
导向与定位机构的设计.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

导向与定位机构的设计.docx
导向与定位机构的设计为了保证注射模具准确合模和开模,在注射模具中必须设置导向机构。导向机构的作用是导向、定位,以及承受一定的侧向压力。一、导柱导向机构模具导柱导向机构如图1所示。图中所示为导柱、导套结构,适用于精度要求高、生产批量大的模具。对于小批生产的简单模具,可不采用导套,直接与模体间隙配合。同时在设计导柱和导套时还应注意以下几点。①导柱应合理地分布在模具分型面的四周,导柱中心至模具外缘应有足够的距离,以保证模具的强度。②导柱的长度应比型心(凸模)端面的高度高出6~8mm,以免型心进入凹模时与凹模相碰
具有定位导向机构的角焊机.pdf
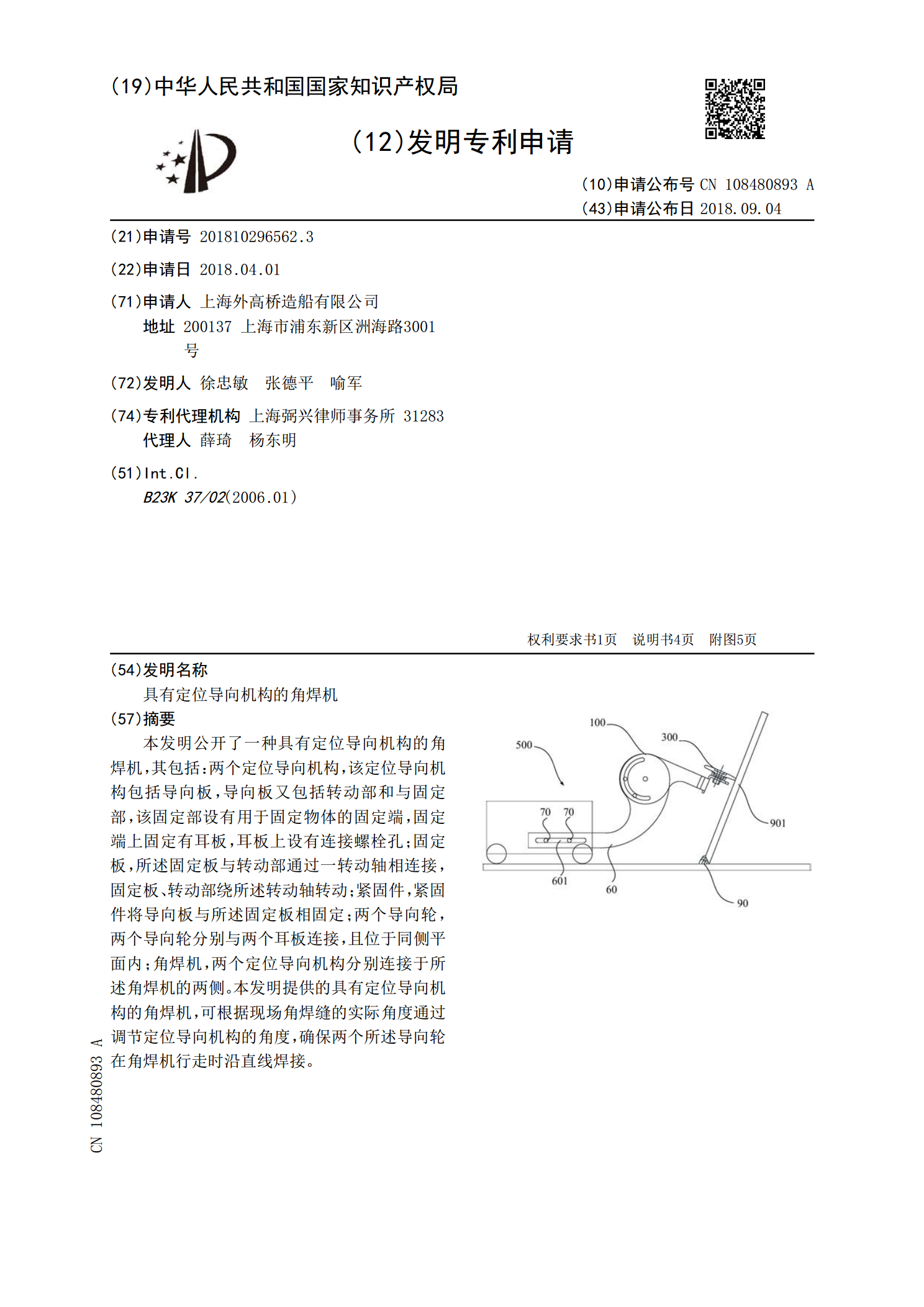
本发明公开了一种具有定位导向机构的角焊机,其包括:两个定位导向机构,该定位导向机构包括导向板,导向板又包括转动部和与固定部,该固定部设有用于固定物体的固定端,固定端上固定有耳板,耳板上设有连接螺栓孔;固定板,所述固定板与转动部通过一转动轴相连接,固定板、转动部绕所述转动轴转动;紧固件,紧固件将导向板与所述固定板相固定;两个导向轮,两个导向轮分别与两个耳板连接,且位于同侧平面内;角焊机,两个定位导向机构分别连接于所述角焊机的两侧。本发明提供的具有定位导向机构的角焊机,可根据现场角焊缝的实际角度通过调节定位导

