
罐体加工检验标准.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

罐体加工检验标准.docx
目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。适用范围本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。当有冲突时,以技术规范和客户要求为准。引用标准本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3-1998极限与配合标准公差和基本偏差数值表GB/T1800.4-1998极限与配合标准公差等级和孔、轴的极限偏差表GB/1804-2000一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184–1996形状和位置公差未注公差值执行。原材料检

罐体加工检验统一标准.doc
目规范钣金构造件检查原则,以使各过程产品质量得以控制。合用范畴本原则合用于各种钣金构造件检查,图纸和技术文献并同使用。当有冲突时,以技术规范和客户规定为准。引用原则本原则尺寸未注单位皆为mm,未注公差按如下国标IT13级执行GB/T1800.3-1998极限与配合原则公差和基本偏差数值表GB/T1800.4-1998极限与配合原则公差级别和孔、轴极限偏差表GB/1804-普通公差未注公差线性和角度尺寸公差未注形位公差按GB/T1184–1996形状和位置公差未注公差值执行。原材料检查原则4.1金属材料4.
罐体加工方法.pdf
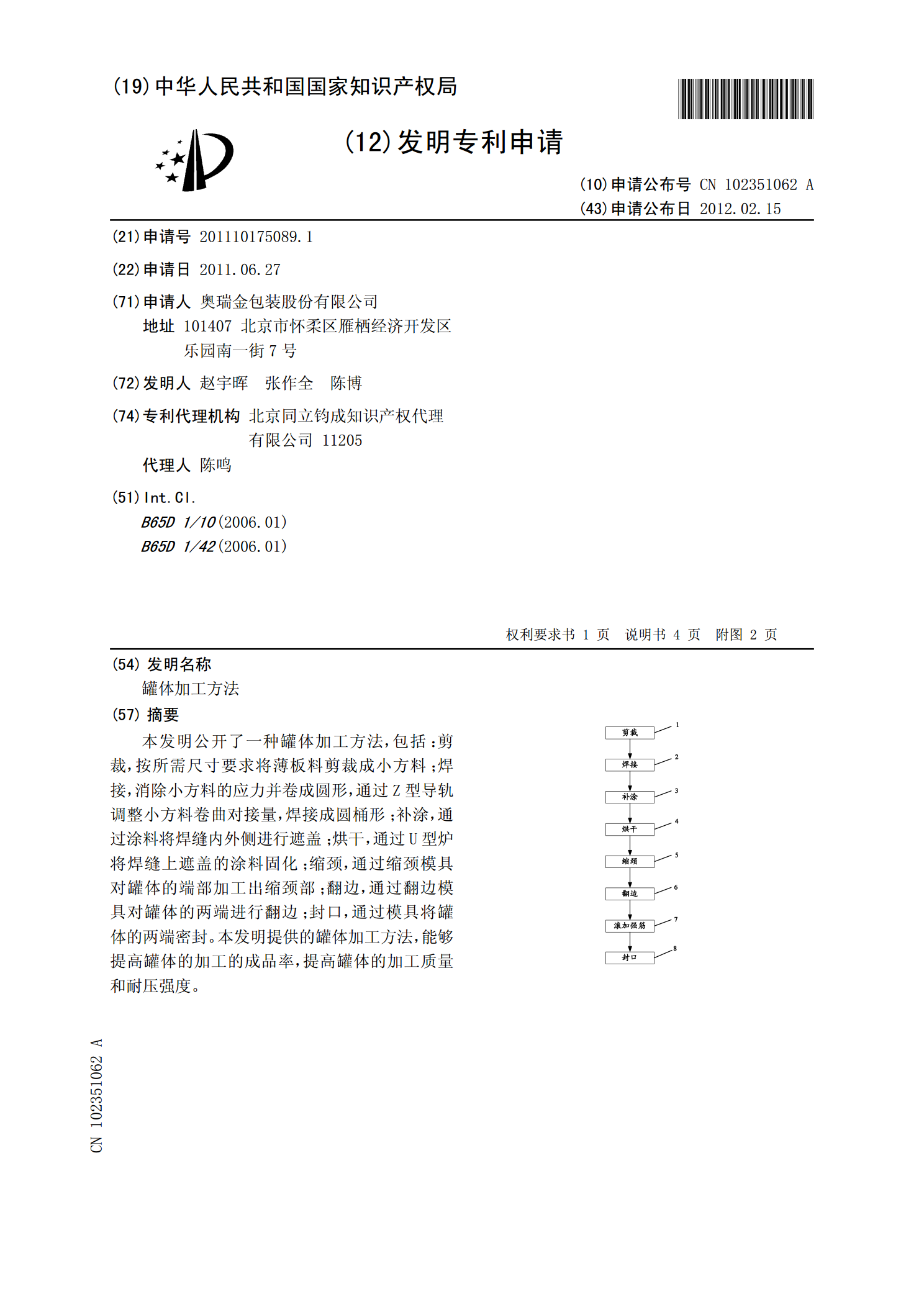
