
直线进给铣床夹具.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

直线进给铣床夹具.docx
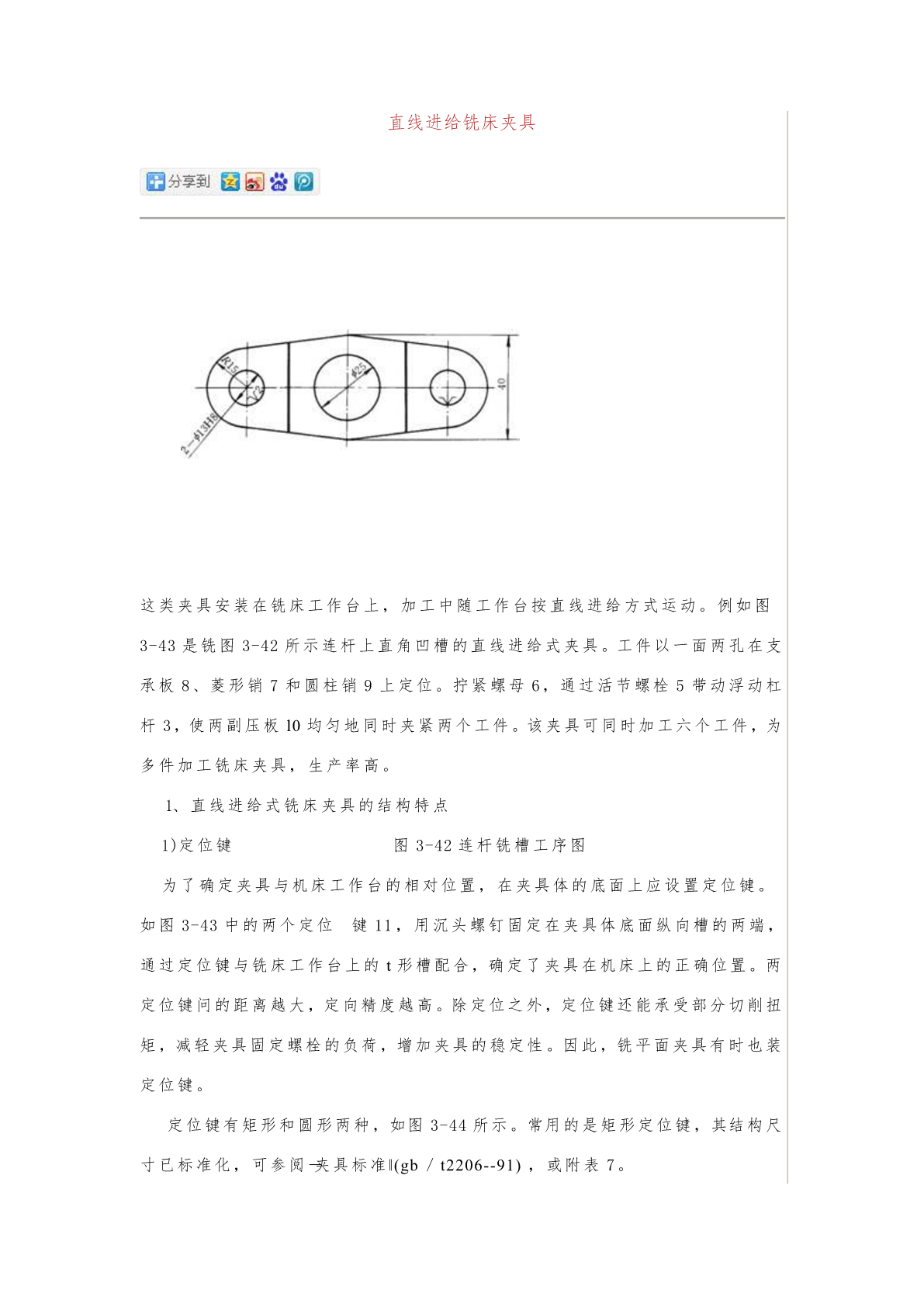
直线进给铣床夹具这类夹具安装在铣床工作台上,加工中随工作台按直线进给方式运动。例如图3-43是铣图3-42所示连杆上直角凹槽的直线进给式夹具。工件以一面两孔在支承板8、菱形销7和圆柱销9上定位。拧紧螺母6,通过活节螺栓5带动浮动杠杆3,使两副压板l0均匀地同时夹紧两个工件。该夹具可同时加工六个工件,为多件加工铣床夹具,生产率高。1、直线进给式铣床夹具的结构特点1)定位键图3-42连杆铣槽工序图为了确定夹具与机床工作台的相对位置,在夹具体的底面上应设置定位键。如图3-43中的两个定位键11,用沉头螺钉固定在
直线进给铣床夹具.pdf
直线进给铣床夹具这类夹具安装在铣床工作台上,加工中随工作台按直线进给方式运动。例如图3-43是铣图3-42所示连杆上直角凹槽的直线进给式夹具。工件以一面两孔在支承板8、菱形销7和圆柱销9上定位。拧紧螺母6,通过活节螺栓5带动浮动杠杆3,使两副压板l0均匀地同时夹紧两个工件。该夹具可同时加工六个工件,为多件加工铣床夹具,生产率高。1、直线进给式铣床夹具的结构特点1)定位键图3-42连杆铣槽工序图为了确定夹具与机床工作台的相对位置,在夹具体的底面上应设置定位键。如图3-43中的两个定位键11,用沉头螺钉固定在

