
加长杆测量大跨距工件位置度检测方案.docx

快乐****蜜蜂


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加长杆测量大跨距工件位置度检测方案.docx
加长杆测量大跨距工件位置度检测方案初定:被检测工件目标:检测要求:工件不同位置的位置度,总计20个检测方法:接触法和非接触法接触法第一种方案可以理解为专用机械式实现测量方式,采用加长杆和千分表配合标准件测量大尺寸工件,精度可以达到0.01mm,结构简单、成本低,是大尺寸测量首选经济合适的方案选择。对戚墅堰工厂提供的20个尺寸,需要制做20个加长杆。该种方案的测量精度取决于各个机械构件的精度,以采用“标准件”的方案精度最高,其精度取决于“标准件”的制造精度【我好域安科技下辖两个精密机械研究制作所,设计和加工
长杆类工件加热炉.pdf
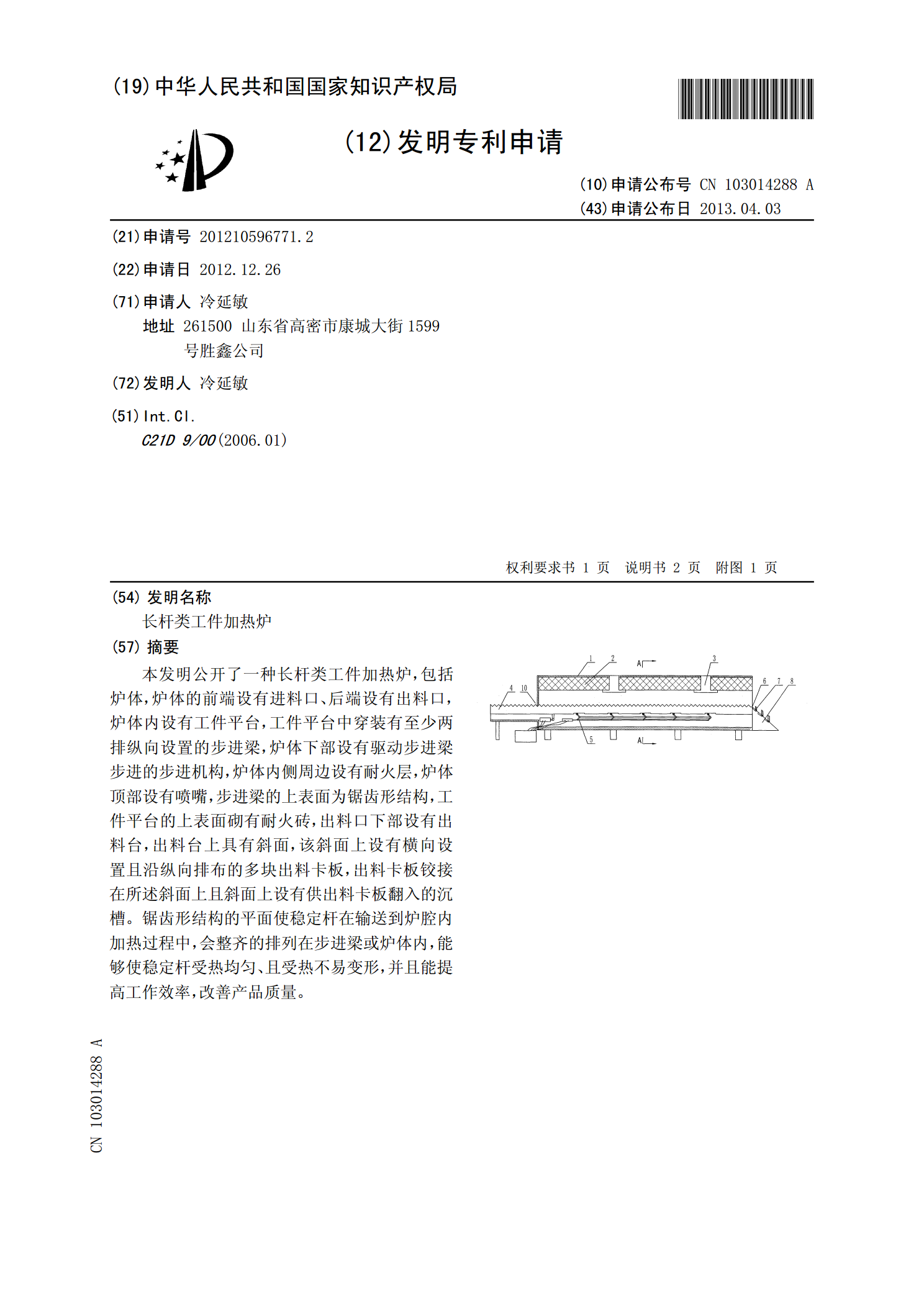
本发明公开了一种长杆类工件加热炉,包括炉体,炉体的前端设有进料口、后端设有出料口,炉体内设有工件平台,工件平台中穿装有至少两排纵向设置的步进梁,炉体下部设有驱动步进梁步进的步进机构,炉体内侧周边设有耐火层,炉体顶部设有喷嘴,步进梁的上表面为锯齿形结构,工件平台的上表面砌有耐火砖,出料口下部设有出料台,出料台上具有斜面,该斜面上设有横向设置且沿纵向排布的多块出料卡板,出料卡板铰接在所述斜面上且斜面上设有供出料卡板翻入的沉槽。锯齿形结构的平面使稳定杆在输送到炉腔内加热过程中,会整齐的排列在步进梁或炉体内,能够
工件位置检测系统及检测方法.pdf
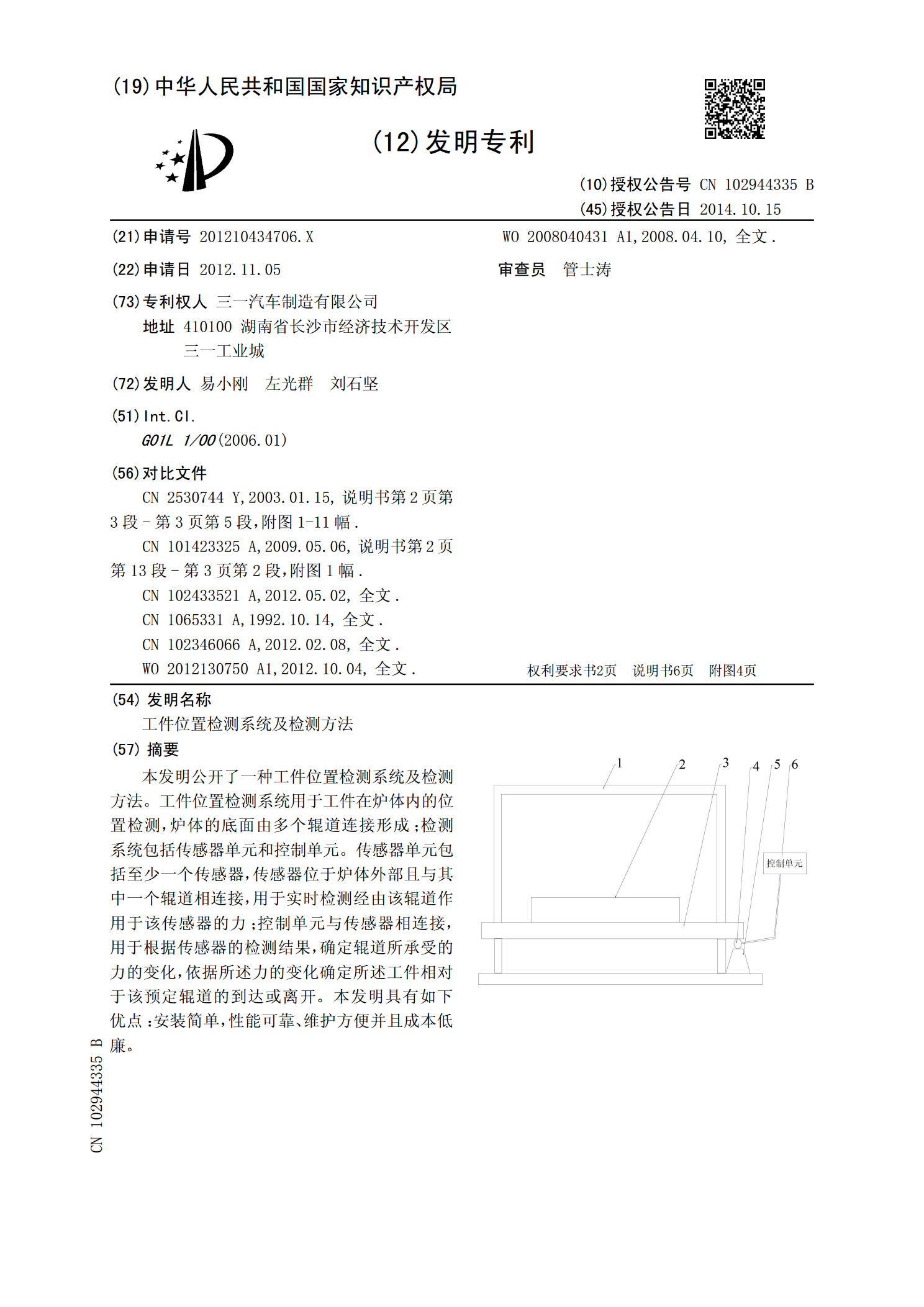
