
双面搅拌摩擦点焊搅拌摩擦点焊剪切力工艺参数论文.docx

快乐****蜜蜂


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双面搅拌摩擦点焊搅拌摩擦点焊剪切力工艺参数论文.docx
双面搅拌摩擦点焊设备及点焊工艺实验研究【摘要】随着铝镁合金在汽车制造业中应用的不断增加,传统的电阻点焊(ResistanceSpotWelding,RSW)已不能满足这些低熔点合金的连接,由搅拌摩擦焊(FrictionStirWelding,FSW)演变而来的搅拌摩擦点焊(FrictionStirSpotWelding,FSSW)弥补了电阻点焊的不足,成为轻金属连接的新工艺。本文在参考现有的搅拌摩擦点焊设备的基础上,根据双面搅拌摩擦点焊的原理,对双面搅拌摩擦点焊试验机结构做了整体设计,并对旋转主轴系统、Z
搅拌摩擦点焊装置及搅拌摩擦点焊方法.pdf
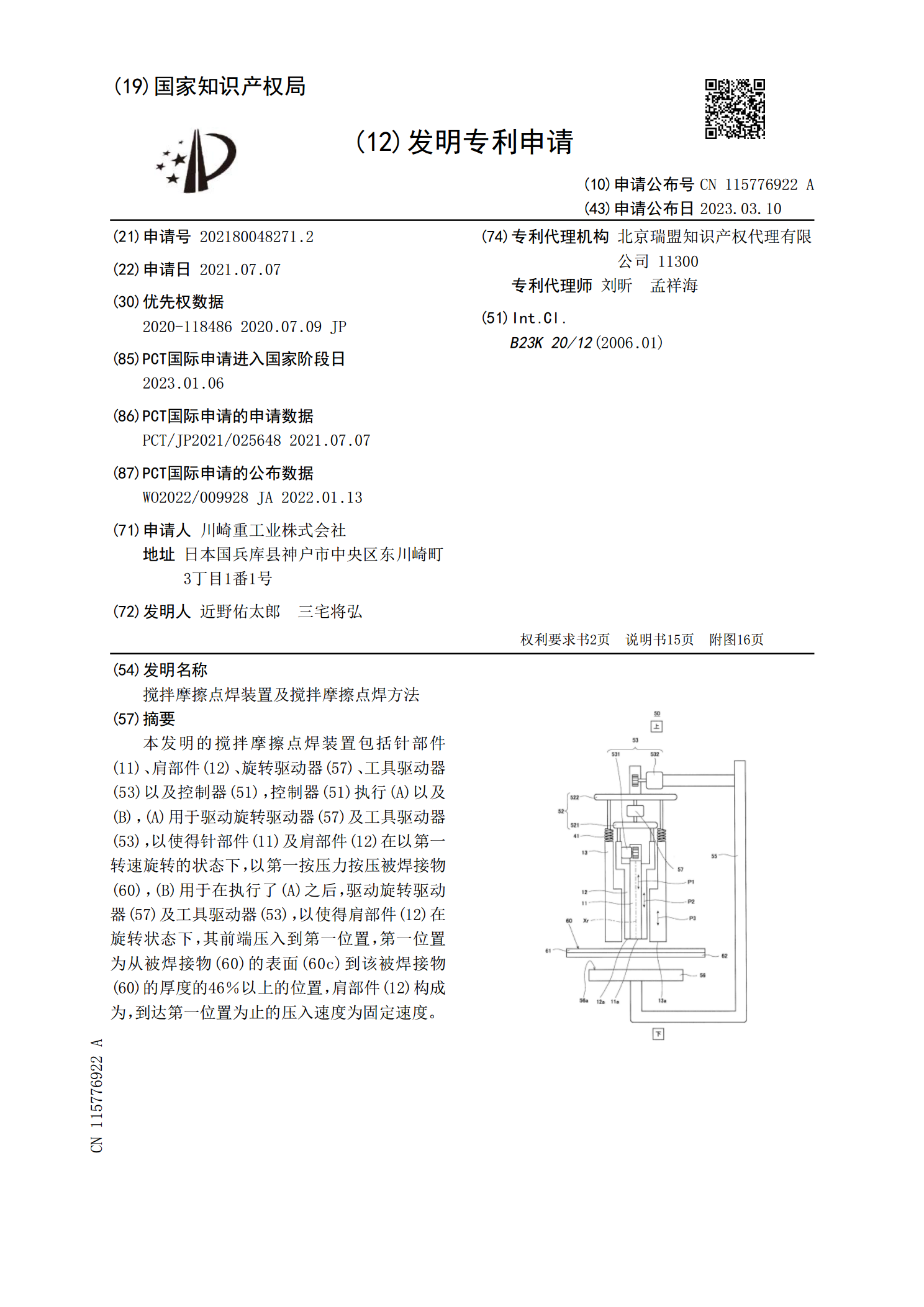
本发明的搅拌摩擦点焊装置包括针部件(11)、肩部件(12)、旋转驱动器(57)、工具驱动器(53)以及控制器(51),控制器(51)执行(A)以及(B),(A)用于驱动旋转驱动器(57)及工具驱动器(53),以使得针部件(11)及肩部件(12)在以第一转速旋转的状态下,以第一按压力按压被焊接物(60),(B)用于在执行了(A)之后,驱动旋转驱动器(57)及工具驱动器(53),以使得肩部件(12)在旋转状态下,其前端压入到第一位置,第一位置为从被焊接物(60)的表面(60c)到该被焊接物(60)的厚度的46

