
铝电解预焙阳极生块裂纹问题的探讨.docx

快乐****蜜蜂


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝电解预焙阳极生块裂纹问题的探讨.docx
铝电解预焙阳极生块裂纹问题的探讨丁邦平摘要:根据四川启明星铝业公司铝用阳极生产新线特点,对阳极生块生产中经常出现的几种裂纹以及阳极焙烧后较大的抗压强度进行了原因分析,并提出了一些具体措施,以期对生块生产有所指导。关键词:预焙阳极、生块、裂纹、抗压强度1、前言目前世界铝产量3500万吨,国内产量已达900万吨以上,产能已超过1000万吨。预焙阳极的需求将达600万t。生块经焙烧而成预焙阳极,因而生块质量对预焙阳极的质量至关重要。就四川启明星铝业有限责任公司阳极生产而言,生块经常出现的质量缺陷主要缺损、掉棱、

铝电解预焙阳极生块裂纹问题的探讨.docx
铝电解预焙阳极生块裂纹问题的探讨随着工业的不断发展,铝及其合金在各个领域中得到了广泛应用。铝制品在电子、建筑、汽车、航空等行业中具有重要的地位,铝电解预焙阳极作为铝工业中的一种主要材料,在生产及制造中也得到大量的应用。但是随着生产量的不断增加,铝电解预焙阳极出现的裂纹问题越来越突出,有时候会严重影响生产效率和质量,因此研究铝电解预焙阳极生块裂纹问题具有非常重要的意义。首先我们需要了解铝电解预焙阳极的生产过程和结构。铝电解预焙阳极是铝工业中的一种重要原料,是将铜、镍和铁等金属混合,通过特定的工艺和方法制成的

