
一种孔加工镗刀对刀装置及其使用方法.pdf

志信****pp


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种孔加工镗刀对刀装置及其使用方法.pdf
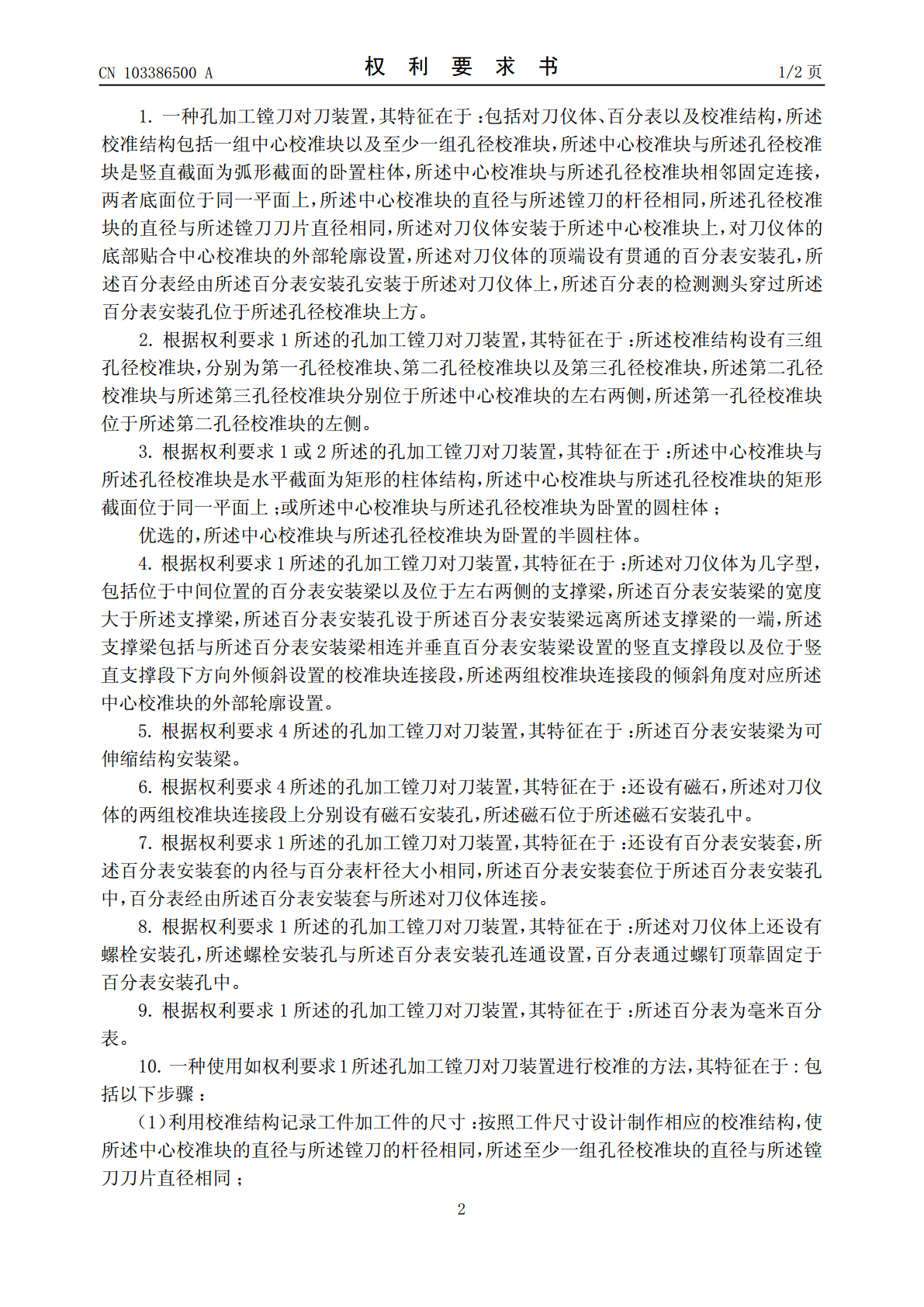
一种孔加工镗刀对刀装置,包括对刀仪体、百分表以及校准结构,校准结构包括一组中心校准块以及至少一组孔径校准块,中心校准块与孔径校准块是竖直截面为弧形截面的卧置柱体,中心校准块与孔径校准块相邻固定连接,两者底面位于同一平面上,中心校准块的直径与镗刀的杆径相同,孔径校准块的直径与镗刀刀片直径相同,对刀仪体的顶端设有贯通的百分表安装孔,百分表经由百分表安装孔安装于对刀仪体上,对刀仪体位于中心校准块上,对刀仪体的底部贴合中心校准块的外部轮廓设计,百分表的检测测头穿过百分表安装孔位于孔径校准块上方。本发明利用V形块定

