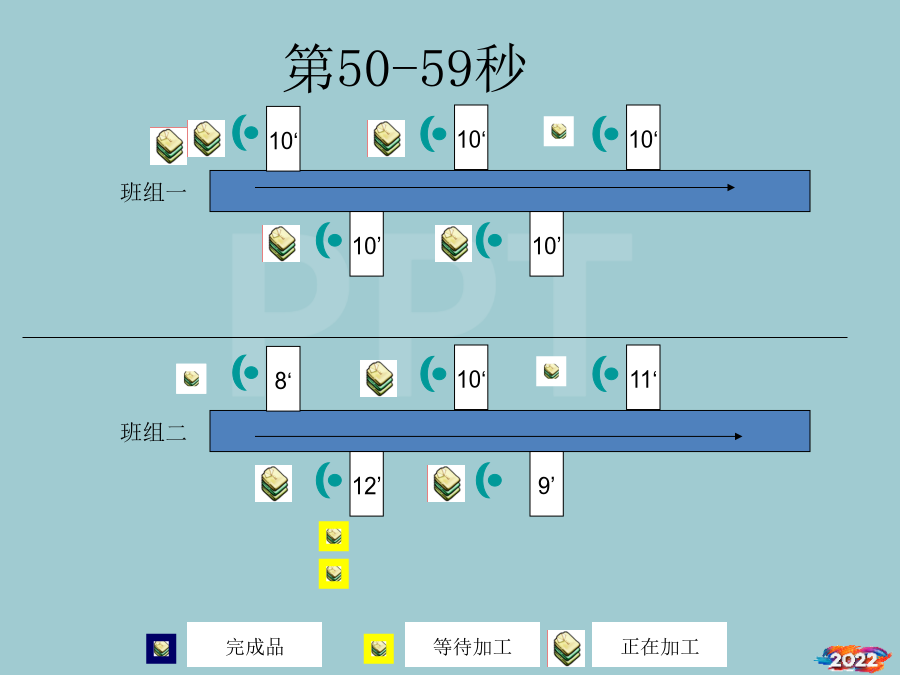
管理是平衡的艺术!生产线平衡法的三级应用1、物流快速,缩短生产周期;2、减少或消除物料/半成品周转场所;3、消除工程瓶颈,提高作业效率;4、稳定产品品质;5、提升工作士气,改善作业秩序。生产线平衡的管理原理生产线平衡要点现状生产线平衡分析步骤生产线平衡损失率与改进方法(一)解答:T(LOSE)=∑(T1-T12)定义:不平衡损失总和等于从第一道工序至第十二道工序中每道工序不平衡损失之和。生产线平衡损失率与改进方法(三)生产线平衡损失率与改进方法(四)生产线平衡损失率与改进方法(五)生产线平衡损失率与改进方

生产线平衡管理.ppt
生产效率改善之一管理是平衡的艺术!生产线平衡法的三级应用1、物流快速,缩短生产周期;2、减少或消除物料/半成品周转场所;3、消除工程瓶颈,提高作业效率;4、稳定产品品质;5、提升工作士气,改善作业秩序。生产线平衡的管理原理生产线平衡要点现状生产线平衡分析步骤生产线平衡损失率与改进方法(一)解答:T(LOSE)=∑(T1-T12)定义:不平衡损失总和等于从第一道工序至第十二道工序中每道工序不平衡损失之和。生产线平衡损失率与改进方法(三)生产线平衡损失率与改进方法(四)生产线平衡损失率与改进方法(五)生产线平

生产线平衡管理.pptx