
孔及螺纹加工.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

孔及螺纹加工.docx
孔及螺纹加工钳工进行的孔加工,主要有钻孔、扩孔、铰孔和锪孔。钻孔也是攻丝前的准备工序。孔加工常在台式钻床、立式钻床或摇臂钻床上进行。若工件大而笨重,也可使用手电钻钻孔。铰孔有时也用手工进行。一、钻床(一)台式钻床台式钻床简称台钻,如图11-43所示。台钻是一种小型机床,安放在钳工台上使用。其钻孔直径一般在12mm以下。由于加工的孔径较小,台钻主轴转速较高,最高时每分钟可近万转,故可加工1mm以下小孔。主轴转速一般用改变三角胶带在带轮上的位置来调节。台钻的主轴进给运动由手动完成。台钻小巧灵便,主要用于加工小
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
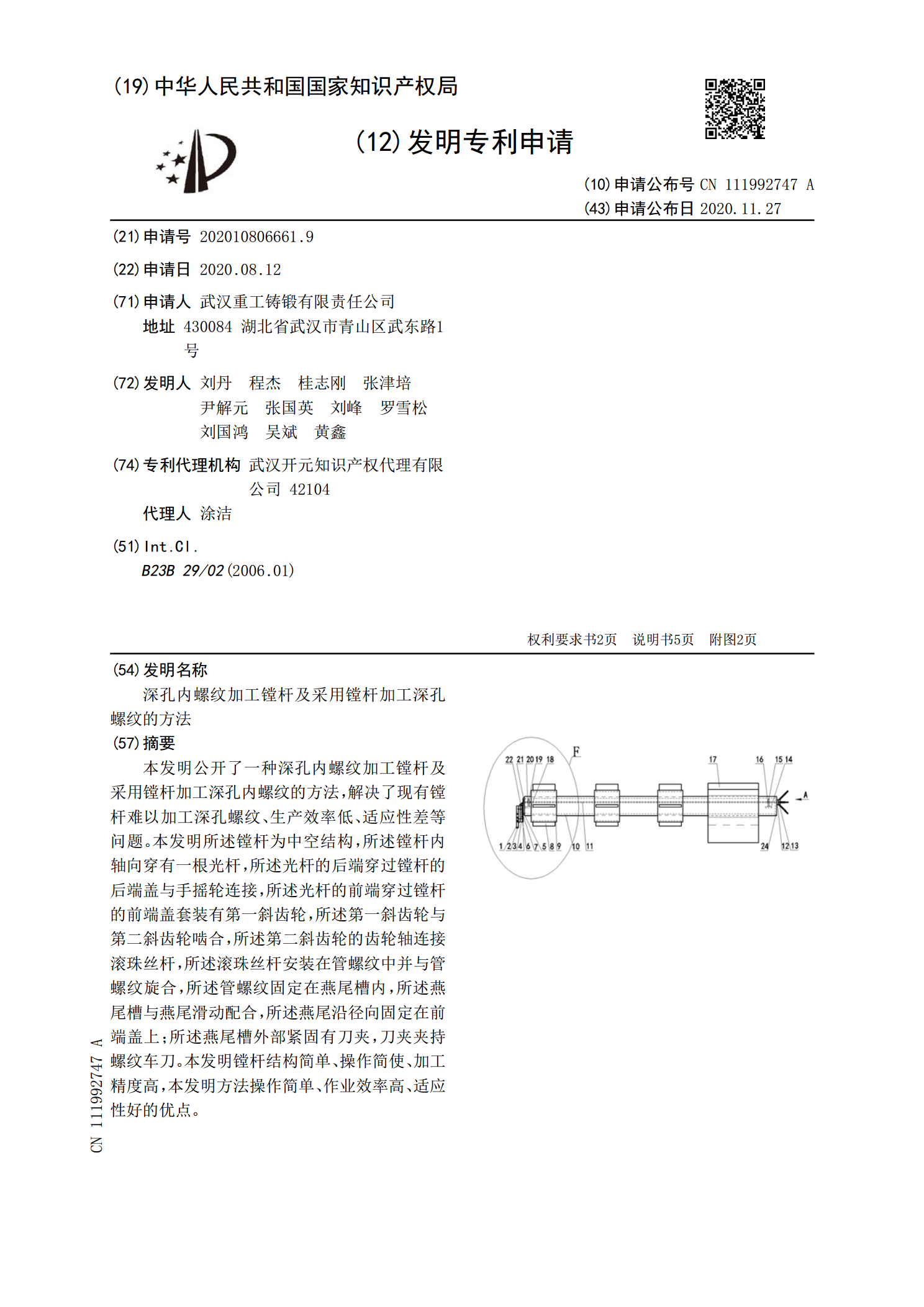
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

带定位的螺纹孔加工方法.pdf
本发明提供一种带定位的螺纹孔加工方法,该带定位的螺纹孔加工方法在加工时,首先加工上半定位孔,然后以上半定位孔为导向加工下半定位孔,再在下半定位孔内设置导向套作为导向加工下螺纹孔,采用这种方式可使该定位的螺纹孔在上、下半圈形结构件上分别进行加工,这样可有效提高加工速度,降低螺纹孔加工的难度,同时采用这种加工方式还可有效保证上、下圈形结构件的轴向定位和径向间隙要求,使上、下半圈形结构件装配时满足装配精度要求,该带定位的螺纹孔加工方法特别适用于汽轮机上使用的汽封或隔板套等水平中分面宽度较窄的工件。

定盘螺纹孔的加工方法.pdf
本发明公开了一种定盘螺纹孔的加工方法,使用一种定盘车夹具,装零件:先将定盘的球壳体放置在所述定盘定位块的沉孔内,使所述定位钉伸入其中一个所述螺纹孔的坯孔中,待加工的所述螺纹孔轴心线与所述筒体部的轴心线重合;再通过拧紧所述手轮使所述拉杆将所述支承套向后拉,使两块所述定盘压板分别与所述定盘的定位面相压接将所述定盘固定在所述定盘定位块上;启动所述车床,采用车刀对所述定盘的球壳体的其中一个所述螺纹孔进行加工;松开所述手轮,取下完成三个所述螺纹孔加工的所述定盘即可。较之现有技术,本发明可以解决现有对定盘球壳体上螺纹

用于加工LCD螺纹孔的装置.pdf
本发明提供用于加工LCD螺纹孔的装置,包括底座,底座上固定有气缸座,气缸座的首端上固定有凸轮板,凸轮板的顶端上开有凸轮槽,凸轮槽为正弦曲线布置,凸轮板与气缸座上的滑台气缸相配合,滑台气缸的上端固定有下导杆基板,下导杆基板一端通过安装下导杆与上导杆基板一端相配合,同时上导杆基板的另一端的两侧边上设置有匹配于凸轮槽的凸轮块且与凸轮槽相配合,上导杆基板的上端通过安装上导杆与齿轮基板相配合,齿轮基板上设置有相互配合的齿轮组,首齿轮通过丝杆与万向节装置相连接,万向节装置固定在上导杆基板另一端的底部上,尾齿轮上安装有