
一种圆锥滚子轴承加工方法.pdf

一吃****春晓


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆锥滚子轴承加工方法.pdf
一种圆锥滚子轴承加工方法,包括下列步骤:第一步、准备。将制作好的圆锥滚子进行回火处理。第二步、将内外套圈用夹紧箍固定。第三步、对内外套圈的滚道和圈面进行磨削加工,用磨床砂轮加工外圈滚道,外圈滚道磨削0.1-0.2mm后,加工外径圈面磨削0.1-0.2mm。然后用磨床砂轮加工内套圈的滚道和圈面,磨削量为0.3-0.4mm。本发明是最大限度的减小磨削应力,提高了产品质量,与传统的加工方法相比,加工效率提高3倍以上。

圆锥滚子轴承、制造圆锥滚子轴承的方法和可靠安装圆锥滚子轴承的方法.pdf
本发明涉及一种具有支撑机构(6)和保持机构(10)的圆锥滚子轴承(1),一种制造圆锥滚子轴承(1)的方法以及一种安装圆锥滚子轴承(1)的方法。

一种圆锥滚子轴承的加工设备.pdf
本发明公开了一种圆锥滚子轴承的加工设备,包括机架以及:调节架、支撑架、外圈连接架。通过调节架连接模具,能够对于圆锥滚子轴承的外圈进行再加工,大大降低成本。

一种用于圆锥滚子轴承内外圈的加工方法.pdf
一种用于圆锥滚子轴承内外圈的加工方法,它涉及一种轴承加工方法。本发明为了解决现有的轴承加工中存在钢材检测容易漏检,热处理后的变形大,存在增加磨量,降低磨加工效率,不利于保证产品质量和增加制造成本的问题。步骤一:钢材的无损检测;步骤二:对检测后的钢材进行切断;步骤三:锻造内、外连体套圈;步骤四:退火;步骤五:车内外连体套圈;步骤六:对车削后的内外连体套圈淬火处理;步骤七:内、外圈分离;步骤八:车倒角;步骤九:磨内、外圈。本发明使得热处理变形量大大减小,从而减小了磨加工留量,提高了磨加工效率;本发明适用于轴承
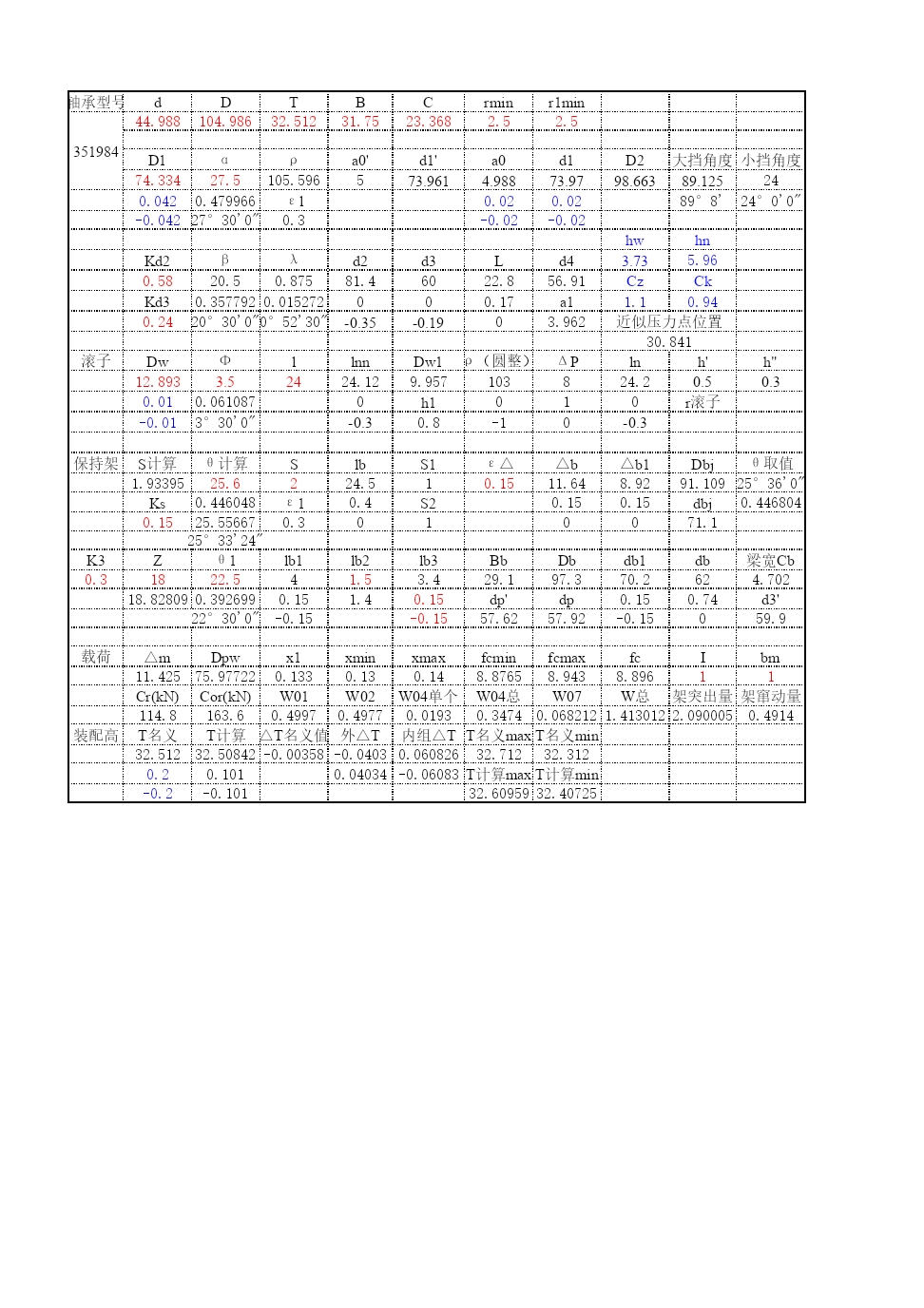
圆锥滚子轴承设计方法.xls
轴承型号dDTBCrminr1min35198444.988104.98632.51231.7523.3682.52.5D1αρa0'd1'a0d1D2大挡角度74.33427.5105.596573.9614.98873.9798.66389.1250.0420.479965544εl0.020.0289°8'-0.04227°30'0"0.3-0.02-0.02hwhnKd2βλd2d3Ld43.735.960.5820.50.87581.46022.856.91CzCkKd30.3577924970