
钣金冲压工艺技术交流.ppt

Jo****31


1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钣金冲压工艺技术交流.ppt
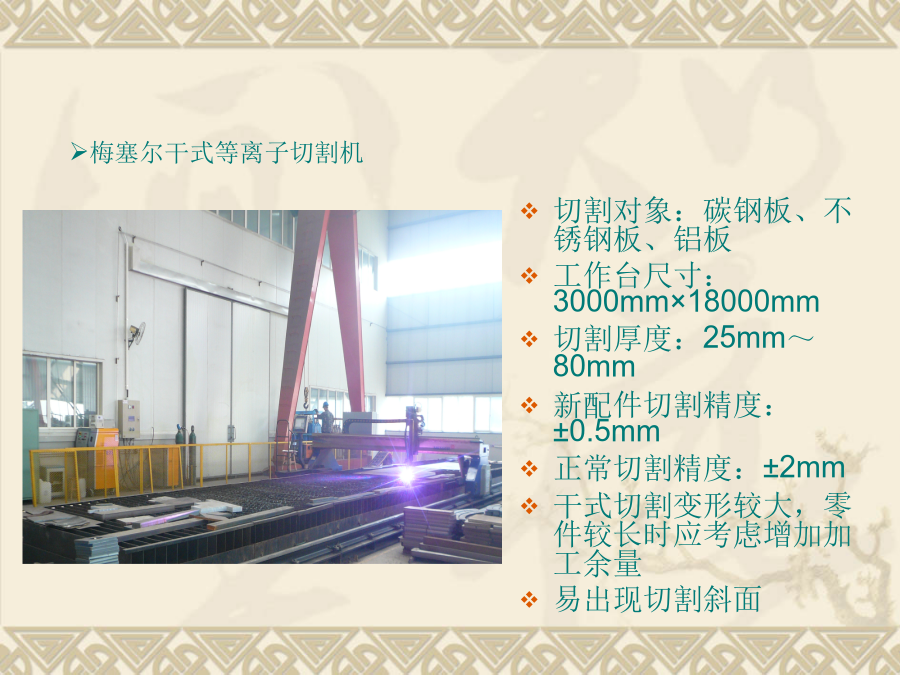
钣金冲压工艺技术交流目录一、我厂的钣金加工工艺简介1、数控激光切割机整机最大功率:4KW切割对象:碳钢、不锈钢最小切割厚度:3.0mm热轧钢板最大切割厚度:12mm碳钢板;10mm不锈钢板有效切割尺寸:4000mm×2000mm机床定位精度:±0.1mm寻边定位精度:±1~2mm最小割孔直径:等于板厚2、数控冲床切割对象:碳钢板、不锈钢板、铝板工作台尺寸:3000mm×18000mm切割厚度:25mm~80mm新配件切割精度:±0.5mm正常切割精度:±2mm干式切割变形较大,零件较长时应考虑增加加工余量

钣金冲压工艺技术交流.ppt
06十一月2024目录一、我厂的钣金加工工艺简介1、数控激光切割机整机最大功率:4KW切割对象:碳钢、不锈钢最小切割厚度:3.0mm热轧钢板最大切割厚度:12mm碳钢板;10mm不锈钢板有效切割尺寸:4000mm×2000mm机床定位精度:±0.1mm寻边定位精度:±1~2mm最小割孔直径:等于板厚2、数控冲床切割对象:碳钢板、不锈钢板、铝板工作台尺寸:3000mm×18000mm切割厚度:25mm~80mm新配件切割精度:±0.5mm正常切割精度:±2mm干式切割变形较大,零件较长时应考虑增加加工余量易
钣金冲压工艺技术交流.ppt
钣金冲压工艺技术交流目录一、我厂的钣金加工工艺简介1、数控激光切割机整机最大功率:4KW切割对象:碳钢、不锈钢最小切割厚度:3.0mm热轧钢板最大切割厚度:12mm碳钢板;10mm不锈钢板有效切割尺寸:4000mm×2000mm机床定位精度:±0.1mm寻边定位精度:±1~2mm最小割孔直径:等于板厚2、数控冲床切割对象:碳钢板、不锈钢板、铝板工作台尺寸:3000mm×18000mm切割厚度:25mm~80mm新配件切割精度:±0.5mm正常切割精度:±2mm干式切割变形较大零件较长时应考虑增加加工余量

钣金冲压工艺.ppt
概述第一节胀形局部胀形1.胀形方法第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第二节翻边1.圆孔翻边第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计1.圆孔翻边1.圆孔翻边2.非圆孔翻边1.伸长类翻边变薄翻边对生产竖边较高的零件,既可提高生产率,又能节约材料。内孔翻边模第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具

钣金冲压工艺知识培训.ppt
钣金冲压工艺知识培训内容介绍纵剪工件宽度方向公差±0.5;工件长度方向公差-1~0;剪切后毛刺<0.1;出现影响质量的划伤、变形<30mm;横剪每卷剪除料头料尾;门壳、柜盖长度方向公差-1.5~0;对角线相对误差:长度<1000<1mm长度>1000<2mm;两边50mm以外划伤、变形可使用;接料台定员检查;每50件最少测量一次长度、宽度、对角线尺寸。二冲压工艺要求三侧帮成型工艺要求四侧帮线成型工序介绍1.下料图示2.冲切⑴将板材紧靠磁性分离器;⑵将上料小车运行至吸盘下;⑶调好各冲头尺寸;⑷试冲后