
美国安科技术有限责任公司钻杆接头耐磨带焊接规范.pdf

Jo****63

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

美国安科技术有限责任公司钻杆接头耐磨带焊接规范.pdf
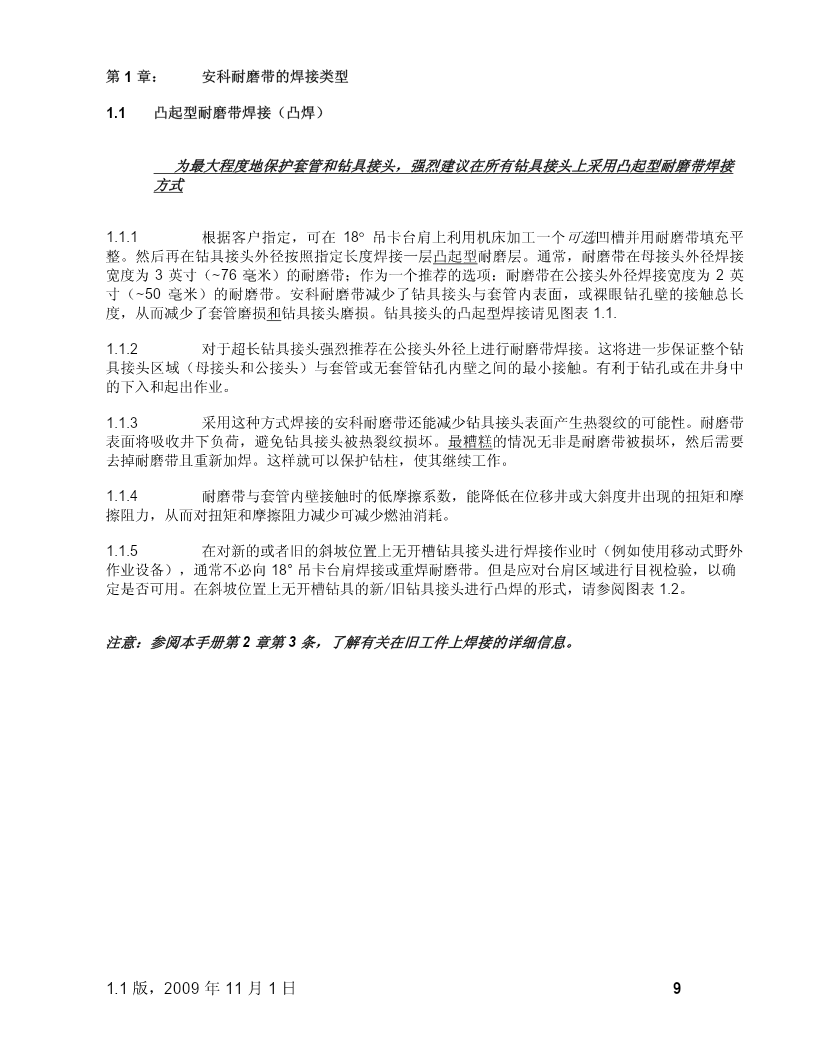
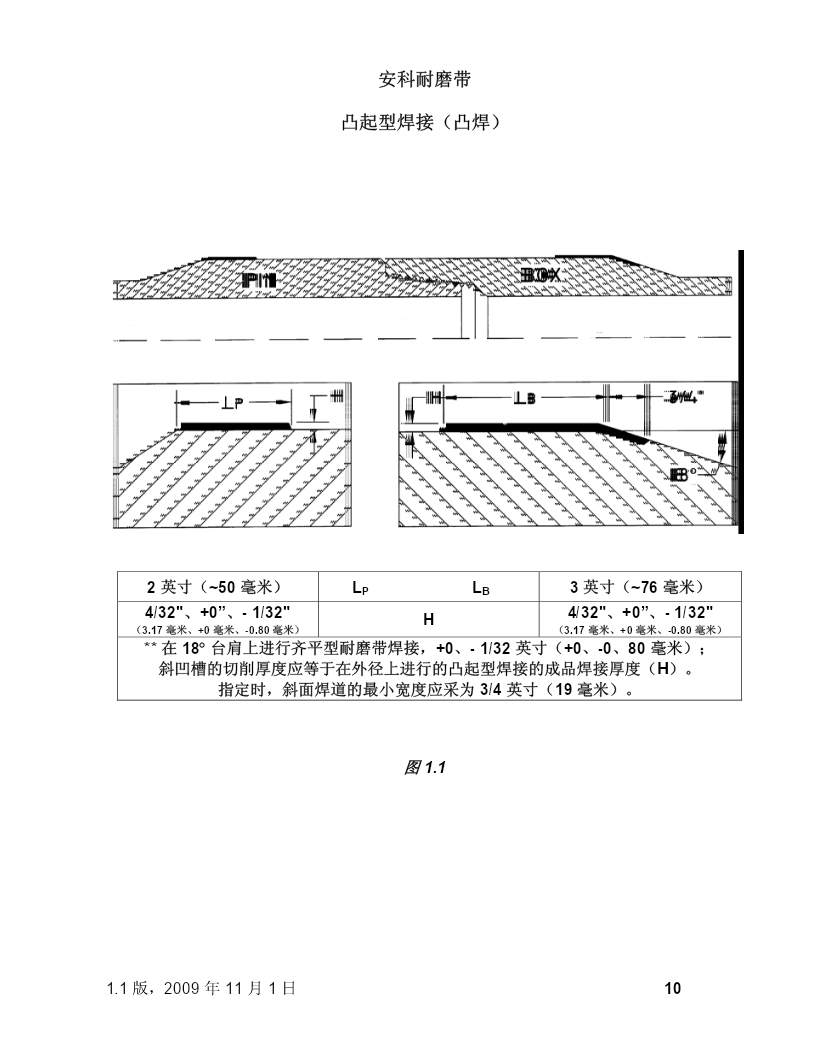
美国安科技术有限责任公司钻杆接头耐磨带焊接规范准备、焊接和检验应用于安科耐磨带产品(100XT、150XT、200XT及300XT)1.1版2009年11月1日目录本手册重点和具体章节变更前言和安科产品介绍授权焊接单位责任(新增)政策声明质量保证条款和限定第1章:安科耐磨带的焊接类型1.1凸起型耐磨带焊接(凸焊)1.2齐平型耐磨带焊接(平焊)第2章:焊前常规准备指导和信息2.1常规耐磨带焊接常规信息2.2焊接设备要求2.3材料准备要求2.4焊接参数范围2.5焊丝用量图表2.6温度换算图表第3章:具体的焊接
美国安科技术有限责任公司钻杆接头耐磨带焊接规范.pdf
美国安科技术有限责任公司钻杆接头耐磨带焊接规范

