
凸轮磨削控制单元、数控设备和凸轮磨削控制方法.pdf

莉娜****ua


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

凸轮磨削控制单元、数控设备和凸轮磨削控制方法.pdf
本发明公开了一种凸轮磨削控制单元、数控设备和凸轮磨削控制方法,所述凸轮磨削控制单元包括一文件解读转换模块、一参数处理模块、一路径处理模块、一速度规划模块和一输出模块,所述数控设备包括一数控系统,以及所述的凸轮磨削控制单元,所述凸轮磨削控制方法采用所述的凸轮磨削控制单元实现。通过本发明的运用,可以有效提高凸轮磨削的效率,减少人工操作,降低成本。
凸轮磨削装置和凸轮磨削方法.pdf
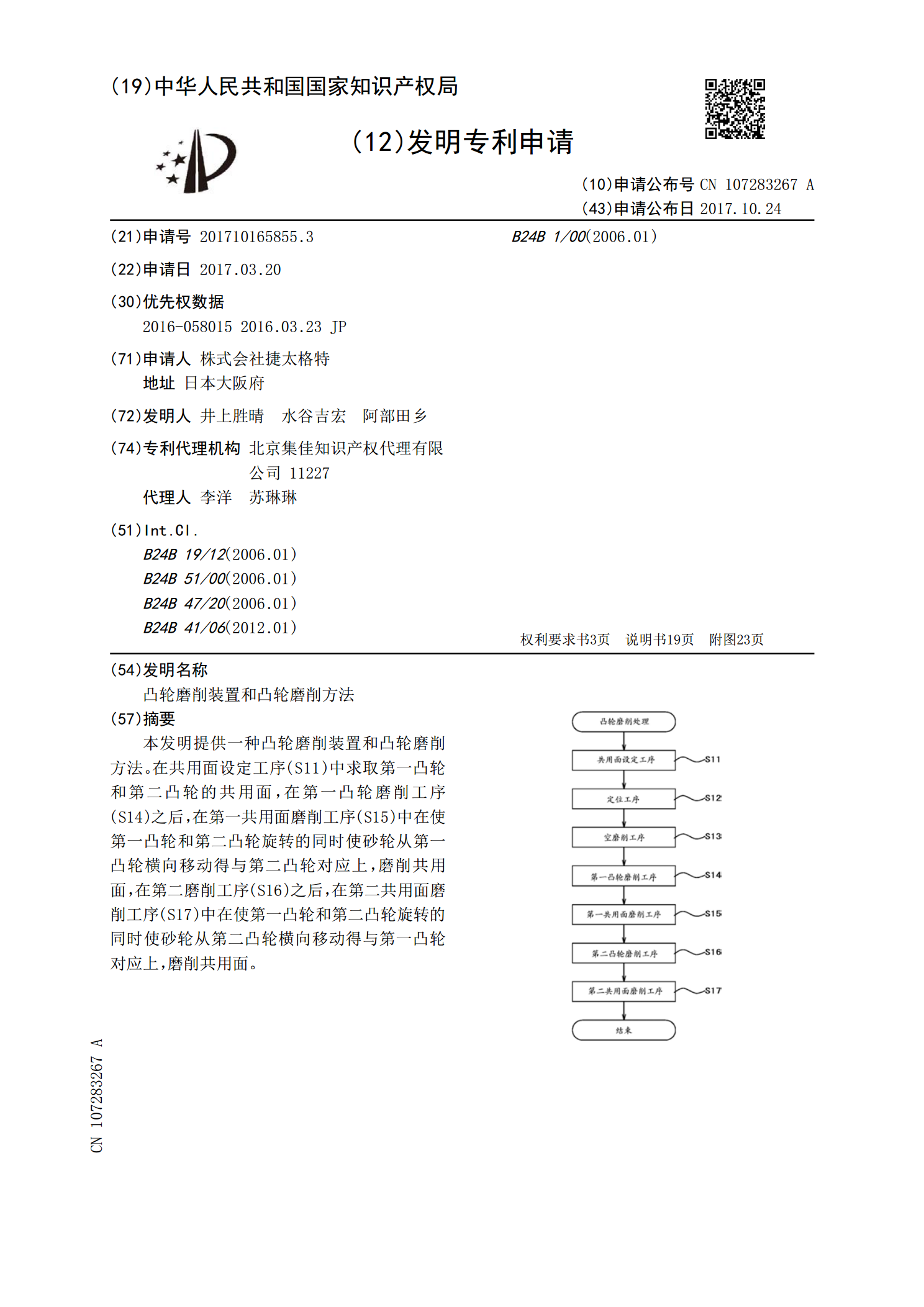
本发明提供一种凸轮磨削装置和凸轮磨削方法。在共用面设定工序(S11)中求取第一凸轮和第二凸轮的共用面,在第一凸轮磨削工序(S14)之后,在第一共用面磨削工序(S15)中在使第一凸轮和第二凸轮旋转的同时使砂轮从第一凸轮横向