
涡轮转子及涡轮转子的制造方法.pdf

飞舟****文章


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

涡轮转子及涡轮转子的制造方法.pdf
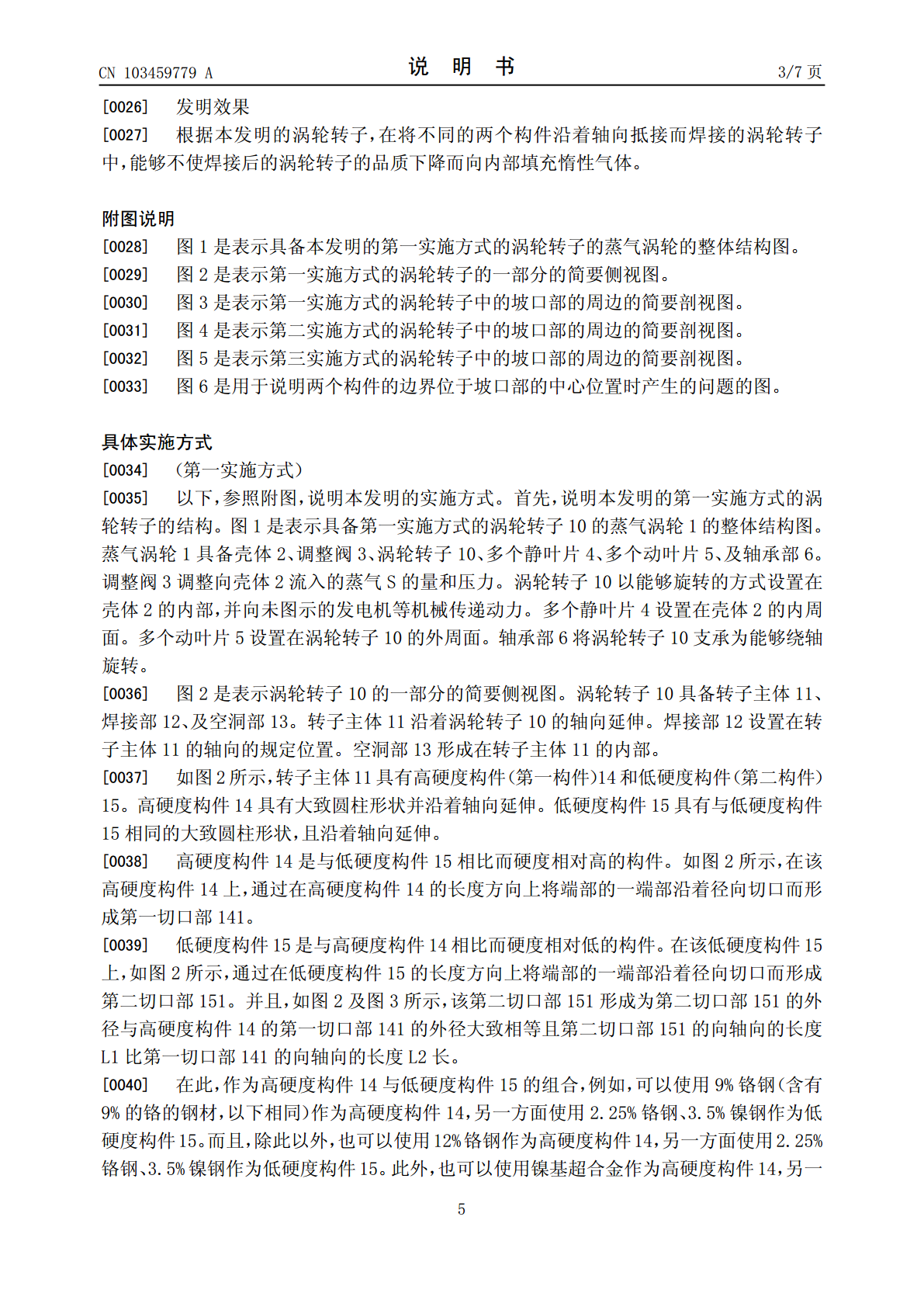
本发明的涡轮转子(10)具备:第一构件;以及与所述第一构件接合的第二构件,所述第一、第二构件沿着涡轮转子的轴向延伸,所述涡轮转子(10)中,在所述第一、第二构件的边界形成焊接用的坡口部(16),贯通所述坡口部(16)的底部且用于向所述涡轮转子(10)的内部导入气体的气体导入用孔(18)通过焊接而被密封。

