
罐体加工方法.pdf

悠柔****找我


1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
罐体加工方法.pdf
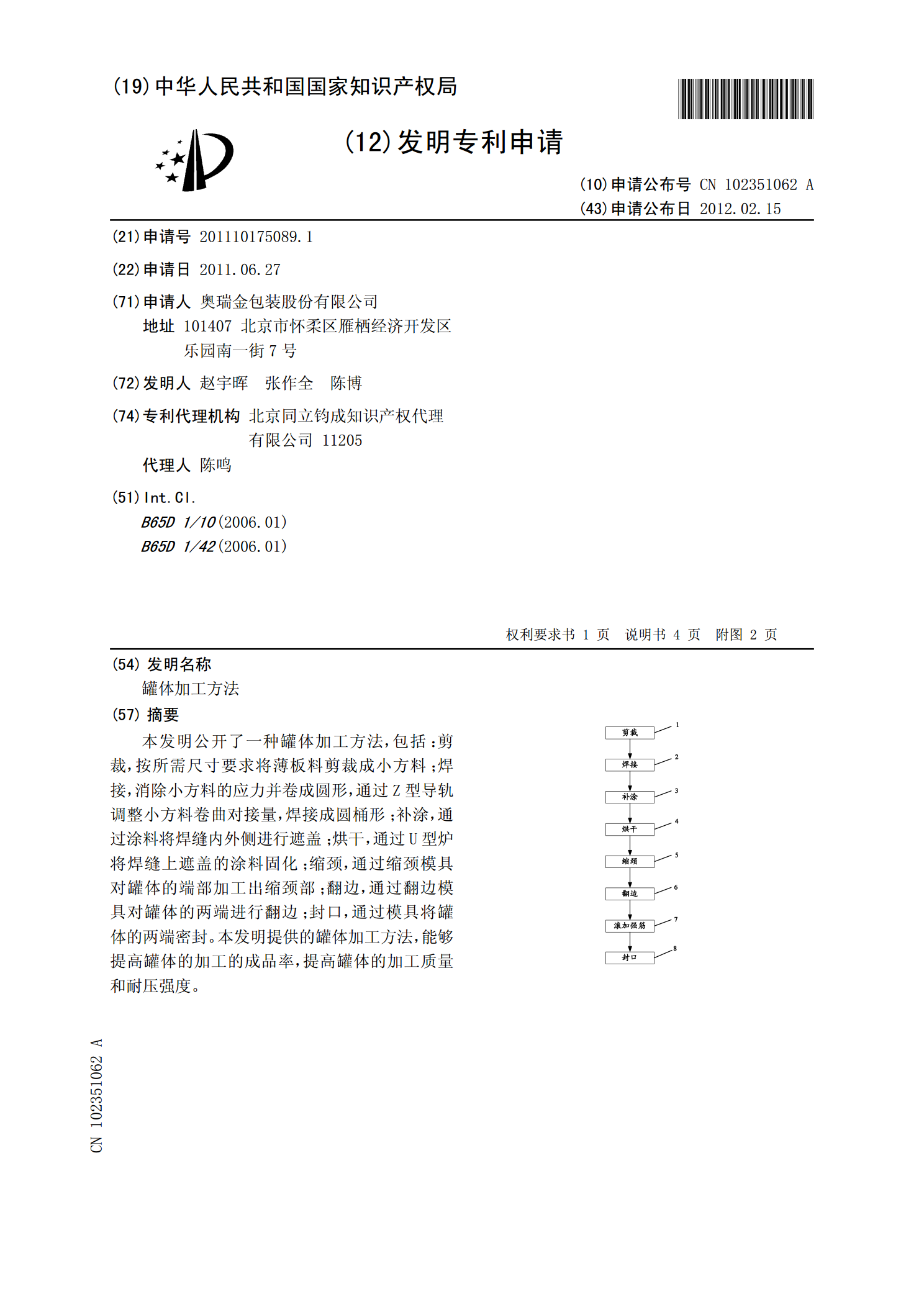
本发明公开了一种罐体加工方法,包括:剪裁,按所需尺寸要求将薄板料剪裁成小方料;焊接,消除小方料的应力并卷成圆形,通过Z型导轨调整小方料卷曲对接量,焊接成圆桶形;补涂,通过涂料将焊缝内外侧进行遮盖;烘干,通过U型炉将焊缝上遮盖的涂料固化;缩颈,通过缩颈模具对罐体的端部加工出缩颈部;翻边,通过翻边模具对罐体的两端进行翻边;封口,通过模具将罐体的两端密封。本发明提供的罐体加工方法,能够提高罐体的加工的成品率,提高罐体的加工质量和耐压强度。

罐体的加工设备及其加工方法.pdf
本发明提供了一种罐体的加工设备及其加工方法,涉及罐式集装箱技术领域。该加工设备包括滚轮架、限位件和机械手臂。滚轮架用于支撑并能够带动筒节周向转动。限位件用于抵顶筒节的一端开口而限制筒节的轴向移动。机械手臂设于滚轮架的另一端外侧,其伸缩臂能够通过伸入或退出筒节内。其安装机械手用于抓取防波板,并经过端部开口将防波板置于筒节内部。