移动得与第二凸轮对应上,磨削共用面,在第二磨削工序(S16)之后,在第二共用面磨削工序(S17)中在使第一凸轮和第二凸轮旋转的同时使砂轮从第二凸轮横向移动得与第一凸轮对应上,磨削共用面。
凸轮磨削装置以及凸轮磨削方法.pdf
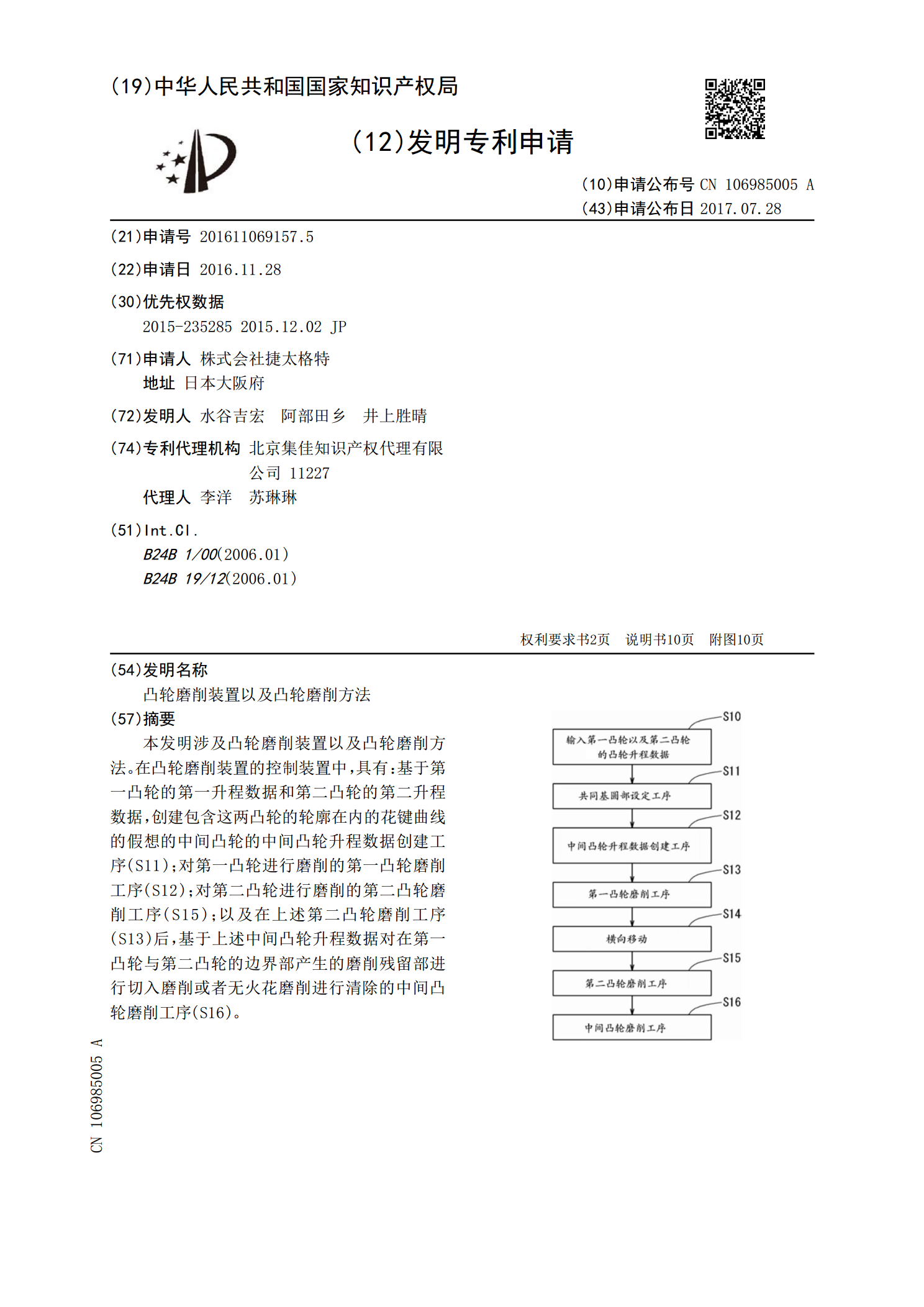
本发明涉及凸轮磨削装置以及凸轮磨削方法。在凸轮磨削装置的控制装置中,具有:基于第一凸轮的第一升程数据和第二凸轮的第二升程数据,创建包含这两凸轮的轮廓在内的花键曲线的假想的中间凸轮的中间凸轮升程数据创建工序(S11);对第一凸轮进行磨削的第一凸轮磨削工序(S12);对第二凸轮进行磨削的第二凸轮磨削工序(S15);以及在上述第二凸轮磨削工序(S13)后,基于上述中间凸轮升程数据对在第一凸轮与第二凸轮的边界部产生的磨削残留部进行切入磨削或者无火花磨削进行清除的中间凸轮磨削工序(S16)。
凸轮磨削装置以及凸轮磨削方法.pdf
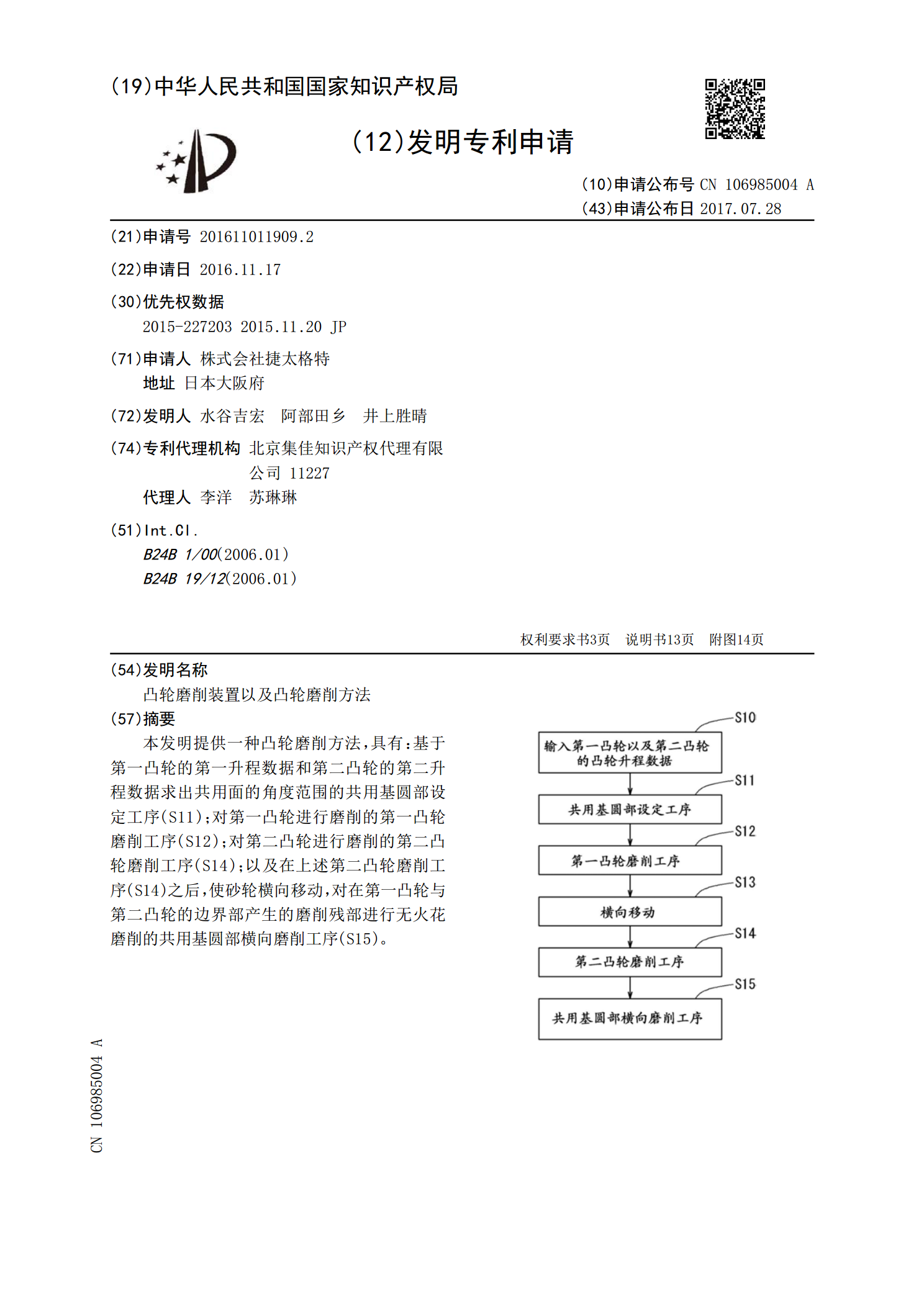
