
一种汽车轮毂轴承的制备方法.pdf

永香****能手

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车轮毂轴承的制备方法.pdf
本发明公开了一种汽车轮毂轴承的制备方法,通过加热、切断、锻压、冲孔、扩孔、初加工、精磨的步骤将原料钢制造成符合各类汽车使用的轮毂轴承,先通过加热后再进行切断,减轻了切断机的负荷,延长切断机寿命从而提高生产效率,在扩孔过程中对两个沟道同时加工,保证了两个沟道中心距的精度,同样提高了了生产效率。
一种汽车轮毂轴承密封圈及其制备方法.pdf
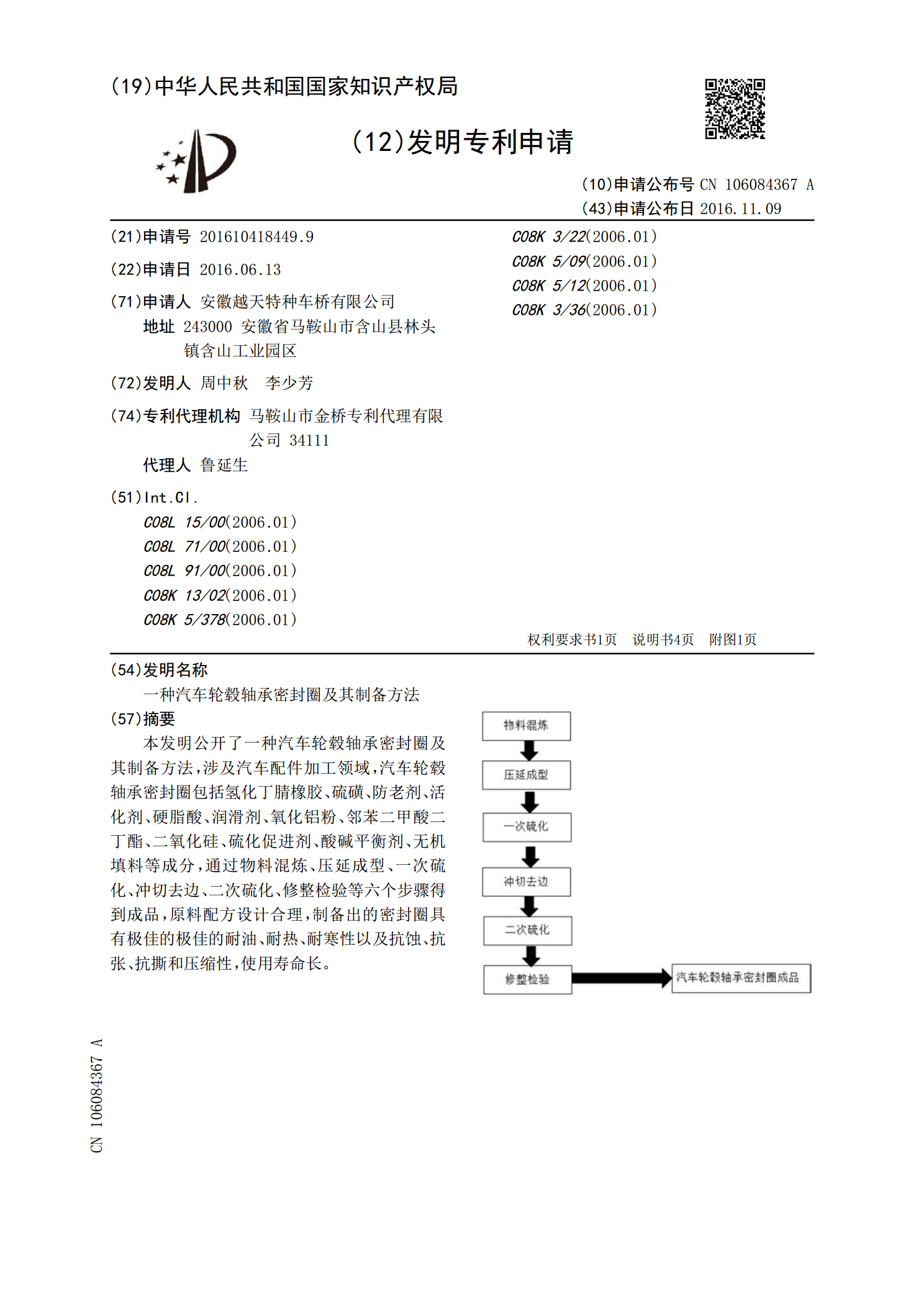
本发明公开了一种汽车轮毂轴承密封圈及其制备方法,涉及汽车配件加工领域,汽车轮毂轴承密封圈包括氢化丁腈橡胶、硫磺、防老剂、活化剂、硬脂酸、润滑剂、氧化铝粉、邻苯二甲酸二丁酯、二氧化硅、硫化促进剂、酸碱平衡剂、无机填料等成分,通过物料混炼、压延成型、一次硫化、冲切去边、二次硫化、修整检验等六个步骤得到成品,原料配方设计合理,制备出的密封圈具有极佳的极佳的耐油、耐热、耐寒性以及抗蚀、抗张、抗撕和压缩性,使用寿命长。

一种汽车轮毂及轮毂制备方法.pdf
本发明属于车辆轮毂领域,具体为一种汽车轮毂及轮毂制备方法,所述轮毂包括轮毂本体和轮毂本体外包层,所述轮毂本体的材质为硬铝合金或超硬铝合金;所述本体的外包层的材质为形状记忆合金,其采用复合层的方式提高轮毂的抗冲击性能,并使得轮毂受到冲击后能自动恢复原形,提高轮毂的使用寿命。

一种用于汽车轮毂轴承的润滑脂及其制备方法.pdf
本发明公开了一种用于汽车轮毂轴承的润滑脂及其制备方法,用于汽车轮毂轴承的润滑脂的组分及重量配比为:基础油70~90%;皂基稠化剂5~20%;极压抗磨剂1~5%;聚合物:乙丙共聚物、聚甲基丙烯酸酯、聚异丁烯的一种或多种5~15%;抗氧剂1~3%。本发明配方科学、制备工艺简单,克服了现有技术的诸多缺点,实现了高温性能、极压性能、粘附性能、抗剪切性能、抗水性能俱佳的优点。本发明适合汽车轮毂轴承的润滑,尤其适合高温、高速、高负荷的重型卡车和客车轮毂轴承等长时间润滑。
一种汽车轮毂轴承润滑脂组合物及其制备方法.pdf
本发明提供一种汽车轮毂轴承润滑脂组合物及制备方法;组合物包括基础油84~89%;稠化剂10~54%;抗氧剂0.5%;增粘剂0.5%;按以上述组分总量为100%计算,加入金属减活剂0.3‰。本发明通过调整润滑脂配方和工艺,获得了最佳的复合皂纤维结构,使得皂纤维的形状、大小和皂纤维之间的作用力适当,因而决定了该润滑脂具有良好的控制轴承温升能力;确保润滑脂具有极佳的抗高温漏失性、对金属表面的粘附性、润滑性和密封性好等优点外,还具有较好的控制温升能力,缓解由于设计和使用特点造成的高温软化流失和润滑早期失效问题;具