石油钻杆接头焊接耐磨带的工艺.docx
石油钻杆接头焊接耐磨带的工艺石油钻杆接头焊接耐磨带的工艺摘要:钻杆接头是石油钻探工程中使用最广泛的关键零部件之一,其耐磨性能是决定钻杆寿命的重要因素之一。在传统的加工工艺中,钻杆接头往往采用机械加工形成耐磨性表面。然而,机械加工存在着成本高、加工效率低、耗能大等缺点。因此,开发一种新型的加工工艺能有效地改进钻杆接头加工过程,提高钻杆接头的耐磨性能,并降低成本。本文从钻杆接头加工工艺、耐磨性能的测试及表征进行论述,介绍了电弧喷涂与等离子喷涂两种方法实现钻杆接头加工的耐磨性表面。关键词:钻杆接头,耐磨性能,电

工具接头——钻杆焊接技术.docx
工具接头——钻杆焊接技术工具接头——钻杆焊接技术摘要:钻杆焊接技术是钻井工程中的一项重要技术,在钻井作业中发挥着关键作用。钻杆焊接技术可以提高钻杆的强度和耐磨性,同时降低钻杆的维护成本和钻井作业的停机时间。本论文主要介绍钻杆焊接技术的原理、焊接方法和焊接质量控制,以及目前钻杆焊接技术的发展趋势。1.引言钻杆是钻井工具中的一种重要组成部分,其质量和性能直接影响着钻井作业的效率和安全性。传统的钻杆连接方式主要是螺纹连接,但这种连接方式存在着容易损坏、维护困难等问题。而钻杆焊接技术则能够解决这些问题,因此成为了
旧API钻杆接头规范.xls
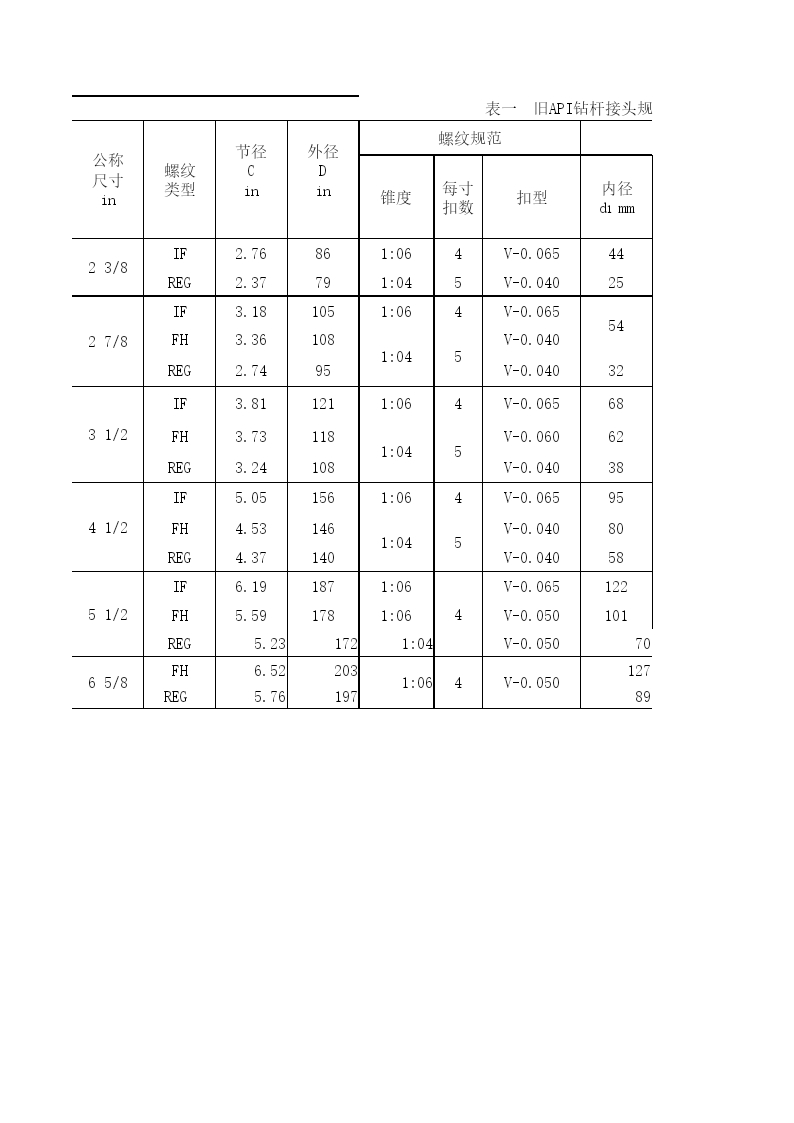
表一旧API钻杆接头规范公称尺寸in螺纹类型节径Cin外径Din螺纹规范外螺纹接头内螺纹接头锥度每寸扣数扣型内径d1mm螺纹长度L1大端直径DLmm小端直径Dsmm内径d2mm螺纹长度L2镗孔直径Dcmm23/8IF2.76861:064V-0.06544767360449275REG2.37791:045V-0.0402567476827/8IF3.181051:064V-0.06554898671549588FH3.361081:045V-0.04092709094REG2.7495V-0.04032