本发明提供一种凸轮磨削方法,具有:基于第一凸轮的第一升程数据和第二凸轮的第二升程数据求出共用面的角度范围的共用基圆部设定工序(S11);对第一凸轮进行磨削的第一凸轮磨削工序(S12);对第二凸轮进行磨削的第二凸轮磨削工序(S14);以及在上述第二凸轮磨削工序(S14)之后,使砂轮横向移动,对在第一凸轮与第二凸轮的边界部产生的磨削残部进行无火花磨削的共用基圆部横向磨削工序(S15)。

数控凸轮磨床磨削力适应控制的研究.docx
数控凸轮磨床磨削力适应控制的研究引言在机械加工行业中,凸轮磨床的重要性不言而喻,其用途广泛,可以在生产中对各种类型的凸轮进行精确加工,以满足不同领域和行业的需求。传统的凸轮磨削时,由于其磨床刀具与工件表面接触的摩擦力和切削力较大,加工效率较低,而且磨损率较高。因此,数控凸轮磨床的出现极大地提高了加工效率和加工精度,但是由于加工过程中,磨削力的大小与磨削线速度、进给速度、深度等因素有着密切联系。因此,本文旨在研究数控凸轮磨削力适应控制的实现,以提高磨削效率与加工精度。研究现状随着数控技术的发展,越来越多的数