
多线切割机导轮线槽及其加工方法.pdf

景山****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多线切割机导轮线槽及其加工方法.pdf
本发明揭示一种多线切割机导轮线槽及其加工方法,上述多线切割机导轮在传统V型槽的基础上开设有与线槽的中心线平行的左直边部以及右直边部。这种结构使V型槽的轴向宽度减少,即使切割钢丝线在轴向作用力F的作用下,也避免了其产生过渡的轴向偏移,从而减少了晶体切片表面产生线痕、台阶等不良。此外,在位于V型槽两边的左直边部以及右直边部将切割钢丝线完全包容在该线槽的内部。轴向作用力F沿V型线槽的侧壁产生的分力FS会受到左直边部或右直边部的挤压力的制约而削弱,使切割钢丝线向槽顶移动的难度增大,避免了切割钢丝线“跳线”事故的发

线形切割机的导轮的线槽结构.pdf
本发明公开了一种线形切割机的导轮的线槽结构,靠近出线端的第一线槽由U型槽和弧型槽一体连接构成,所述U型槽上端一体成型出所述弧型槽,所述弧型槽上端开口的宽度与线材初始直径相同,线材由弧型槽上端开口进入U型槽内,与传统大口的U型槽和V型槽相比,本发明的第一线槽的开口较小,能避免线材跳线等,弧型槽更能有效减缓线材晃动等,综上,本发明可以有效补偿在出线端的因线损而形成小线径的线材,进而提高晶圆切片的良率,并延长导轮的使用寿命,进而达到节省成本的目的。

用于数控多线摇摆切割机上的导轮装置.pdf
本发明涉及一种用于数控多线摇摆切割机上的导轮装置,包括大轮轴,在所述大轮轴上安装有大导轮,特征是:所述大导轮通过两副轴承安装在大轮轴上,在两副轴承之间设置有隔套;在所述大导轮的前端安装前压盖,在前压盖和大轮轴之间设置压垫,在所述大导轮的后端安装后压盖。本发明所述的用于数控多线摇摆切割机上的导轮装置,将导轮加宽,再到轮上开三槽,同时采用双轴承支撑,提高了导轮的实际寿命,减小了断线机率;本发明与现有同类产品相比,具有明显有点,寿命延长至600小时,断线机率大大减小。

硅片多线切割机导轮异常处理方法.pdf
本发明涉及一种硅片多线切割机导轮异常处理方法,通过切割硅片TTV异常位置信息,可以排除导轮自身缺陷,通过新旧导轮切割硅片TTV异常位置信息以及新旧导轮跳动异常位置信息,可以确定造成TTV异常是因为导轮自身缺陷还是其与对应轴承箱配合问题,从而可以准确地获知异常位置,提高新导轮安装后的成功率,大大降低现场工作量。
一种改进的多线切割机走线导轮部装.pdf
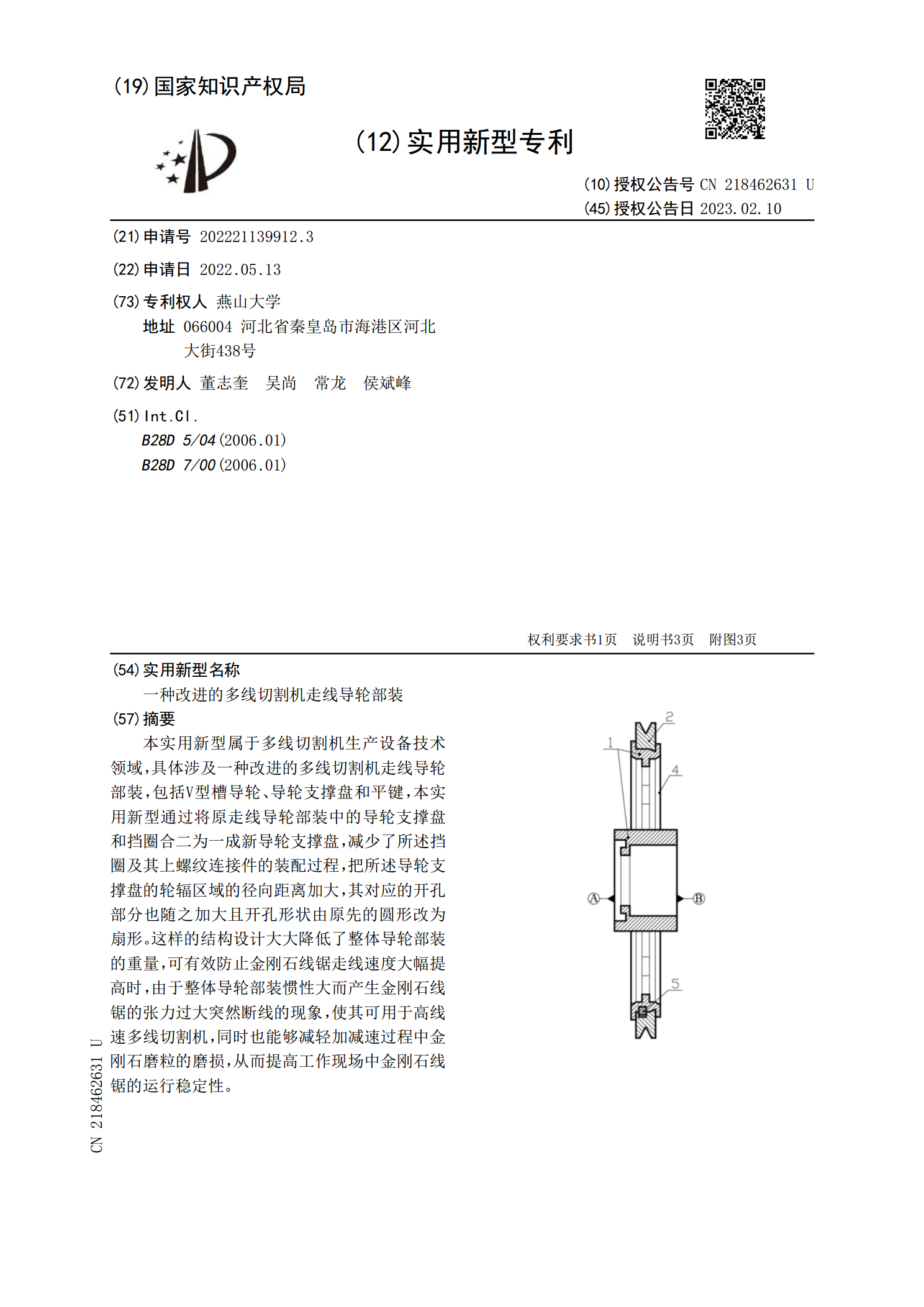
本实用新型属于多线切割机生产设备技术领域,具体涉及一种改进的多线切割机走线导轮部装,包括V型槽导轮、导轮支撑盘和平键,本实用新型通过将原走线导轮部装中的导轮支撑盘和挡圈合二为一成新导轮支撑盘,减少了所述挡圈及其上螺纹连接件的装配过程,把所述导轮支撑盘的轮辐区域的径向距离加大,其对应的开孔部分也随之加大且开孔形状由原先的圆形改为扇形。这样的结构设计大大降低了整体导轮部装的重量,可有效防止金刚石线锯走线速度大幅提高时,由于整体导轮部装惯性大而产生金刚石线锯的张力过大突然断线的现象,使其可用于高线速多线切割机,