
砂带研磨机操作指引.docx

快乐****蜜蜂


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

砂带研磨机操作指引.docx
生效日期新增/修订单号撰写人/修订人审核部门确认副总核准相关部门确认:品保部■市场部□行政部□人力资源部□销售部□□财务部□制造部■计划部□设备部□设计部□研发部■管理者代表批准:文件发放记录部门/代号总经理01制造部02品保部03市场部04设计部05设备部06发放份数/11///部门/代号行政部07财务部08人力资源部09计划部10研发部11销售部12发放份数////1/课别/代号设计一课13设计二课14测试课15压合课16电镀课17外层课18发放份数//////课别/代号阻焊课19钻孔课20表面处理课
砂带式研磨机.pdf
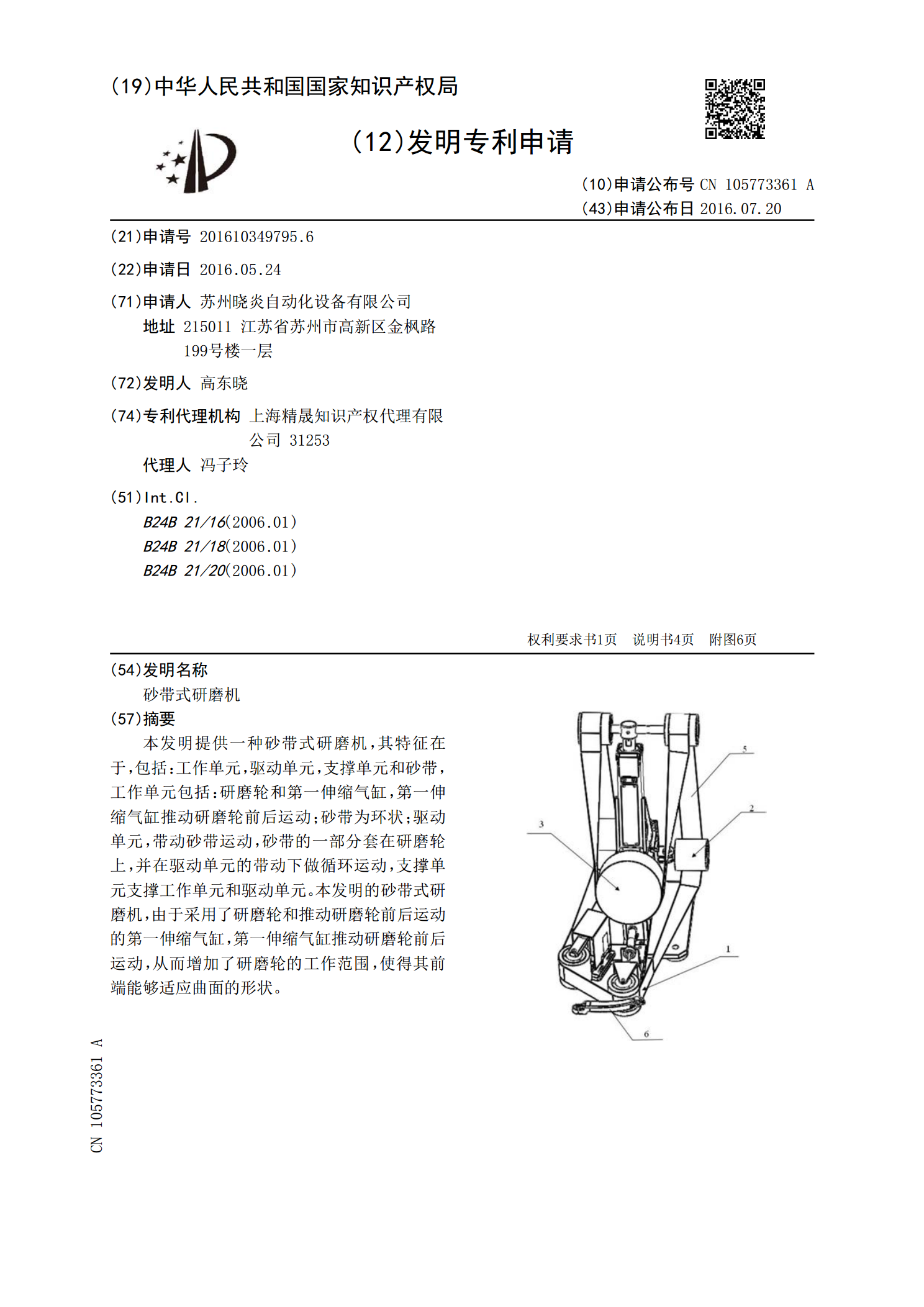