一种直线进给式靠模铣床夹具.pdf
本发明公开了一种直线进给式靠模铣床夹具,包括铣刀滑座和滚柱滑座,所述铣刀滑座和滚柱滑座之间通过连接轴相连且保持铣刀滑座和滚柱滑座之间的轴线间的距离不变,所述铣刀滑座与拉力装置相连,其特征在于,所述铣刀滑座底部连接有与铣刀接触的工件,所述滚柱滑座底部连接有与靠模板接触的滚柱,所述滚柱的工作部分呈12-14°的锥面。优选,所述拉力装置可以是重锤,或是强力弹簧。可以补偿因铣刀磨损或刀磨后因直径的变化所产生的工件轮廓误差,提高金属材料的加工效果。

镗铣床进给箱.pdf
镗铣床进给箱,箱体上穿装有方滑枕进给丝杠、镗轴进给丝杠、手动进给光杠、主动轴和中间轴,主动轴上的主动齿轮与方滑枕进给丝杠上的第一从动齿轮及镗轴进给丝杠上第二从动齿轮啮合,中间轴上的过桥齿轮与第二从动齿轮及手动进给光杠上的第三从动齿轮啮合,方滑枕进给丝杠、镗轴进给丝杠及手动进给光杠上分别联接有第一、第二、第三离合器,第一从动齿轮与第一离合器、第二从动齿轮与第二离合器、第三从动齿轮与第三离合器为离合配合,箱体上装有第一、第二和第三销轴,各销轴上的第一、第二、第三拨叉分别与第一、第二、第三离合器配合。本镗铣床进

铣床自动进给系统.pdf
一种能使铣床在切削过程中随时变换进给速度,且速度无级,可以实现自动控制,结构简单的铣床自动进给系统,包括变速机构和动力分配机构,动力分配包括动力分配箱,动力分配箱内装有输入轴、传动轴、X轴输出轴、Y轴输出轴、Z轴输出轴,输入轴上套接有输入齿轮,传动轴、Y轴输出轴、Z轴输出轴上分别通过轴承连接有传动齿轮,传动轴、Y轴输出轴、Z轴输出轴上分别连接有电磁离合器,传动齿轮间相互啮合,其中一个传动齿轮与输入齿轮相啮合,传动轴的左端还套接有传动轴齿轮,X轴输出轴的左端上套接有输出轴齿轮,传动轴齿轮与输出轴齿轮相啮合,