
玻璃钢立式罐成型工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

玻璃钢立式罐成型工艺.docx
玻璃钢立式罐成型工艺0引言金属容器于腐蚀性液体的不断浸蚀,使用寿命都不长,有的甚至只有一两年。由于玻璃钢有较好的耐腐蚀性能和承载能力,而且加工和修补也方便,总投资金额并不比金属容器高,在环保领域特别是污水处理行业成为金属容器替代产品,正在得到越来越广泛的应用。本文针对容量为200~500m3的玻璃钢立式罐进行成型工艺论述。1构造玻璃钢立式罐一般为圆柱形,直接置于基础上,底部为平底,顶部为锥形或平顶。受到运输条件限制,立式罐的罐顶、罐壁和罐底均采用分次制作,现场拼接的工艺方法,主要步骤为:①在车间制作罐壁内

玻璃钢贮罐的成型工艺研究与制造.docx
玻璃钢贮罐的成型工艺研究与制造玻璃钢贮罐是一种新型的贮存设备,由于其具有轻质、高强、耐腐蚀、绝缘性能良好等优点,在工业中得到了广泛的应用。本文将主要就玻璃钢贮罐的成型工艺进行研究与探讨,包括了工艺流程、材料选用、模具设计和贮罐制造。一、工艺流程玻璃钢贮罐制造的工艺流程主要包括如下步骤:制作模具、打磨模具、表面处理、涂层处理、层压、固化等。下面详细介绍各个步骤的工艺流程。1.制作模具模具是制造玻璃钢贮罐的关键。制作模具的原材料选用的是轻质、高强、具有良好耐腐蚀性能的材料,如聚酰亚胺(PA)等。制作模具的工艺
玻璃钢罐立式固化炉.pdf
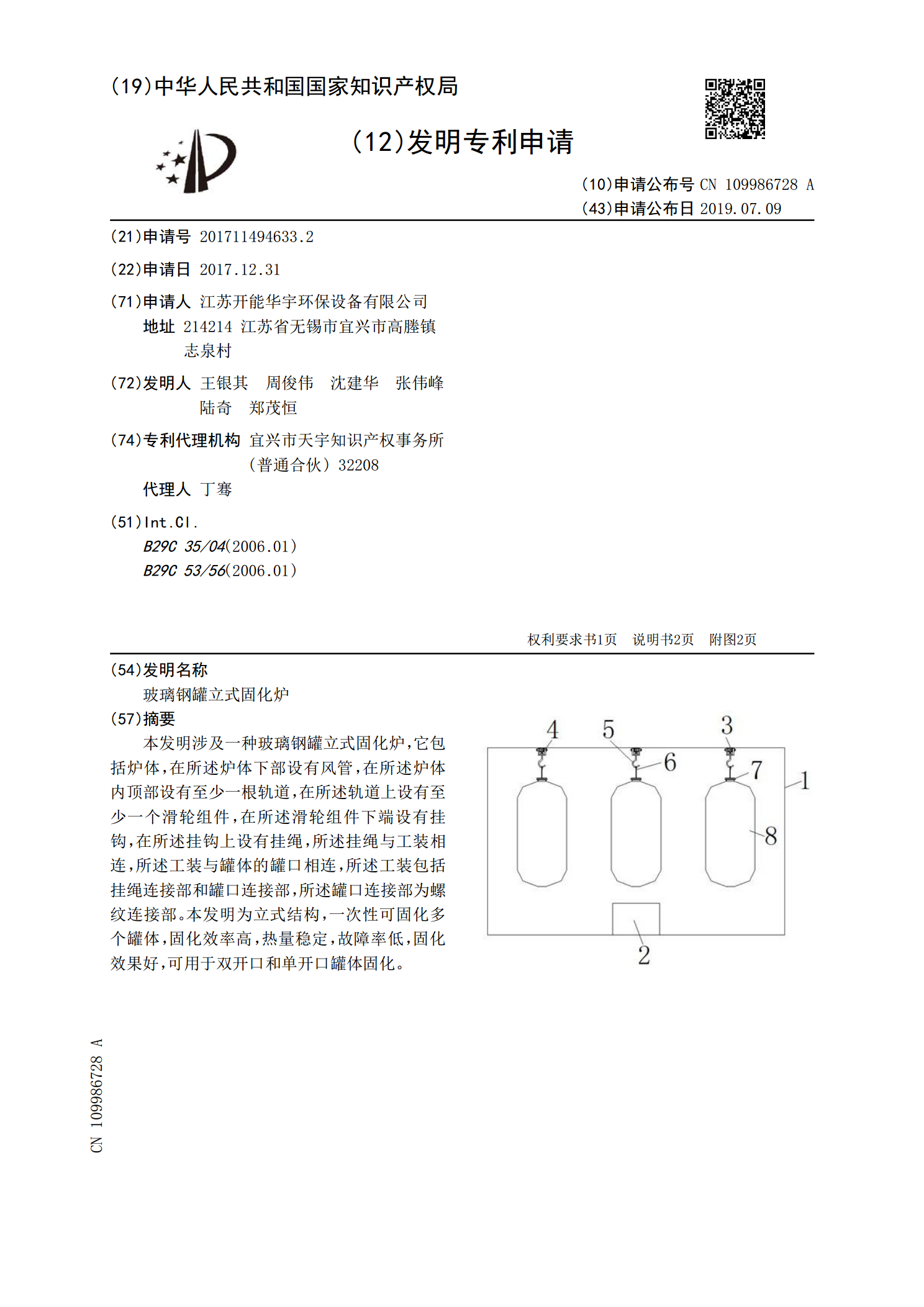
本发明涉及一种玻璃钢罐立式固化炉,它包括炉体,在所述炉体下部设有风管,在所述炉体内顶部设有至少一根轨道,在所述轨道上设有至少一个滑轮组件,在所述滑轮组件下端设有挂钩,在所述挂钩上设有挂绳,所述挂绳与工装相连,所述工装与罐体的罐口相连,所述工装包括挂绳连接部和罐口连接部,所述罐口连接部为螺纹连接部。本发明为立式结构,一次性可固化多个罐体,固化效率高,热量稳定,故障率低,固化效果好,可用于双开口和单开口罐体固化。

玻璃钢成型工艺.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:玻璃钢成型工艺(拉挤工艺、模压工艺、缠绕工艺、手糊工艺)拉挤成型工艺模压工艺一概述拉挤成型工艺是将浸透胶液的连续无捻粗纱、毡、带或布等增强材料,在牵引力的作用下,通过模具挤压成型、固化,连续不断地生产长度不限的玻璃钢型材。拉挤成型工艺是玻璃钢成型工艺中的一种特殊工艺,适于生产各种断面形状的玻璃钢型材,如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材等。其优点是:1、生产过程连续进行,制品质量稳定,重复性好;2、增强材料

玻璃钢成型工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:玻璃钢成型工艺(拉挤工艺、模压工艺、缠绕工艺、手糊工艺)拉挤成型工艺模压工艺一概述拉挤成型工艺是将浸透胶液的连续无捻粗纱、毡、带或布等增强材料在牵引力的作用下通过模具挤压成型、固化连续不断地生产长度不限的玻璃钢型材。拉挤成型工艺是玻璃钢成型工艺中的一种特殊工艺适于生产各种断面形状的玻璃钢型材如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材等。其