
砂布轮及其制造方法.pdf

猫巷****婉慧


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

砂布轮及其制造方法.pdf
一种砂布轮及其制造方法,其包括一网盖加温步骤、一网盖涂胶步骤、一排列砂布片步骤、一置入模具步骤与一加温加压成型步骤,藉此制造方法所制作出的砂布轮的各砂布片的研磨边均位在同一平面上,故当将该砂布轮装设在一砂轮机上使用时,操作者只要令该砂布轮的转动轴垂直一被磨物的表面,即可使所有砂布片的研磨边同时对该被磨物的表面各处以均匀的力量进行研磨,确保该被磨物表面的平整度,不但操作简便,且单位时间内可进行研磨的面积大、研磨效率高。

一种砂布轮及其制造方法.pdf
本发明属于砂布轮技术领域,公开了一种砂布轮,包括基盘,所述基盘的中心处为圆形凸起部,所述圆形凸起部与基盘一体成型,所述圆形凸起部的中心处开设有安装孔,所述基盘与圆形凸起部相靠近的一面为上表面,所述基盘与圆形凸起部相背离的一面为下表面,所述基盘的下表面粘接有砂布层,所述砂布层由若干个砂布组层叠粘接而成,若干个相邻的所述砂布组之间部分重叠。本方案的砂布轮通过交替设置的键型凸起和键型凹槽的设置,能增大基盘与打磨设备上连接部位的受力情况,使其更不容易发生错位和磨损现象,可有效的解决长时间使用砂布轮因两侧受力不均匀
多拼砂布轮及其生产方法.pdf
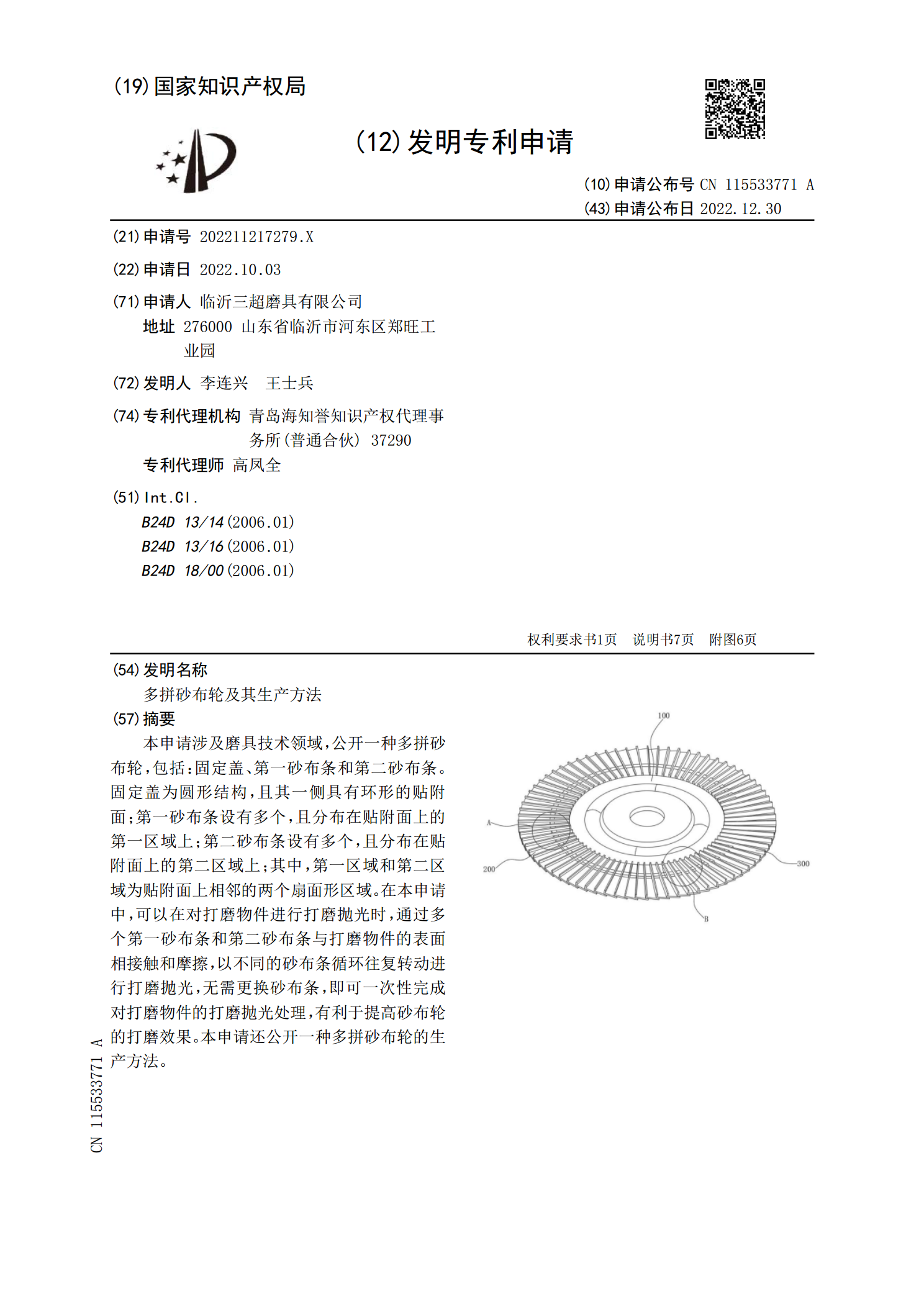
本申请涉及磨具技术领域,公开一种多拼砂布轮,包括:固定盖、第一砂布条和第二砂布条。固定盖为圆形结构,且其一侧具有环形的贴附面;第一砂布条设有多个,且分布在贴附面上的第一区域上;第二砂布条设有多个,且分布在贴附面上的第二区域上;其中,第一区域和第二区域为贴附面上相邻的两个扇面形区域。在本申请中,可以在对打磨物件进行打磨抛光时,通过多个第一砂布条和第二砂布条与打磨物件的表面相接触和摩擦,以不同的砂布条循环往复转动进行打磨抛光,无需更换砂布条,即可一次性完成对打磨物件的打磨抛光处理,有利于提高砂布轮的打磨效果。

