
基于五轴无干涉刀轴控制线的叶轮加工刀轴矢量控制方法.pdf

春岚****23


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于五轴无干涉刀轴控制线的叶轮加工刀轴矢量控制方法.pdf
本发明公开了一种基于五轴无干涉刀轴控制线的叶轮加工刀轴矢量控制方法,用于解决现有叶轮加工刀轴矢量控制方法所加工叶轮质量差的技术问题。技术方案是通过生成刀轴选择边界,确定刀轴控制线所在的投影曲面,沿进、排气边切向扩大待加工叶片偏置面,构造五轴无干涉刀轴控制线,确定任意刀位点的刀轴矢量。由于实现从进气边到排气边刀轴与叶轮回转轴的夹角变化单调且均匀,同时绕回转轴的刀轴摆动变化最小,刀轴绕叶轮回转轴的角度变化最小,实现五轴加工中,机床的两个旋转轴转动均匀且缓慢;通过刀轴控制线能够完成整个叶片型面多轴加工,实现整个
整体叶轮五轴插铣加工的顶刀识别及排除方法.pdf
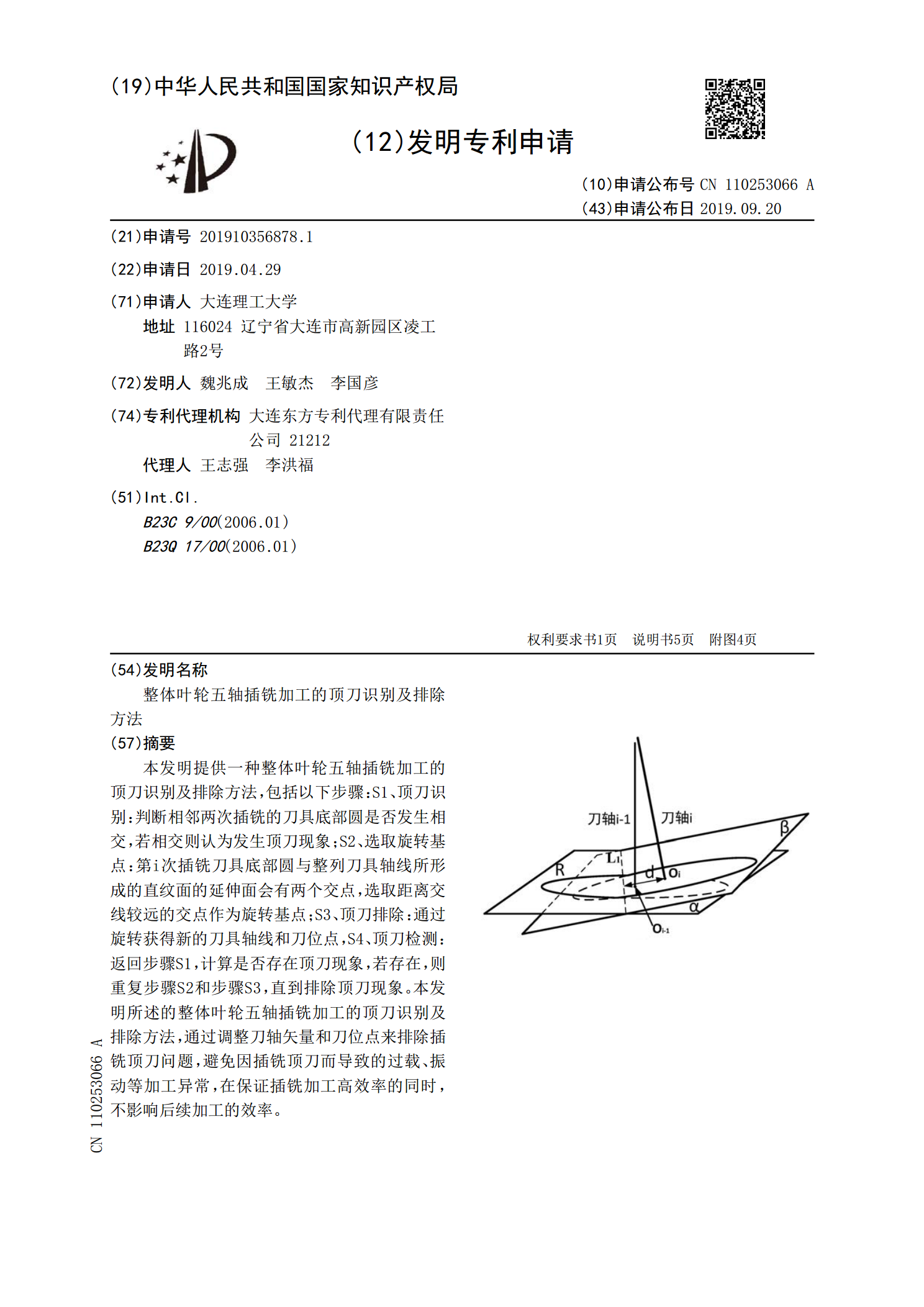
本发明提供一种整体叶轮五轴插铣加工的顶刀识别及排除方法,包括以下步骤:S1、顶刀识别:判断相邻两次插铣的刀具底部圆是否发生相交,若相交则认为发生顶刀现象;S2、选取旋转基点:第i次插铣刀具底部圆与整列刀具轴线所形成的直纹面的延伸面会有两个交点,选取距离交线较远的交点作为旋转基点;S3、顶刀排除:通过旋转获得新的刀具轴线和刀位点,S4、顶刀检测:返回步骤S1,计算是否存在顶刀现象,若存在,则重复步骤S2和步骤S3,直到排除顶刀现象。本发明所述的整体叶轮五轴插铣加工的顶刀识别及排除方法,通过调整刀轴矢量和刀位
一种整体叶轮五轴联动数控刀轨路径加工方法.pdf
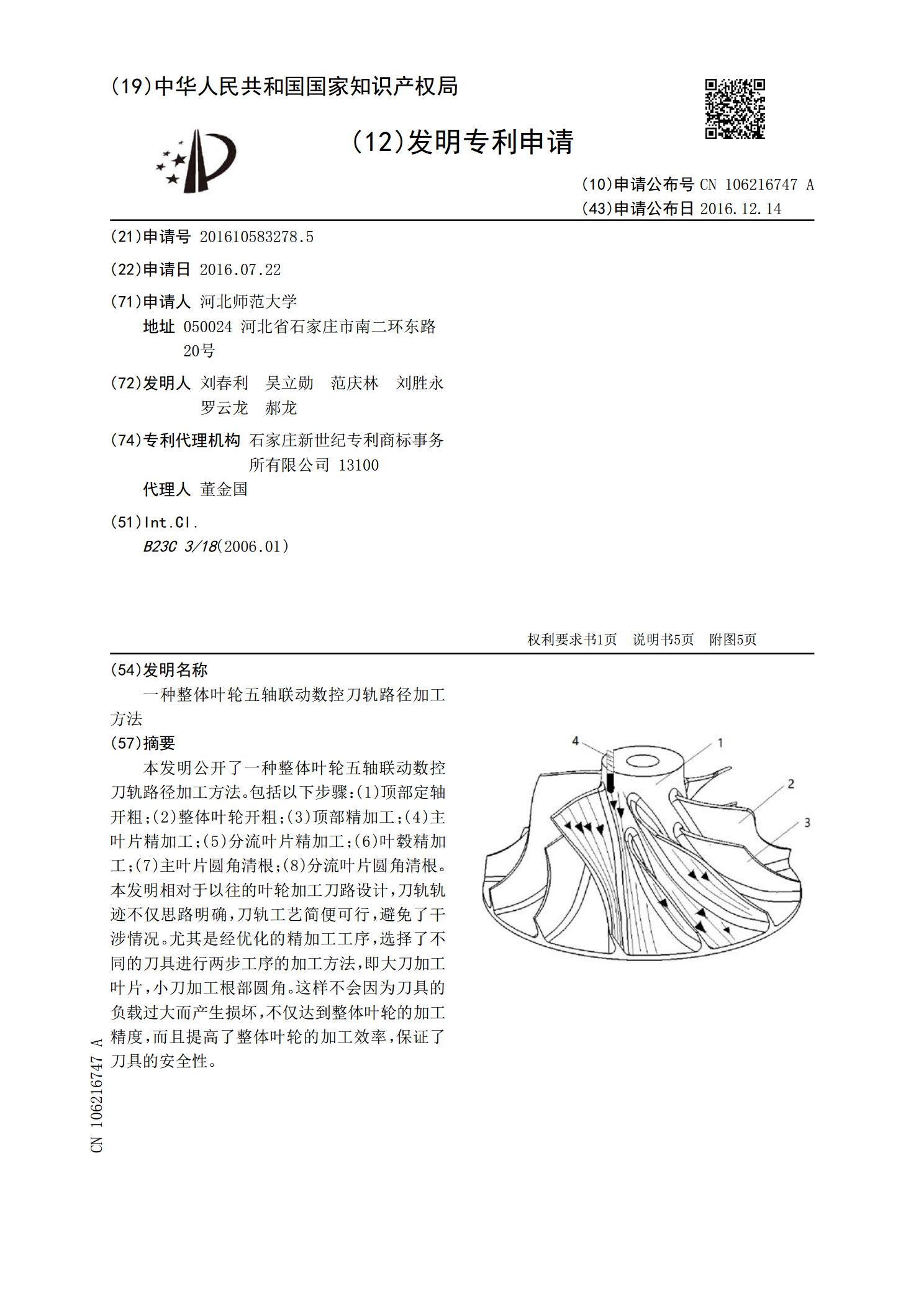
