
工具接头——钻杆焊接技术.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工具接头——钻杆焊接技术.docx
工具接头——钻杆焊接技术工具接头——钻杆焊接技术摘要:钻杆焊接技术是钻井工程中的一项重要技术,在钻井作业中发挥着关键作用。钻杆焊接技术可以提高钻杆的强度和耐磨性,同时降低钻杆的维护成本和钻井作业的停机时间。本论文主要介绍钻杆焊接技术的原理、焊接方法和焊接质量控制,以及目前钻杆焊接技术的发展趋势。1.引言钻杆是钻井工具中的一种重要组成部分,其质量和性能直接影响着钻井作业的效率和安全性。传统的钻杆连接方式主要是螺纹连接,但这种连接方式存在着容易损坏、维护困难等问题。而钻杆焊接技术则能够解决这些问题,因此成为了

石油钻杆接头焊接耐磨带的工艺.docx
石油钻杆接头焊接耐磨带的工艺石油钻杆接头焊接耐磨带的工艺摘要:钻杆接头是石油钻探工程中使用最广泛的关键零部件之一,其耐磨性能是决定钻杆寿命的重要因素之一。在传统的加工工艺中,钻杆接头往往采用机械加工形成耐磨性表面。然而,机械加工存在着成本高、加工效率低、耗能大等缺点。因此,开发一种新型的加工工艺能有效地改进钻杆接头加工过程,提高钻杆接头的耐磨性能,并降低成本。本文从钻杆接头加工工艺、耐磨性能的测试及表征进行论述,介绍了电弧喷涂与等离子喷涂两种方法实现钻杆接头加工的耐磨性表面。关键词:钻杆接头,耐磨性能,电
焊接式加重钻杆接头热处理工艺.pdf