其焊接机械人用于配合滚轮架的转动将防波板与筒节内壁焊接。该加工设备的自动化程度高,改进了传统罐体加工工艺的顺序,减少了工件等待时间,提高了生产效率。

罐体加工检验标准.docx
目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。适用范围本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。当有冲突时,以技术规范和客户要求为准。引用标准本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3-1998极限与配合标准公差和基本偏差数值表GB/T1800.4-1998极限与配合标准公差等级和孔、轴的极限偏差表GB/1804-2000一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184–1996形状和位置公差未注公差值执行。原材料检
粉罐车的罐体加工系统.pdf
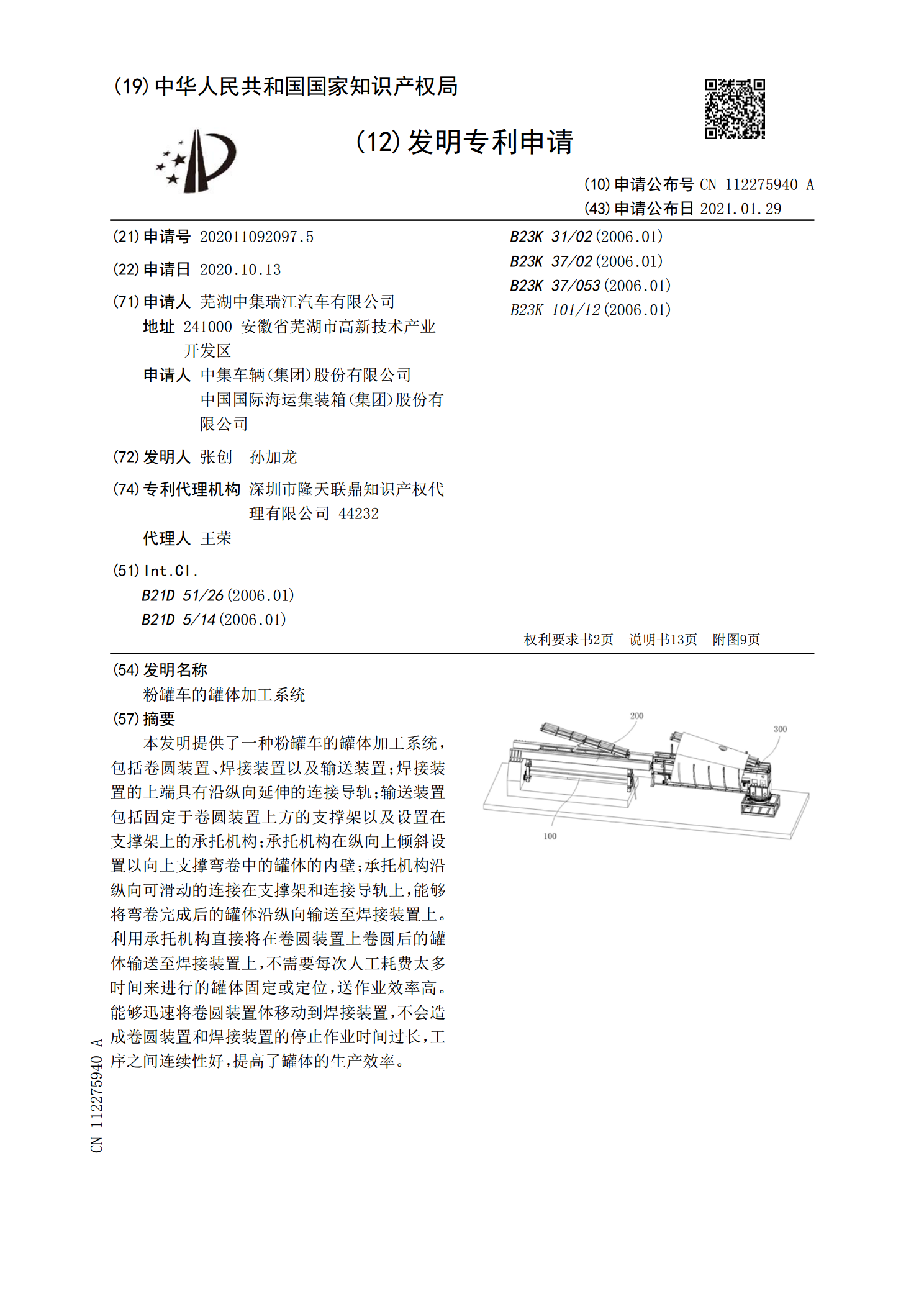