一种深孔加工镗刀.pdf
本发明公开了一种深孔加工镗刀,包括插入机床的锥柄、阶梯轴、镗杆和刀片;所述锥柄的下端设有阶梯轴;所述阶梯轴的下端设有镗杆;所述镗杆的下部装有刀片;所述阶梯轴的下端左右对称设有气缸;所述气缸下端连接有稳定块;所述气缸可以控制稳定块上下移动;所述阶梯轴上设有限位盘,用于托住气缸打开时的稳定块;所述限位盘的半径小于刀片的半径;本发明的深孔加工镗刀,由于镗杆上装有稳定块,通过气缸来控制稳定块的上下移动,在加工过程中能够减少镗杆发生的偏移,使得加工出来的孔的精度较好,提高了加工产品的质量。
一种内孔卡簧槽加工镗排刀杆装置.pdf
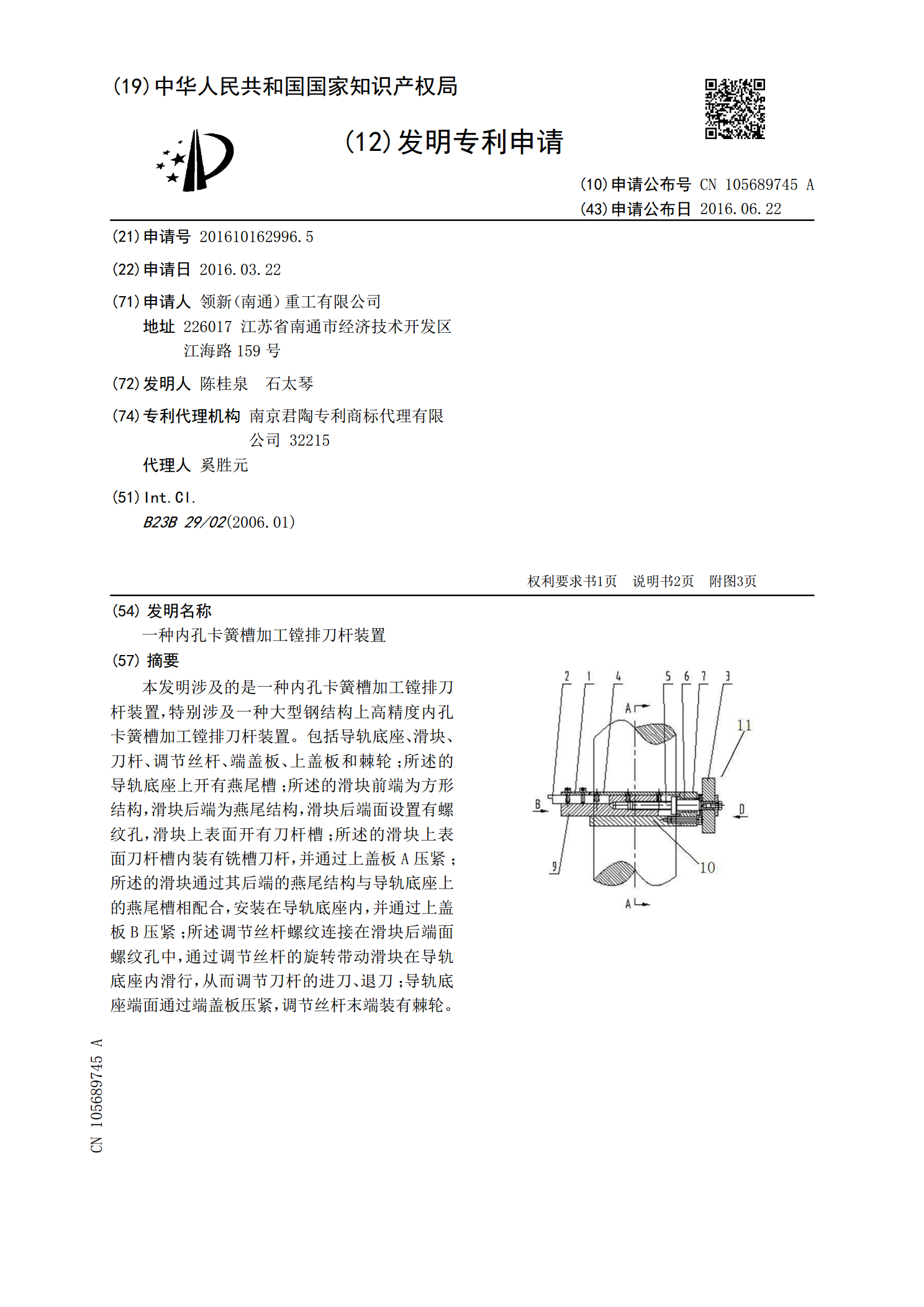