一种砂布轮及其制作方法.pdf
本发明公开了一种砂布轮及其制作方法,由多层砂布叠加在一起组成,经模具压紧用线装订结实,且中间设有安装孔,方便砂布轮安装在设备上。一种砂布轮的制作方法,包括如下步骤:a.制作双面有砂的砂布;b.裁剪成需要形状和尺寸的砂布片;c.将裁剪好的砂布片套在模具上;d.压紧用线多层装订结实。在砂布片中间可以设置成布料等柔性材料,外圈采用砂布,这样设计用于锥螺纹的抛光机使用不会因为全部是砂布安装使用的时候磨损抛光机的锥螺纹。在砂布片的靠近外圆边处开多条缝,在砂布片和砂布片叠加的中间可以隔一层外径比较小的材料,使外层有一
一种砂布轮基盖及其使用该基盖的砂布轮.pdf
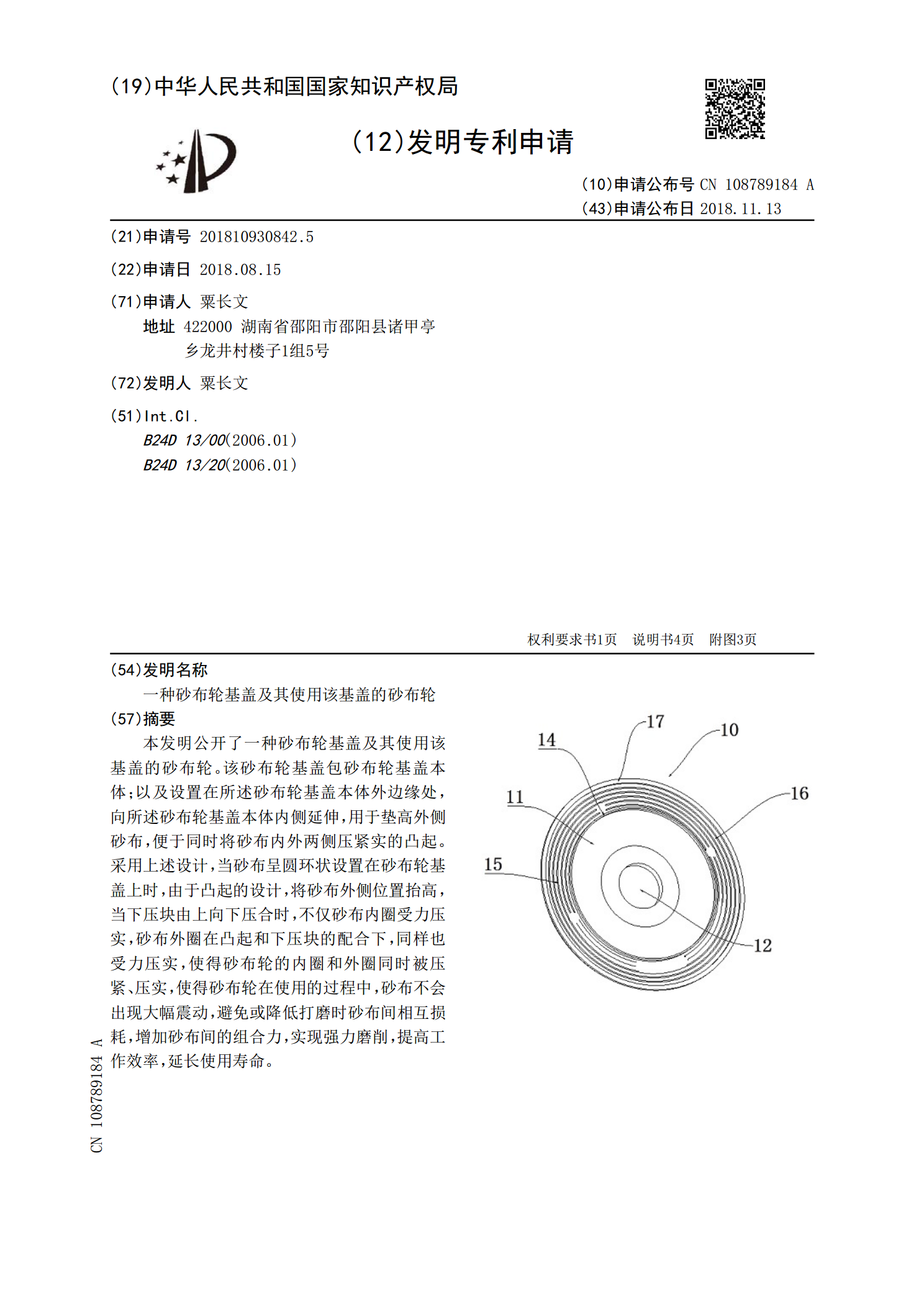
本发明公开了一种砂布轮基盖及其使用该基盖的砂布轮。该砂布轮基盖包砂布轮基盖本体;以及设置在所述砂布轮基盖本体外边缘处,向所述砂布轮基盖本体内侧延伸,用于垫高外侧砂布,便于同时将砂布内外两侧压紧实的凸起。采用上述设计,当砂布呈圆环状设置在砂布轮基盖上时,由于凸起的设计,将砂布外侧位置抬高,当下压块由上向下压合时,不仅砂布内圈受力压实,砂布外圈在凸起和下压块的配合下,同样也受力压实,使得砂布轮的内圈和外圈同时被压紧、压实,使得砂布轮在使用的过程中,砂布不会出现大幅震动,避免或降低打磨时砂布间相互损耗,增加砂布