涡轮转子及涡轮转子的制造方法.pdf
本发明提供不会导致制造成本的升高,不会使制造时间长期化,且具有适当的强度、韧性的涡轮转子及涡轮转子的制造方法。在焊接由高Cr钢构成的高温用转子材和由低Cr钢构成的低温用转子材构成的涡轮转子中,所述高温用转子材由氮含量以质量%计为0.02%以上的高Cr钢形成,焊接所述高温用转子材和低温用转子材的熔合材是氮含量以质量%计为0.025%以下的9%Cr系熔合材。
涡轮机转子及用于制造该涡轮机转子的方法.pdf
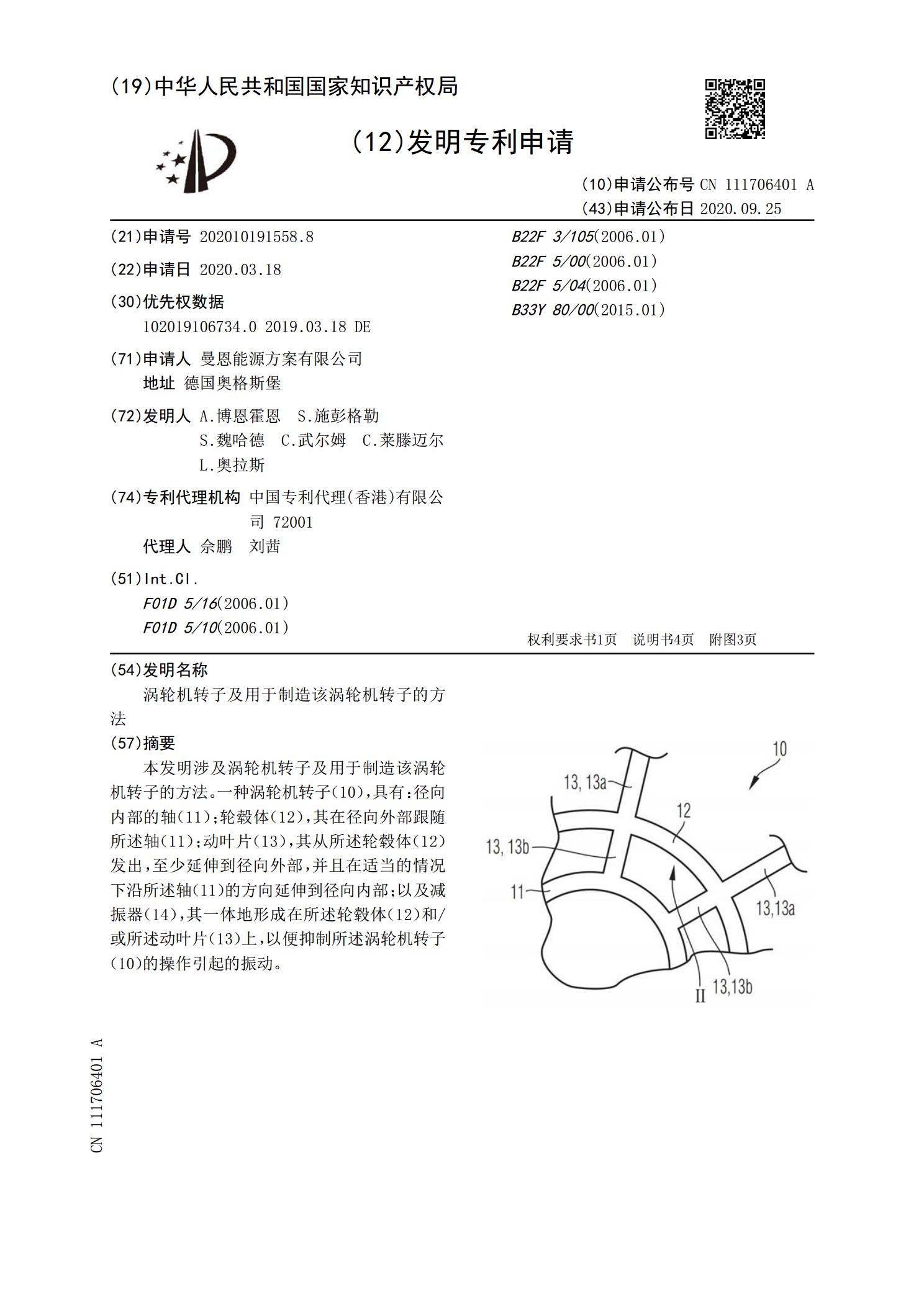
本发明涉及涡轮机转子及用于制造该涡轮机转子的方法。一种涡轮机转子(10),具有:径向内部的轴(11);轮毂体(12),其在径向外部跟随所述轴(11);动叶片(13),其从所述轮毂体(12)发出,至少延伸到径向外部,并且在适当的情况下沿所述轴(11)的方向延伸到径向内部;以及减振器(14),其一体地形成在所述轮毂体(12)和/或所述动叶片(13)上,以便抑制所述涡轮机转子(10)的操作引起的振动。