本发明涉及的是一种内孔卡簧槽加工镗排刀杆装置,特别涉及一种大型钢结构上高精度内孔卡簧槽加工镗排刀杆装置。包括导轨底座、滑块、刀杆、调节丝杆、端盖板、上盖板和棘轮;所述的导轨底座上开有燕尾槽;所述的滑块前端为方形结构,滑块后端为燕尾结构,滑块后端面设置有螺纹孔,滑块上表面开有刀杆槽;所述的滑块上表面刀杆槽内装有铣槽刀杆,并通过上盖板A压紧;所述的滑块通过其后端的燕尾结构与导轨底座上的燕尾槽相配合,安装在导轨底座内,并通过上盖板B压紧;所述调节丝杆螺纹连接在滑块后端面螺纹孔中,通过调节丝杆的旋转带动滑块在导轨

一种加工缸孔的多刃阶梯镗刀.pdf
本实用新型公开了一种加工缸孔的多刃阶梯镗刀,包括镗刀盘、刀夹体、刀片、压板,所述镗刀盘围绕外侧壁设置有多组安装槽,每组所述安装槽内均设置有所述刀夹体,所述刀夹体位于刀头一端设置有平端紧定螺钉,所述刀夹体的刀头一侧设置有所述刀片,所述刀夹体同一侧通过内六角螺钉固定连接有所述压板,所述刀片设置在所述刀夹体与所述压板之间。