
外包铝壳的工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

外包铝壳的工艺.docx
想了解一下外包铝壳的工艺就成型的话,最常用的是冲压成型,然后还有压铸成型,射出成型法都可以用于生产铝合金外壳。完成形状的加工后,就是表面处理了,常见的表面处理工艺有:抛光喷砂拉丝烤漆表面阳极氧化处理及染色表面高光加工处理电镀丝印烫金拉丝与表面氧化的确是无关的,拉丝要在氧化之前做才行;另外氧化是肯定不能用自然氧化的方法,自然氧化得到的表面应该叫质量缺陷,它的氧化膜与专门处理的氧化膜成份、外观都是截然不同的。另外还有一点,着色并非是氧化的后处理,是在氧化的同时进行的,常用的有下面几种氧化着色处理方法:着色阳极
铝壳电池工艺核算.xls
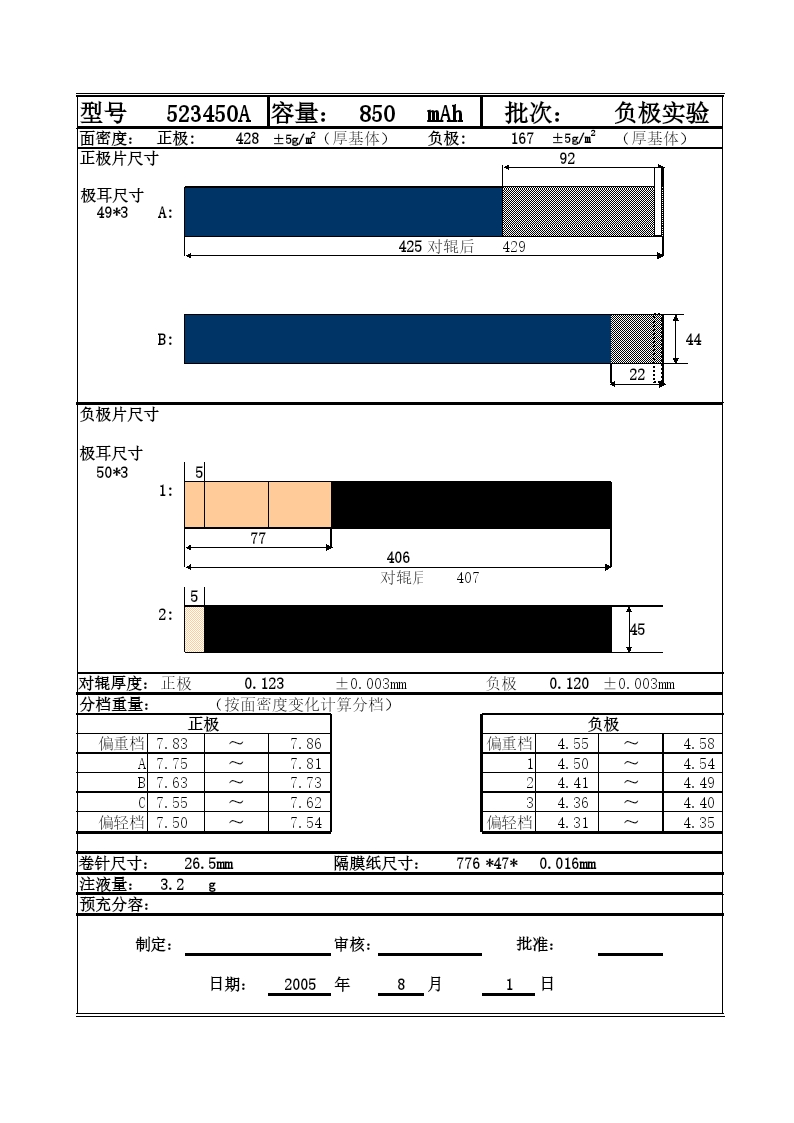
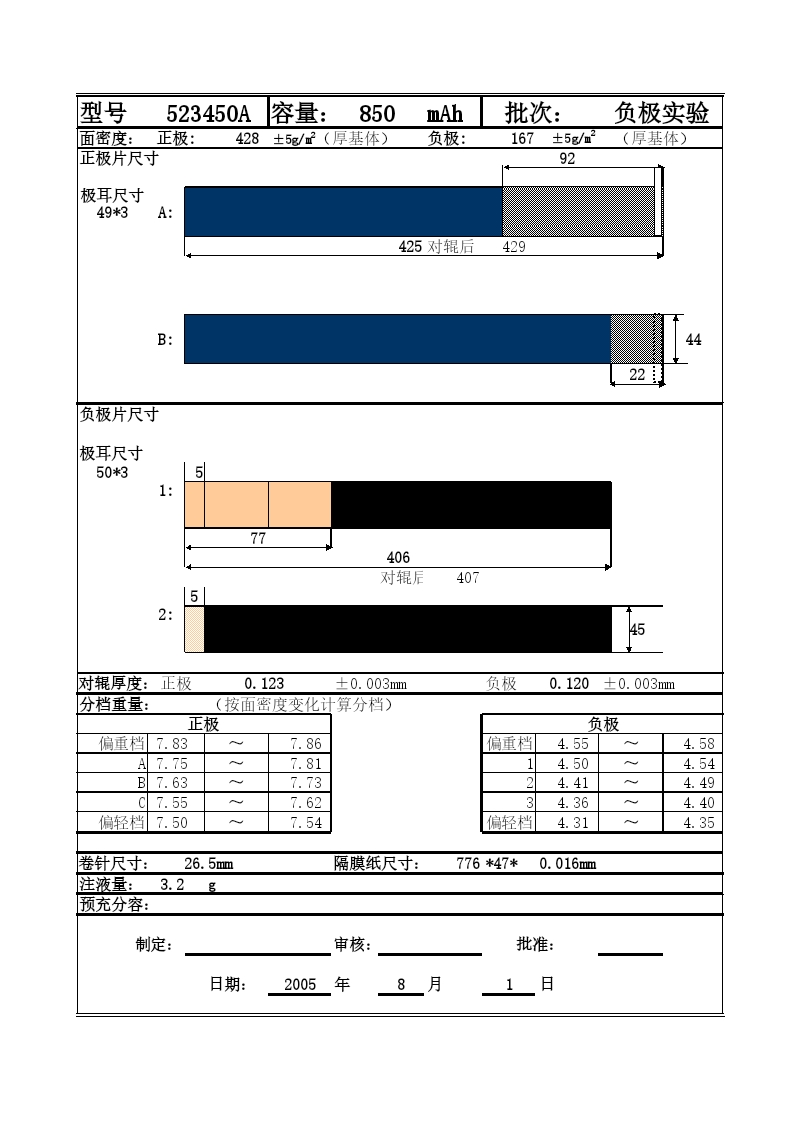
备注:红色字体为填写项目设计容量:正极设计容量型号:423450930正极极片参数设计极性极耳端刮粉定刮末端大刮粉位正极052290片长总双刮粉敷料面积基体面密度基体重量42558.516126430.80负极极片参数设计极性极耳端刮粉极耳折片折片处总刮片宽负极30.555645折后片长总双刮粉敷料面积基体面密度基体重量374.530.516852.5891.622025容量参数设计正极设计比容量(混合物):130负极面密度183正敷料量(B档下线)7.15正极面密度444负极设计比容量(混合物):305
铝壳电池工艺核算 (2).xls