本发明提供了一种粉罐车的罐体加工系统,包括卷圆装置、焊接装置以及输送装置;焊接装置的上端具有沿纵向延伸的连接导轨;输送装置包括固定于卷圆装置上方的支撑架以及设置在支撑架上的承托机构;承托机构在纵向上倾斜设置以向上支撑弯卷中的罐体的内壁;承托机构沿纵向可滑动的连接在支撑架和连接导轨上,能够将弯卷完成后的罐体沿纵向输送至焊接装置上。利用承托机构直接将在卷圆装置上卷圆后的罐体输送至焊接装置上,不需要每次人工耗费太多时间来进行的罐体固定或定位,送作业效率高。能够迅速将卷圆装置体移动到焊接装置,不会造成卷圆装置和焊
玻璃钢罐体的开孔装置及其加工方法.pdf
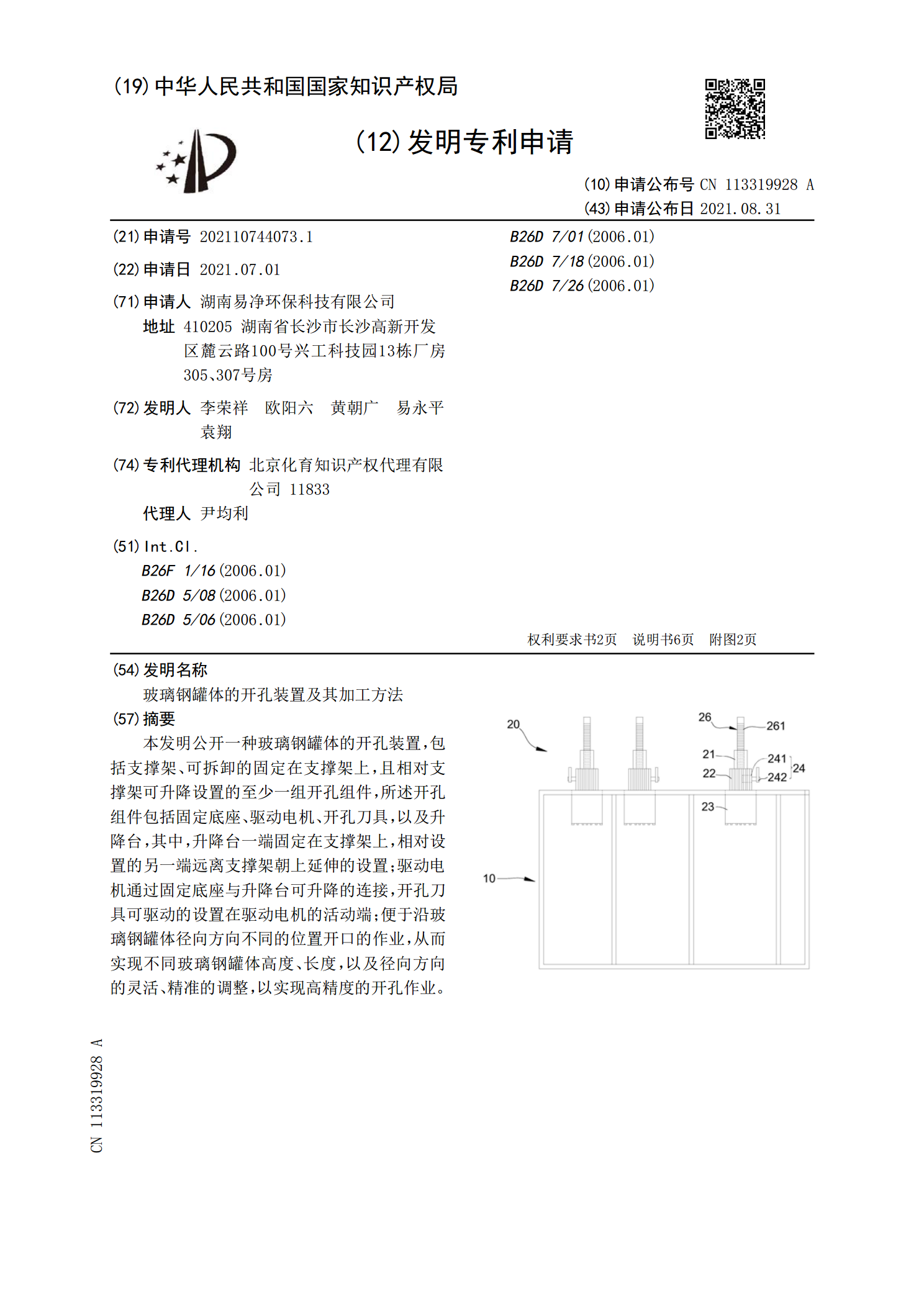
本发明公开一种玻璃钢罐体的开孔装置,包括支撑架、可拆卸的固定在支撑架上,且相对支撑架可升降设置的至少一组开孔组件,所述开孔组件包括固定底座、驱动电机、开孔刀具,以及升降台,其中,升降台一端固定在支撑架上,相对设置的另一端远离支撑架朝上延伸的设置;驱动电机通过固定底座与升降台可升降的连接,开孔刀具可驱动的设置在驱动电机的活动端;便于沿玻璃钢罐体径向方向不同的位置开口的作业,从而实现不同玻璃钢罐体高度、长度,以及径向方向的灵活、精准的调整,以实现高精度的开孔作业。