装配凸轮轴的定位导向机构.pdf
本发明公开了一种装配凸轮轴的定位导向机构,该凸轮轴的后端具有凸轮轴内孔,该定位导向机构包括:导向棒,其一端具有端面,沿该端面的周向均匀设有若干磁铁座孔,端面的中心设有呈阶梯形的销孔;若干凸台型磁铁,该凸台型磁铁的大头部分压入磁铁座孔内;连接销,其具有销头和阶梯形连接段,销头用来插入凸轮轴内孔内,该阶梯形连接段插设在阶梯形的销孔内;以及压块,其用沉头螺钉固定在导向棒的端面上,连接销穿过压块的中间部位,压块具有容纳凸台型磁铁的小头部分的通孔。该定位导向机构可保证凸轮轴的定位导向机构能快速、准确、可靠的定位。

一种渐开线导向定位机构.pdf
本发明涉及一种渐开线导向定位机构,其包括水平固定于干燥箱内侧壁上的固定杆,固定杆上固定有滑轨,固定杆一侧固定有伸缩机构,滑轨上滑动连接有渐开线导向板,渐开线导向板朝向干燥箱内自转组件的一侧为渐开线导向曲面,自转组件包括皮带轮及安装于皮带轮一侧平面上径向对称的两个导向轮,渐开线导向板通过连接件与伸缩机构的伸缩端连接且伸缩机构可带动渐开线导向板沿滑轨移动,渐开线导向板在伸缩机构带动下前进至定位点后,自转组件在随干燥箱内公转组件转动至定位点的过程中,导向轮与渐开线导向曲面作用以降低自转单元的转速直至停止。优点为

一种叉车悬臂导向定位机构.pdf
本发明公开了一种叉车悬臂导向定位机构,包括叉车,所述叉车的前端部固定有悬臂支架,悬臂支架上安装有悬臂安装架,悬臂安装架上安装有悬臂,悬臂安装架的内部固定有悬臂支撑杆,悬臂的后侧面上固定有悬臂托块,悬臂托块的内部开设有通孔B;所述悬臂的顶部安装有调节所述悬臂左右距离的调节机构,该调节机构包括推杆、推座、丝杆,悬臂支撑杆上开设有通孔A,且通孔A的内部固定有丝杆螺母;悬臂的外侧面上均安装有导向定位机构;本发明的悬臂可在一定范围内进行左右调节,适用范围更加广泛,使用于大对数尺寸不同的砧板;且在悬臂上安装了导向定位