本发明公开了一种整体叶轮五轴联动数控刀轨路径加工方法。包括以下步骤:(1)顶部定轴开粗;(2)整体叶轮开粗;(3)顶部精加工;(4)主叶片精加工;(5)分流叶片精加工;(6)叶毂精加工;(7)主叶片圆角清根;(8)分流叶片圆角清根。本发明相对于以往的叶轮加工刀路设计,刀轨轨迹不仅思路明确,刀轨工艺简便可行,避免了干涉情况。尤其是经优化的精加工工序,选择了不同的刀具进行两步工序的加工方法,即大刀加工叶片,小刀加工根部圆角。这样不会因为刀具的负载过大而产生损坏,不仅达到整体叶轮的加工精度,而且提高了整体叶轮的

基于Fanuc的四轴加工中心刀库电气控制.docx
基于Fanuc的四轴加工中心刀库电气控制加工中心是数控机床中机电一体化高技术产品,同时又是实现先进制造技术不可缺少的工艺设备。它综合了微电子、计算机、自动控制,精密测量、机床制造等方面技术及相关配套的最新成就,是当代机床工业发展方向和先进生产力的标志。加工中心由机床(机械部分)和控制系统(电气部分)2部分组成,机床是加工中心的主体,控制系统是加工中心的核心。