本发明公开了一种焊接式加重钻杆接头热处理工艺,它包括将工件顺序装入箱式淬火炉中,立置大间距安放,炉温升至860℃~890℃后保温至少60分钟,在工件出炉前先搅动淬火油,油温控制在80℃±1℃;然后将工件从炉中取出即投入到淬火油中淬火,工件在淬火油中冷却至少10分钟。在工件在淬火后3.5小时内进行回火处理,回火炉升温至600℃~630℃,保温至少120分钟,最后从回火炉中取出工件即投入到水槽中冷却至常温。本发明主要通过降低淬火上限温度和增加保温时间等一系列技术措施来达到提高淬火质量的目的,从而避免发生开裂问

烘装加焊接钻杆接头工艺方法好.docx
烘装加焊接钻杆接头工艺方法好烘装加焊接钻杆接头工艺方法引言:钻杆接头是油井钻机中重要的部件之一,它负责连接钻杆,传递转动力和承受钻井工艺中的旋转和扭矩负荷。接头的质量和工艺方法直接关系到钻杆的安全性和钻井的效率。因此,对于烘装加焊接钻杆接头的工艺方法进行研究和探讨具有重要的意义。本文侧重介绍烘装加焊接钻杆接头的工艺方法。首先,介绍了接头的基本结构和性能指标,并分析了焊接接头在工作条件下所需满足的要求。然后,详细介绍了烘装工艺和焊接工艺的步骤,包括材料准备、焊接前的处理、焊接参数的选择和工艺流程的控制等。最
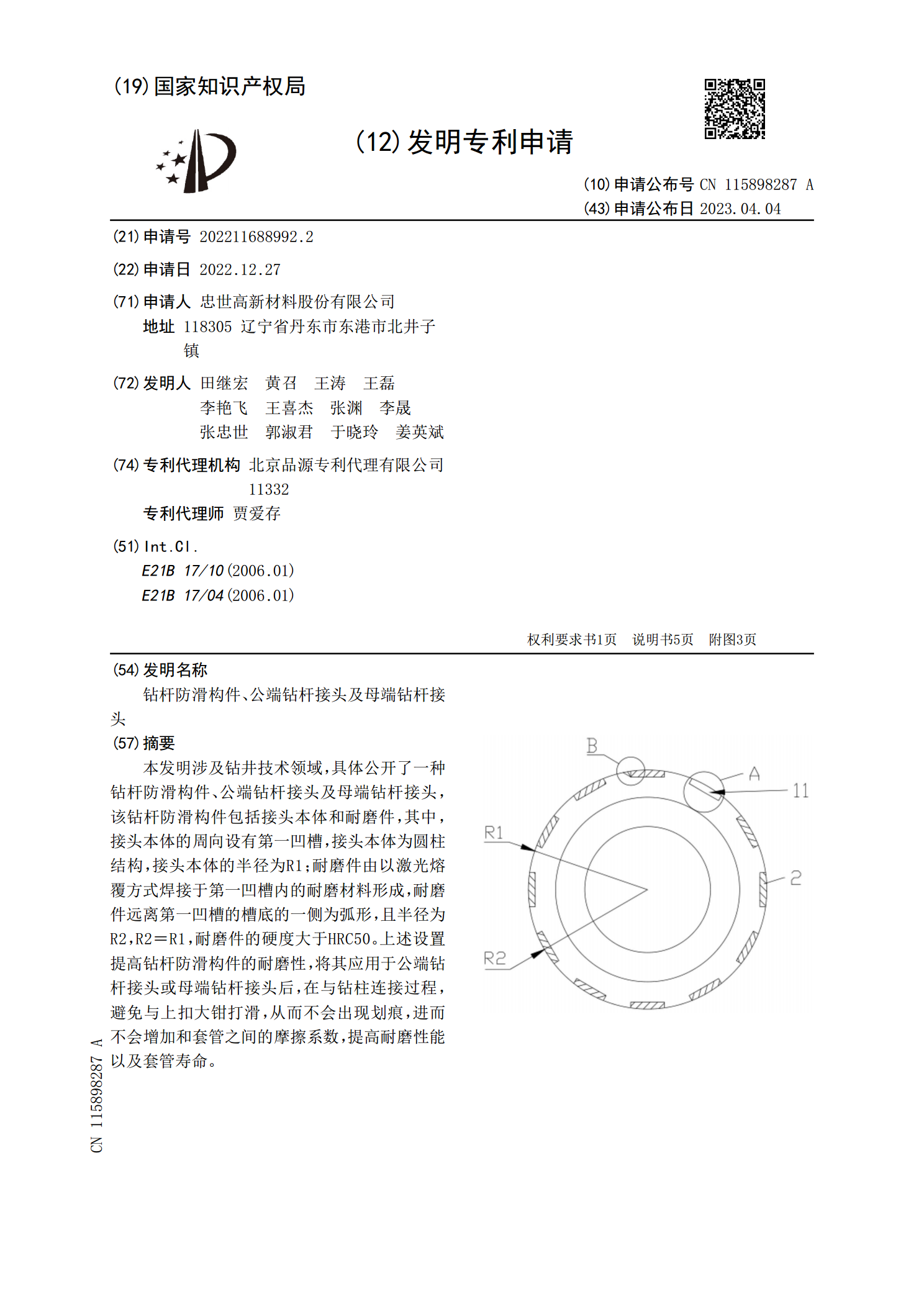
钻杆防滑构件、公端钻杆接头及母端钻杆接头.pdf
本发明涉及钻井技术领域,具体公开了一种钻杆防滑构件、公端钻杆接头及母端钻杆接头,该钻杆防滑构件包括接头本体和耐磨件,其中,接头本体的周向设有第一凹槽,接头本体为圆柱结构,接头本体的半径为R1;耐磨件由以激光熔覆方式焊接于第一凹槽内的耐磨材料形成,耐磨件远离第一凹槽的槽底的一侧为弧形,且半径为R2,R2=R1,耐磨件的硬度大于HRC50。上述设置提高钻杆防滑构件的耐磨性,将其应用于公端钻杆接头或母端钻杆接头后,在与钻柱连接过程,避免与上扣大钳打滑,从而不会出现划痕,进而不会增加和套管之间的摩擦系数,提高耐磨