用于涡轮增压器的涡轮转子、涡轮增压器和用于制造涡轮转子的方法.pdf
本发明涉及一种用于涡轮增压器的涡轮转子,尤其用于汽车,具有一体式构造的涡轮,该涡轮具有涡轮叶片组和实心设计的带第一端面且没有空腔或凹陷的涡轮凸肩,还具有带第二端面(7)的一体式构造的转子轴,第二端面带有与转动轴线(9)同轴布置的凹陷(8),其中,涡轮凸肩的第一端面通过旋转摩擦焊接材料接合地与转子轴的第二端面连接。此外,本发明还涉及一种涡轮增压器和一种用于制造按本发明的涡轮转子的方法。
涡轮机器转子和用于制造涡轮机器转子的方法.pdf
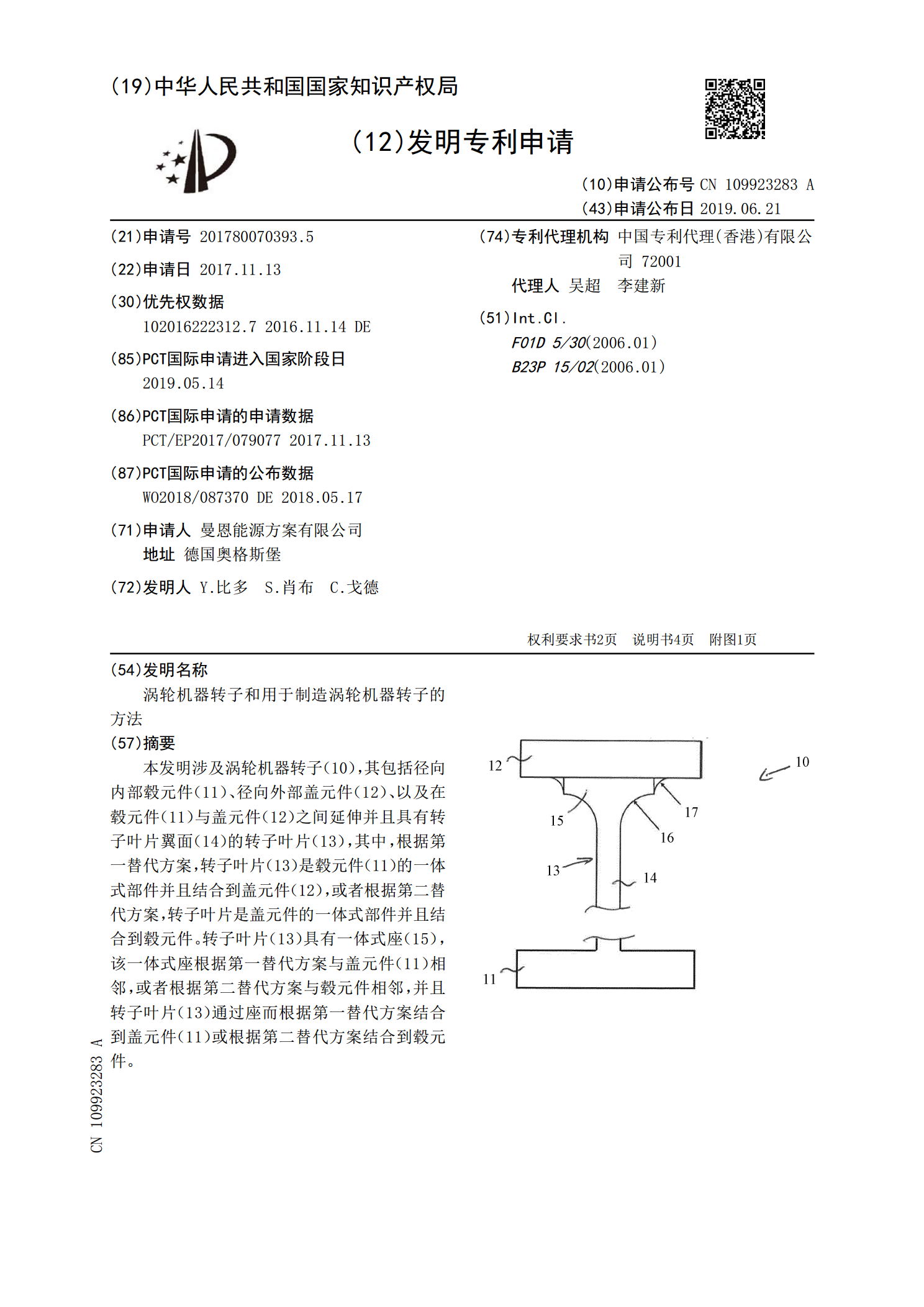
本发明涉及涡轮机器转子(10),其包括径向内部毂元件(11)、径向外部盖元件(12)、以及在毂元件(11)与盖元件(12)之间延伸并且具有转子叶片翼面(14)的转子叶片(13),其中,根据第一替代方案,转子叶片(13)是毂元件(11)的一体式部件并且结合到盖元件(12),或者根据第二替代方案,转子叶片是盖元件的一体式部件并且结合到毂元件。转子叶片(13)具有一体式座(15),该一体式座根据第一替代方案与盖元件(11)相邻,或者根据第二替代方案与毂元件相邻,并且转子叶片(13)通过座而根据第一替代方案结合到