本发明提供一种砂带式研磨机,其特征在于,包括:工作单元,驱动单元,支撑单元和砂带,工作单元包括:研磨轮和第一伸缩气缸,第一伸缩气缸推动研磨轮前后运动;砂带为环状;驱动单元,带动砂带运动,砂带的一部分套在研磨轮上,并在驱动单元的带动下做循环运动,支撑单元支撑工作单元和驱动单元。本发明的砂带式研磨机,由于采用了研磨轮和推动研磨轮前后运动的第一伸缩气缸,第一伸缩气缸推动研磨轮前后运动,从而增加了研磨轮的工作范围,使得其前端能够适应曲面的形状。
砂带研磨机的铜粉沉降回收槽.pdf
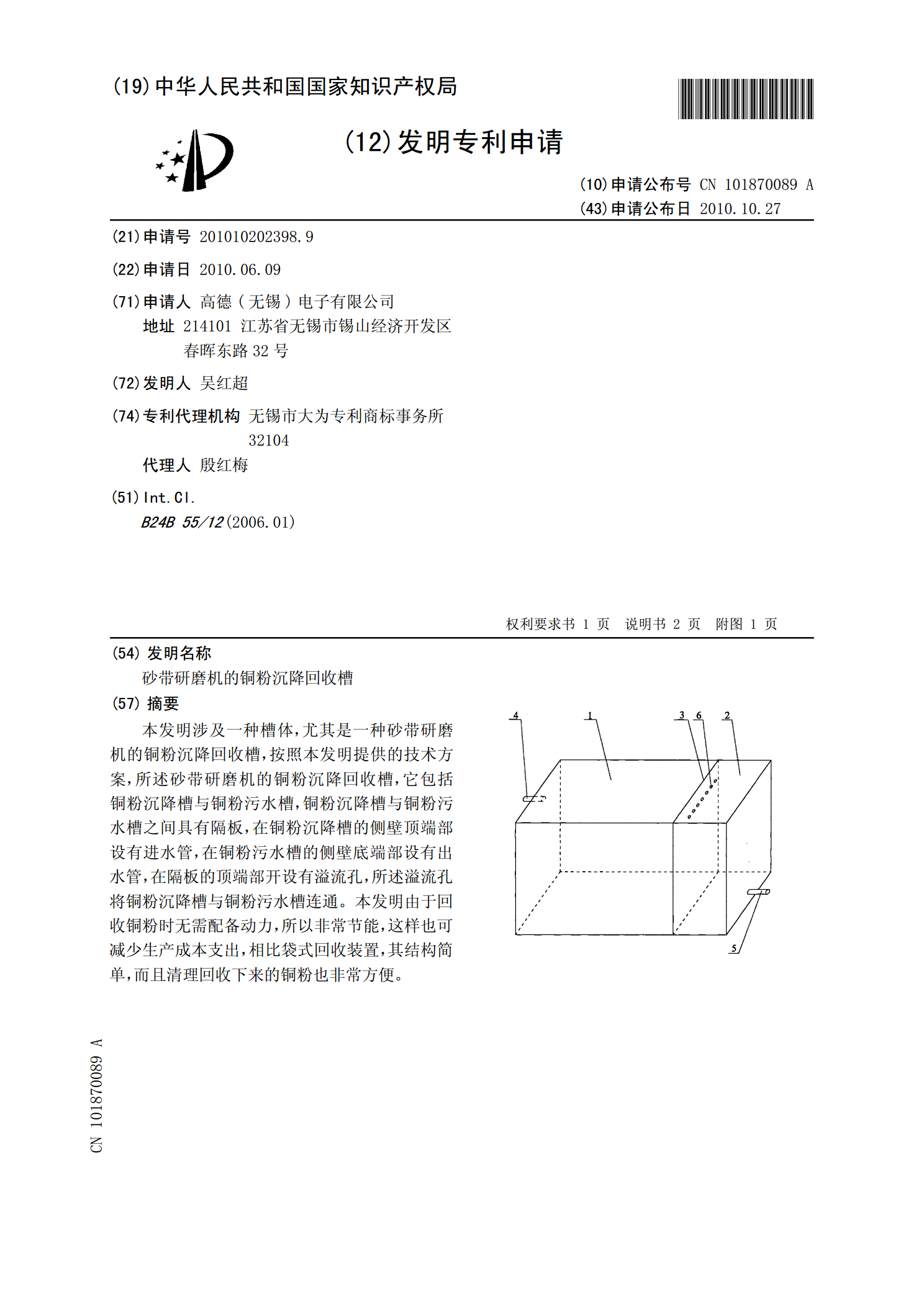
本发明涉及一种槽体,尤其是一种砂带研磨机的铜粉沉降回收槽,按照本发明提供的技术方案,所述砂带研磨机的铜粉沉降回收槽,它包括铜粉沉降槽与铜粉污水槽,铜粉沉降槽与铜粉污水槽之间具有隔板,在铜粉沉降槽的侧壁顶端部设有进水管,在铜粉污水槽的侧壁底端部设有出水管,在隔板的顶端部开设有溢流孔,所述溢流孔将铜粉沉降槽与铜粉污水槽连通。本发明由于回收铜粉时无需配备动力,所以非常节能,这样也可减少生产成本支出,相比袋式回收装置,其结构简单,而且清理回收下来的铜粉也非常方便。