备注:红色字体为填写项目设计容量:正极设计容量型号:423450930正极极片参数设计极性极耳端刮粉定刮末端大刮粉位正极052290片长总双刮粉敷料面积基体面密度基体重量42558.516126430.80负极极片参数设计极性极耳端刮粉极耳折片折片处总刮片宽负极30.555645折后片长总双刮粉敷料面积基体面密度基体重量374.530.516852.5891.622025容量参数设计正极设计比容量(混合物):130负极面密度183正敷料量(B档下线)7.15正极面密度444负极设计比容量(混合物):305

一种柔性电池外包装铝塑膜冲壳用冲壳模具以及铝塑膜冲壳方法.pdf
本发明公开了一种柔性电池外包装铝塑膜的制备方法,包括如下冲壳步骤:铝塑膜的裁;铝塑膜的定位;铝塑膜的冲壳。与现有技术相比,本发明所达到的技术效果是:上冲模和下凹模的配合,完成对铝塑膜的冲壳,并在铝塑膜上形成波浪式冲壳,波浪式的冲壳给铝塑膜的弯折预留出了挤压空间,用经过处理的铝塑膜对电芯进行封装,使得电池在弯折过程中铝塑膜不产生褶皱,易回弹,不易导致极片褶皱或断裂,且铝塑膜冲壳大小为电芯尺寸大小,为电芯封边留白,不易导致电池在弯折过程中出现破损漏液的情况。
钢壳铝芯阳极爪横梁渗铝粘结铸造生产工艺.pdf
本发明公开了钢壳铝芯阳极爪横梁渗铝粘结铸造生产工艺,其特征在于钢壳横梁浸入铝液中进行渗铝铸造,在渗铝过程中把铝液温度控制在780℃~800℃之间,渗铝时间根据钢壳横梁的重量和内腔体积的大小而定,一般控制在10~20分钟之间。采用本发明钢壳铝芯阳极爪横梁渗铝粘结铸造生产工艺制造的钢壳铝芯横梁阳极爪的常温平均电阻值3.5μΩ,比原生产工艺制造的产品降低约2μΩ,节电效果明显。