关于降低预焙铝电解槽阳极效应的探讨.docx
关于降低预焙铝电解槽阳极效应的探讨随着工业化程度的不断提高,铝合金的应用也越来越广泛。铝的生产需要经过预焙过程,而预焙过程中容易出现阳极效应,影响铝合金的质量和生产效率。因此,探讨如何降低预焙铝电解槽阳极效应是非常必要的。一、预焙铝电解槽阳极效应的原因阳极效应是铝电解过程中的一个常见问题,特别是在预焙过程中更容易出现。主要原因是铝电解槽中阳极处于过电势状态,引起大量气体在阳极表面析出,从而影响铝的电解质量和电解槽的稳定性。二、降低预焙铝电解槽阳极效应的方法1.加入添加剂添加剂可增加预焙铝电解槽中盐类浓度,
预焙阳极铝电解在线连接阳极的方法及结构.pdf
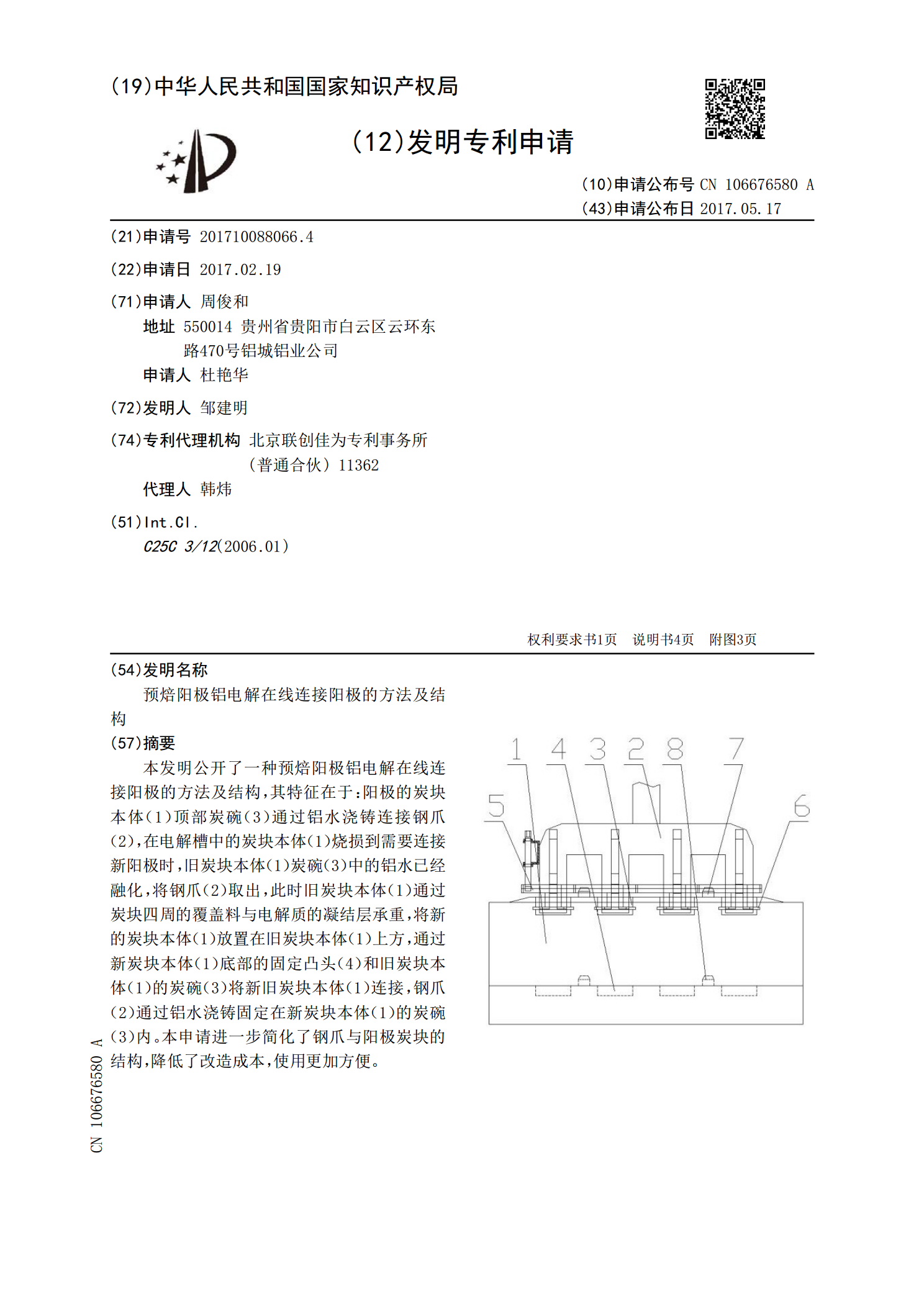
本发明公开了一种预焙阳极铝电解在线连接阳极的方法及结构,其特征在于:阳极的炭块本体(1)顶部炭碗(3)通过铝水浇铸连接钢爪(2),在电解槽中的炭块本体(1)烧损到需要连接新阳极时,旧炭块本体(1)炭碗(3)中的铝水已经融化,将钢爪(2)取出,此时旧炭块本体(1)通过炭块四周的覆盖料与电解质的凝结层承重,将新的炭块本体(1)放置在旧炭块本体(1)上方,通过新炭块本体(1)底部的固定凸头(4)和旧炭块本体(1)的炭碗(3)将新旧炭块本体(1)连接,钢爪(2)通过铝水浇铸固定在新炭块本体(1)的炭碗(3)内。本

一种铝电解槽预焙炭块的连续阳极装置.pdf
一种铝电解槽预焙炭块的连续阳极装置,应用于铝电解槽技术领域。它包括:阳极承托1,预焙阳极块2,阳极添加门3,金属箱体4,活动导电杆5。本发明是一种具有新工艺新技术的预焙炭块的连续阳极装置,比传统装置具有以下优点:1、用预焙炭块作连续阳极,既结合预焙阳极的优点,又使得阳极连续,不留残渣和残极,无须更换阳极块。2、箱体上设有阳极块添加门,为添加阳极块用,工艺简单,操作安全。3、箱体底部设有阳极承托装置,保证阳极不掉块。4、活动导电杆起迫使阳极下降及导电作用。