一种搅拌摩擦点焊机和搅拌摩擦点焊方法.pdf
一种搅拌摩擦点焊机,其静止轴肩由单独一台电机驱动上下运动;静止轴肩的底部有由高热导率金属板材制成的底盖封闭的冷却介质通道。用该点焊机进行搅拌摩擦点焊时,电机通过驱动静止轴肩向下移动,对工件施压,用冷却介质对焊接区表面进行冷却;利用置于工件下部的超声波发生器使工件板面产生振动;使搅拌头转动并下扎穿透上板;搅拌头穿透上板后停留一定时间后回抽;静止轴肩待冷却介质继续施加一定时间后与工件脱离接触回撤;超声继续振动一定时间后停止。本发明的有益效果是:焊接区无二次钩状缺陷和变形,焊核底部材料流动加强,原子扩散行为改善
搅拌摩擦点焊技术简介.pdf
综述航天制造技术综述搅拌摩擦点焊技术简介赵衍华张丽娜刘景铎杜岩锋王国庆(首都航天机械公司,北京100076)摘要搅拌摩擦点焊(FSSW)是在搅拌摩擦焊的基础上开发的一种新型固相修补焊接技术,具有接头质量高、缺陷少、变形小等优点。详细阐述了搅拌摩擦点焊焊接原理和技术特点,介绍了国内外研究现状及其在汽车等制造业中的应用,指出搅拌摩擦点焊在运载工具铝合金结构件制造过程中具有重要意义,是未来铝合金连接技术的发展方向之一。关键词搅拌摩擦点焊原理铝合金结构件IntroductionofFrictionStirSpot

工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响.docx
工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响填充式搅拌摩擦无匙孔点焊是一种高效率、高质量的焊接方法,广泛应用于飞行器、航空航天、汽车和船舶等领域。工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响是焊接过程中需要考虑的重要因素,在实践中不断探索和总结工艺参数的合理选择可以优化焊接质量,进一步提高焊接效率。一、工艺参数的介绍工艺参数是指在填充式搅拌摩擦无匙孔点焊过程中对焊接质量、焊接效率产生影响的关键因素。常见的工艺参数包括旋转速度、搅拌头直径、下压力、补偿力、搅拌深度、焊接速度等。二、工艺参数对填充式搅拌摩擦无