
水轮机导轴承的安装和常见故障.docx

快乐****蜜蜂


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水轮机导轴承的安装和常见故障.doc
水轮机导轴承常见故障及瓦隙调整安装工艺概述在水轮机内,因转轮静不平衡会产生径向离心力,因尾水管中的空腔气蚀会产生横向脉动力,因叶片开度不均及止漏环间隙不均会产生径向水推力。水轮机导轴承的主要作用是承受由轴传来的径向力和振摆力,以固定机组轴线位置,保证轴心稳定。导轴承是水轮机的重要组成部分,它的工作质量直接影响水轮机的运行,在运行当中常见的故障是轴承过热,严重时轴瓦会被烧坏。根据冷却介质和轴承结构的不同,导轴承可以分为分块瓦油润滑导轴承、筒式瓦油润滑导轴承和橡胶瓦水润滑轴承(附图及结构部件)。导轴瓦的安装导

水轮机导轴承的安装和常见故障.docx
水轮机导轴承常见故障及瓦隙调整安装工艺概述在水轮机内,因转轮静不平衡会产生径向离心力,因尾水管中的空腔气蚀会产生横向脉动力,因叶片开度不均及止漏环间隙不均会产生径向水推力。水轮机导轴承的主要作用是承受由轴传来的径向力和振摆力,以固定机组轴线位置,保证轴心稳定。导轴承是水轮机的重要组成部分,它的工作质量直接影响水轮机的运行,在运行当中常见的故障是轴承过热,严重时轴瓦会被烧坏。根据冷却介质和轴承结构的不同,导轴承可以分为分块瓦油润滑导轴承、筒式瓦油润滑导轴承和橡胶瓦水润滑轴承(附图及结构部件)。导轴瓦的安装导

600 MW水轮机导轴承安装和间隙调整分析.docx
600MW水轮机导轴承安装和间隙调整分析随着能源需求的不断增长,水力发电工业成为了越来越重要的一种新能源开发形式。水轮机作为水力发电生成装置的核心部件,导轴承的安装和间隙调整对水轮机的性能和工作寿命有着重要的影响。本文将介绍600MW水轮机导轴承的安装与间隙调整过程,包括导轴承的种类、安装方式、调整方法及注意事项等,为水力发电工业从业人员提供一定的参考和指导。一、导轴承的种类水轮机导轴承通常分为弹性、滑动和气浮三种类型,各具特点:1.弹性导轴承:弹性导轴承多用于小型和中型水轮机,其主要特点是能够适应水轮机

600 MW水轮机导轴承安装和间隙调整分析.pptx
添加副标题目录PART01安装前的准备工作导轴承的安装步骤安装后的检查与测试PART02间隙调整对水轮机运行的影响导轴承间隙调整的参数要求导轴承间隙调整的方法和注意事项PART03调整过程中的问题与解决方案间隙调整后的性能测试与评估导轴承间隙调整的案例分析PART04导轴承安装的改进措施间隙调整技术的创新与发展提高安装与间隙调整效率的方法PART05智能化技术在导轴承安装中的应用导轴承间隙调整技术的发展趋势导轴承安装和间隙调整技术的国际合作与交流感谢您的观看
水轮机及其水导轴承.pdf
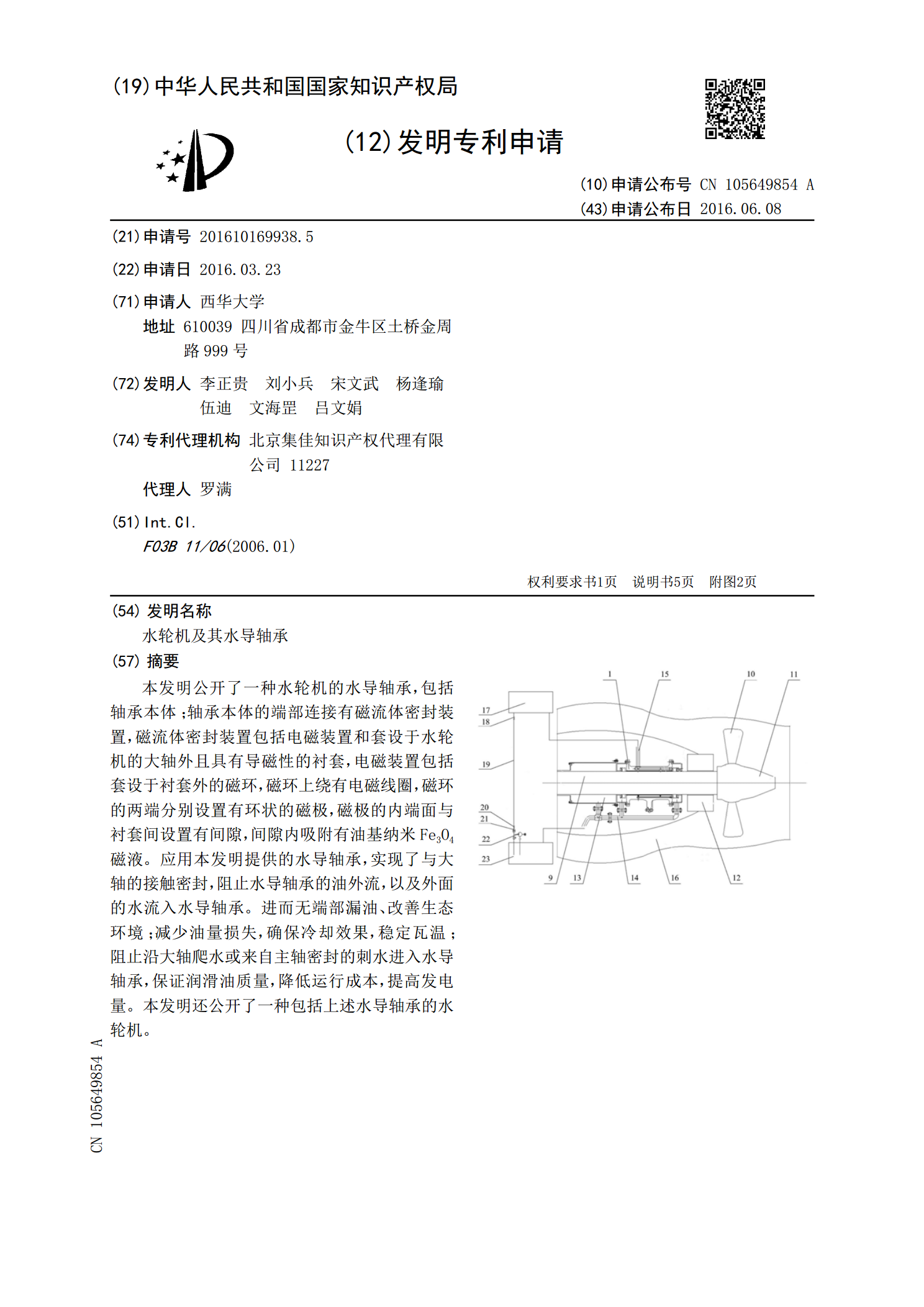
本发明公开了一种水轮机的水导轴承,包括轴承本体;轴承本体的端部连接有磁流体密封装置,磁流体密封装置包括电磁装置和套设于水轮机的大轴外且具有导磁性的衬套,电磁装置包括套设于衬套外的磁环,磁环上绕有电磁线圈,磁环的两端分别设置有环状的磁极,磁极的内端面与衬套间设置有间隙,间隙内吸附有油基纳米Fe