对振动研磨机再生旧砂机理的探讨.docx
对振动研磨机再生旧砂机理的探讨振动研磨机再生旧砂机理的探讨引言:振动研磨机是一种常用的研磨设备,广泛应用于金属加工、电子工业、光学玻璃等领域。在使用过程中,由于砂粒的磨损和破碎,砂粒会逐渐变小,影响研磨的效果。因此,再生旧砂是非常重要的,可以降低成本、提高研磨效率。本论文将对振动研磨机再生旧砂的机理进行探讨。一、再生旧砂的意义和现状再生旧砂是指将使用过的砂粒进行再利用,以达到节约资源、降低成本和保护环境的目的。在振动研磨机中,由于砂粒的磨损和破碎,再生旧砂的意义尤为重要。目前,再生旧砂的方法主要有筛分、洗

砂带机的操作和保养.doc
砂带机的操作和保养砂带机的操作使砂带与要磨光的表面保持平行,使工具前后移动。紧握手轮和前面的手柄。注意:切勿用力压砂带机。工具重量会施加适当压力。压力过大会造成马达失速,过热,烧毁工件以及回跳。砂带机的保养注意:在做检查,保养工作前,一定要关掉开关并拨下电源插头。1,集尘袋满了,应加以倒空,否则吸尘性能将会变差。2,替换碳刷.(1)不定期替换和检查碳刷。当其磨损到最大界限磨耗线时,就需要替换。要保持碳刷清洁并使其在夹内能自由滑动。两只碳刷应同时替换。(2)用螺丝起子取下碳刷夹的盖子。取出被磨损的碳刷,插进