本实用新型具有加工效率高、有利于获得高质量加工表面和提高刀具寿命的有益效果,其主要用于铸件加工。
一种数显式加工中心镗刀对刀仪.pdf
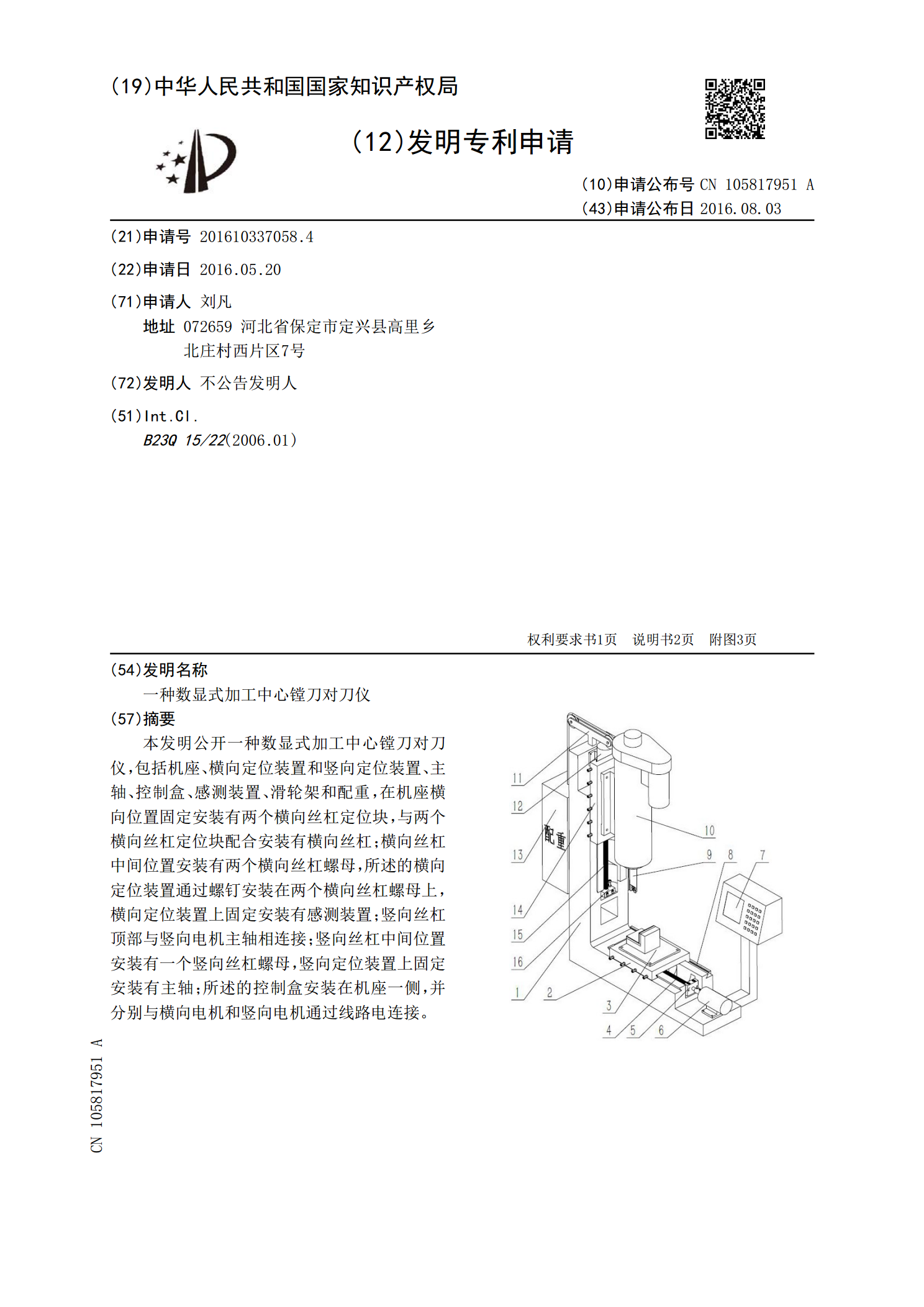
本发明公开一种数显式加工中心镗刀对刀仪,包括机座、横向定位装置和竖向定位装置、主轴、控制盒、感测装置、滑轮架和配重,在机座横向位置固定安装有两个横向丝杠定位块,与两个横向丝杠定位块配合安装有横向丝杠;横向丝杠中间位置安装有两个横向丝杠螺母,所述的横向定位装置通过螺钉安装在两个横向丝杠螺母上,横向定位装置上固定安装有感测装置;竖向丝杠顶部与竖向电机主轴相连接;竖向丝杠中间位置安装有一个竖向丝杠螺母,竖向定位装置上固定安装有主轴;所述的控制盒安装在机座一侧,并分别与横向电机和竖向电机通过线路电连接。