加工中心的主机通常是由三大基础部件组(床身、立柱和工作台)和主轴部件、刀具自动交换系统(AutomaticToolChange,ATC)及其他辅助功能
平底刀五轴加工铣削力精确预报方法.pdf
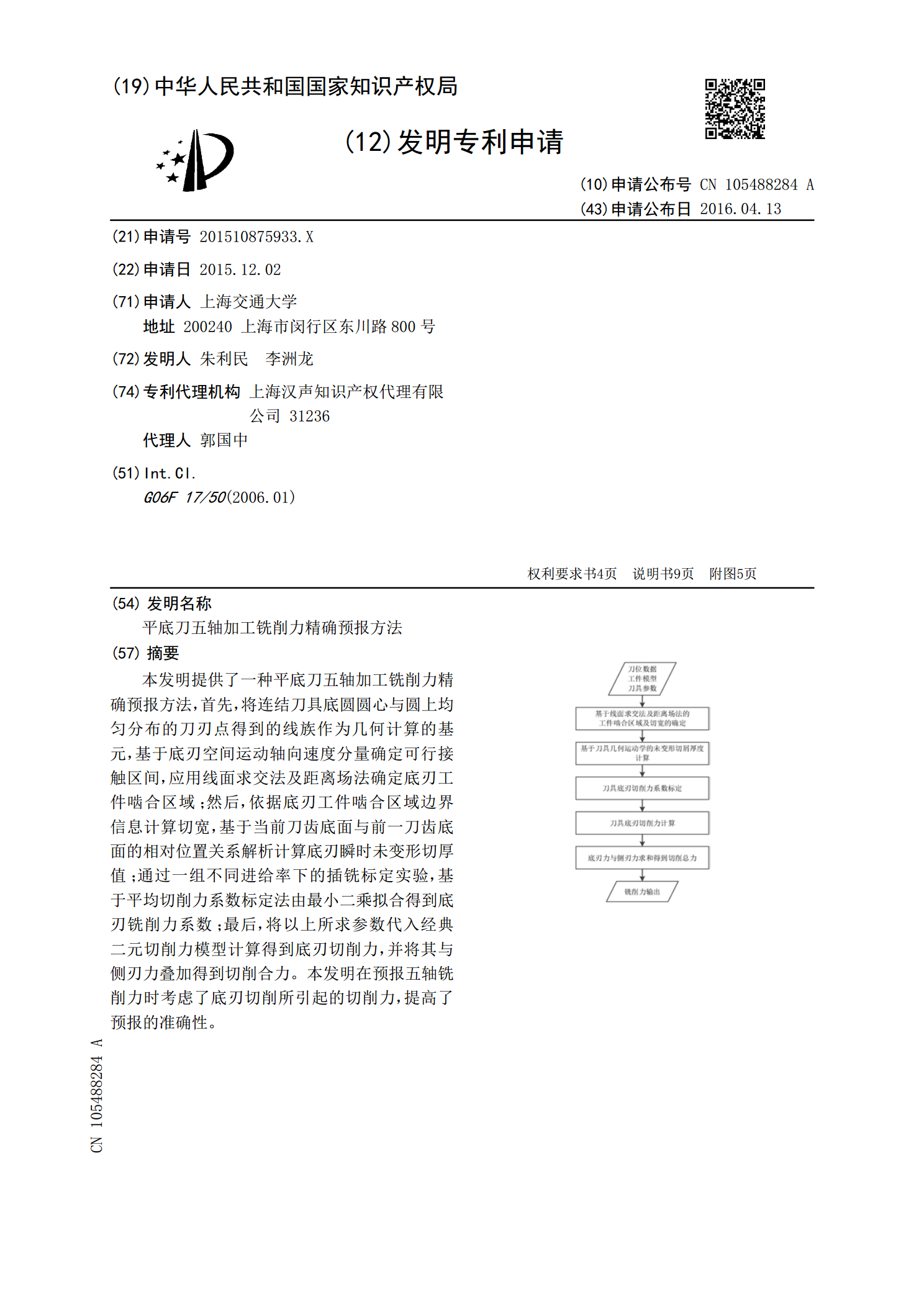
本发明提供了一种平底刀五轴加工铣削力精确预报方法,首先,将连结刀具底圆圆心与圆上均匀分布的刀刃点得到的线族作为几何计算的基元,基于底刃空间运动轴向速度分量确定可行接触区间,应用线面求交法及距离场法确定底刃工件啮合区域;然后,依据底刃工件啮合区域边界信息计算切宽,基于当前刀齿底面与前一刀齿底面的相对位置关系解析计算底刃瞬时未变形切厚值;通过一组不同进给率下的插铣标定实验,基于平均切削力系数标定法由最小二乘拟合得到底刃铣削力系数;最后,将以上所求参数代入经典二元切削力模型计算得到底刃切削力,并将其与侧刃力叠加