本发明公开了一种工件位置检测系统及检测方法。工件位置检测系统用于工件在炉体内的位置检测,炉体的底面由多个辊道连接形成;检测系统包括传感器单元和控制单元。传感器单元包括至少一个传感器,传感器位于炉体外部且与其中一个辊道相连接,用于实时检测经由该辊道作用于该传感器的力;控制单元与传感器相连接,用于根据传感器的检测结果,确定辊道所承受的力的变化,依据所述力的变化确定所述工件相对于该预定辊道的到达或离开。本发明具有如下优点:安装简单,性能可靠、维护方便并且成本低廉。
一种长杆类工件热处理线.pdf
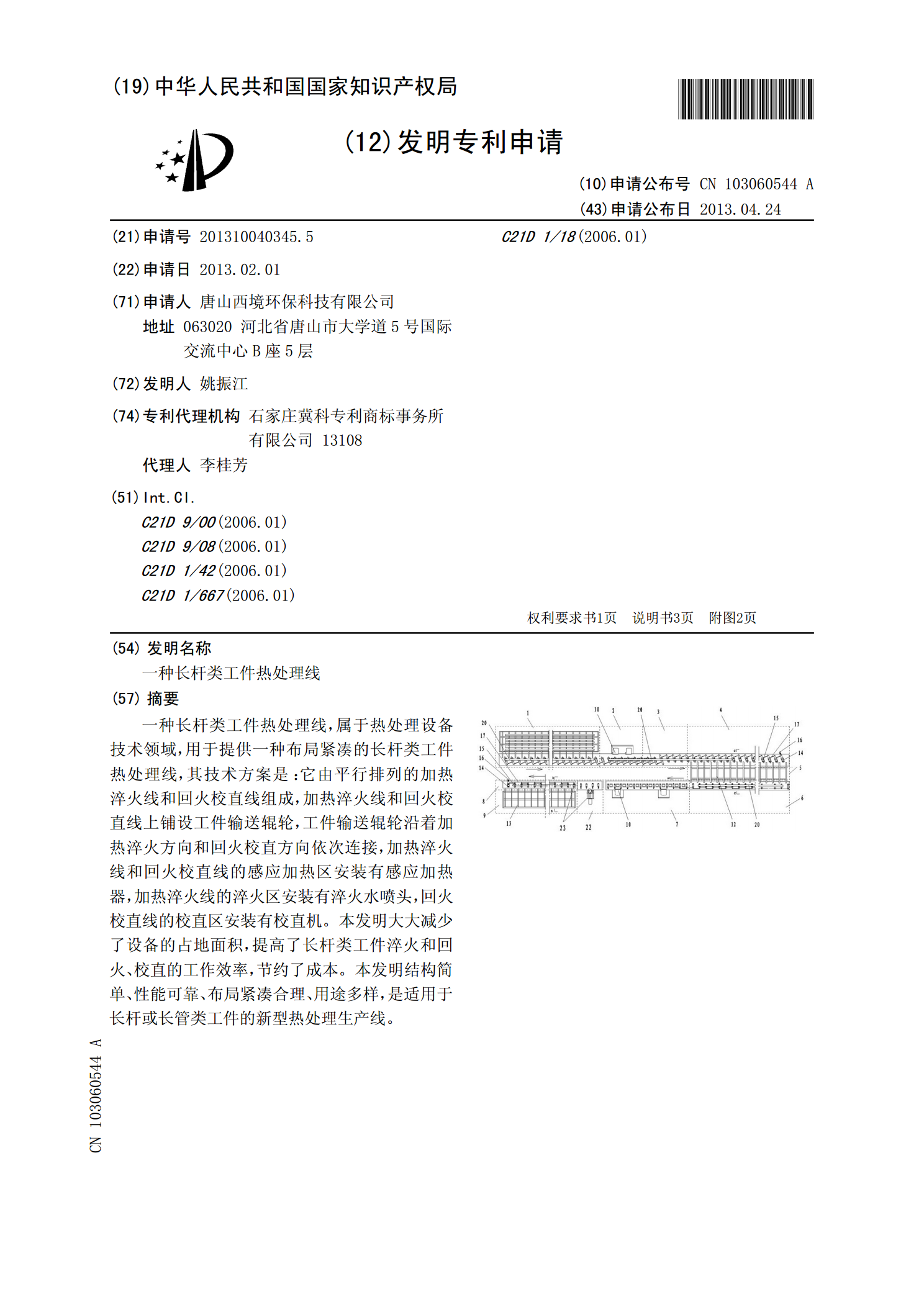
一种长杆类工件热处理线,属于热处理设备技术领域,用于提供一种布局紧凑的长杆类工件热处理线,其技术方案是:它由平行排列的加热淬火线和回火校直线组成,加热淬火线和回火校直线上铺设工件输送辊轮,工件输送辊轮沿着加热淬火方向和回火校直方向依次连接,加热淬火线和回火校直线的感应加热区安装有感应加热器,加热淬火线的淬火区安装有淬火水喷头,回火校直线的校直区安装有校直机。本发明大大减少了设备的占地面积,提高了长杆类工件淬火和回火、校直的工作效率,节约了成本。本发明结构简单、性能可靠、布局紧凑合理、用途多样,是适用于长杆

工件同心度检测仪.pdf
一种工件同心度检测仪,包括一座体,座体的轴线上置有一可轴向移动的导杆,导杆的一端伸出座体且具有一水平放置的滚轮,导杆的另一端与一凸出于座体表面的撞块构成一体,撞块由一相向设置的弹簧抵压定位;在所述座体表面上设有二只行程开关,所述两只行程开关的撞杆分别间隙式设置在撞块的两侧。本发明固定安装在立式车床上,通过实时检测被加工工件的外轮廓线上每个点的同心度状况,辅助操作人员对工件的放置位置是否精准、外轮廓线同心度是否相一致作出正确判断,省时省力效率高,即使普通操作人员也能方便、独立地完成加工作业任务。