本发明公开了一种罐体加工方法,包括:剪裁,按所需尺寸要求将薄板料剪裁成小方料;焊接,消除小方料的应力并卷成圆形,通过Z型导轨调整小方料卷曲对接量,焊接成圆桶形;补涂,通过涂料将焊缝内外侧进行遮盖;烘干,通过U型炉将焊缝上遮盖的涂料固化;缩颈,通过缩颈模具对罐体的端部加工出缩颈部;翻边,通过翻边模具对罐体的两端进行翻边;封口,通过模具将罐体的两端密封。本发明提供的罐体加工方法,能够提高罐体的加工的成品率,提高罐体的加工质量和耐压强度。
加工检验标准(工艺单)加工检验标准.docx
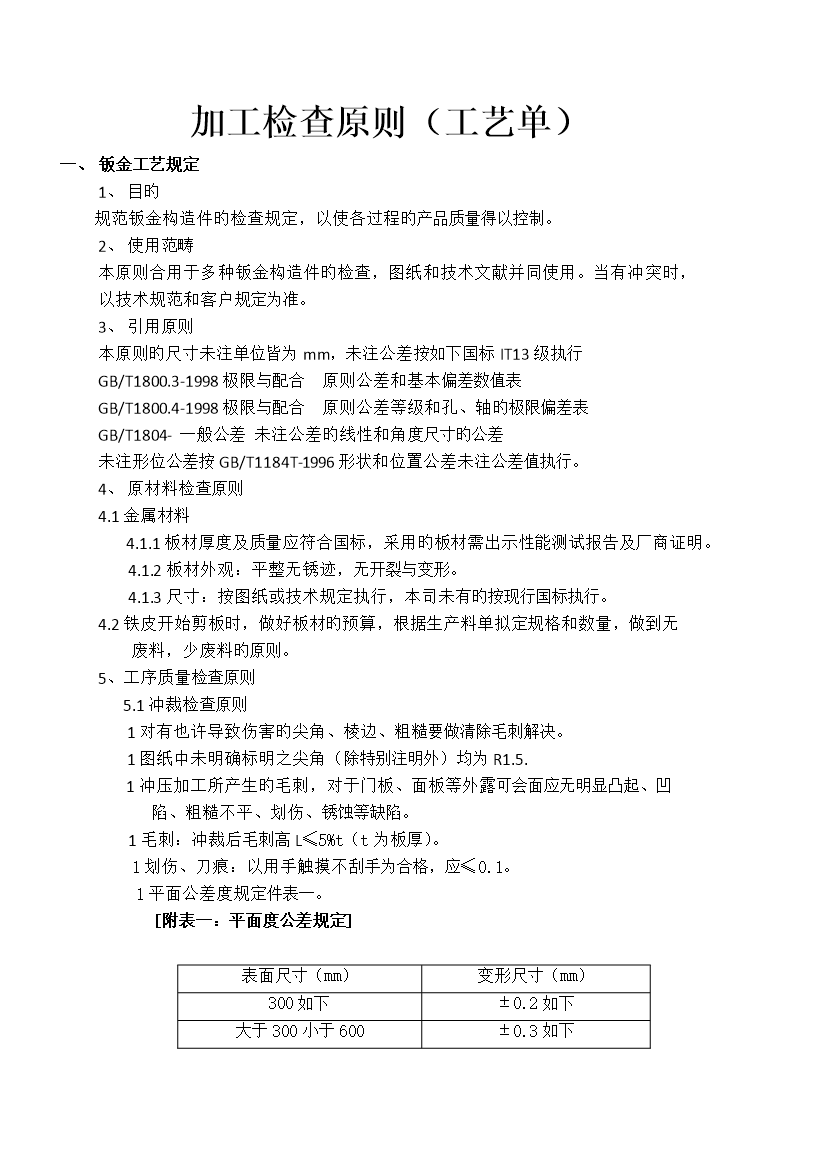
加工检查原则(工艺单)钣金工艺规定目旳规范钣金构造件旳检查规定,以使各过程旳产品质量得以控制。使用范畴本原则合用于多种钣金构造件旳检查,图纸和技术文献并同使用。当有冲突时,以技术规范和客户规定为准。引用原则本原则旳尺寸未注单位皆为mm,未注公差按如下国标IT13级执行GB/T1800.3-1998极限与配合原则公差和基本偏差数值表GB/T1800.4-1998极限与配合原则公差等级和孔、轴旳极限偏差表GB/T1804-一般公差未注公差旳线性和角度尺寸旳公差未注形位公差按GB/T1184T-1996形状和位

加工检验标准(工艺单)加工检验标准.docx
加工检查原则(工艺单)钣金工艺规定目旳规范钣金构造件旳检查规定,以使各过程旳产品质量得以控制。使用范畴本原则合用于多种钣金构造件旳检查,图纸和技术文献并同使用。当有冲突时,以技术规范和客户规定为准。引用原则本原则旳尺寸未注单位皆为mm,未注公差按如下国标IT13级执行GB/T1800.3-1998极限与配合原则公差和基本偏差数值表GB/T1800.4-1998极限与配合原则公差等级和孔、轴旳极限偏差表GB/T1804-一般公差未注公差旳线性和角度尺寸旳公差未注形位公差按GB/T1184T-1996形状和位