
一种金属基金刚石磨轮的配方和加工方法.pdf

雨巷****莺莺


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属基金刚石磨轮的配方和加工方法.pdf
一种金属结合剂金刚石磨轮的配方和加工方法,尤其是用于加工硬脆材料(如玻璃)的高速磨削加工。金属基金刚石磨轮由于金刚石磨削料层的结合强度和胎体强度所限制,设备转速达到5000转/分钟及更高的时候,磨轮的损耗急剧加大,寿命下降很快。本发明为解决这一问题所采用的技术方案是:将配方重量比例定在如下范围内:钴80~95%,锡5~20%;金刚石采用镀钛金刚石产品以加强金刚石与胎体的结合力度;取粉体总重的0.5%的液体石蜡将金刚石润湿后,加入已经混合均匀的胎体粉料中;烧结到750~950摄氏度时100MPa保温保压3~

一种金属基金刚石磨轮的配方.pdf
一种金属结合剂金刚石磨轮的配方。是一种高强度把持力好的金属基金刚石磨轮结合剂配方,金属基金刚石磨轮工作层成分的质量比例为:铜20~50%、锡5~20%、钴20~50%、锌5~20%、钨10~30%、碳0.5~20%;粉料混匀后烧结到650~850摄氏度时300MPA压制3~10分钟。所设计的胎体配方能够有效把持金刚石颗粒;高速磨削过程中胎体耐磨,损耗小,更好的发挥出磨削设备的高速使用效果。

一种加工金刚石磨轮的加工优化方法.pdf
本发明提供一种加工金刚石磨轮的加工优化方法,操作简单,能够对金刚石磨轮进行精修,包括以下步骤:步骤1:将金刚石磨轮原料混合坯送入烧结炉中进行烧结;步骤2;烧结完成后送入保温烘箱在保温加热3‑5小时;步骤3:将步骤2中的金刚石磨轮依次送入散热传送机构上进行预散热输送;步骤4:将步骤3中预散热后的金刚石磨轮送入冷却架组件进行散热;步骤5:将金刚石磨轮送入精修设备进行金刚石磨轮边沿精修处理;步骤6:检查入库。本发明能够对金刚石磨轮进行精修、散热,保证金刚石磨轮表面处理的精度,提高工作效率。

一种金刚石磨轮的配方.pdf
一种金属结合剂金刚石磨轮的配方,使用的金刚石磨轮胎体配方质量比例为:铜锡20合金粉20%~50%?钴粉10%~50%,锌粉5~30%,碳化钨粉5%~30%,锡粉5~30%。所设计的胎体配方能够有效把持金刚石颗粒;高速磨削过程中胎体耐磨,损耗小,更好的发挥出磨削设备的高速使用效果。
一种刚轮的生产加工方法.pdf
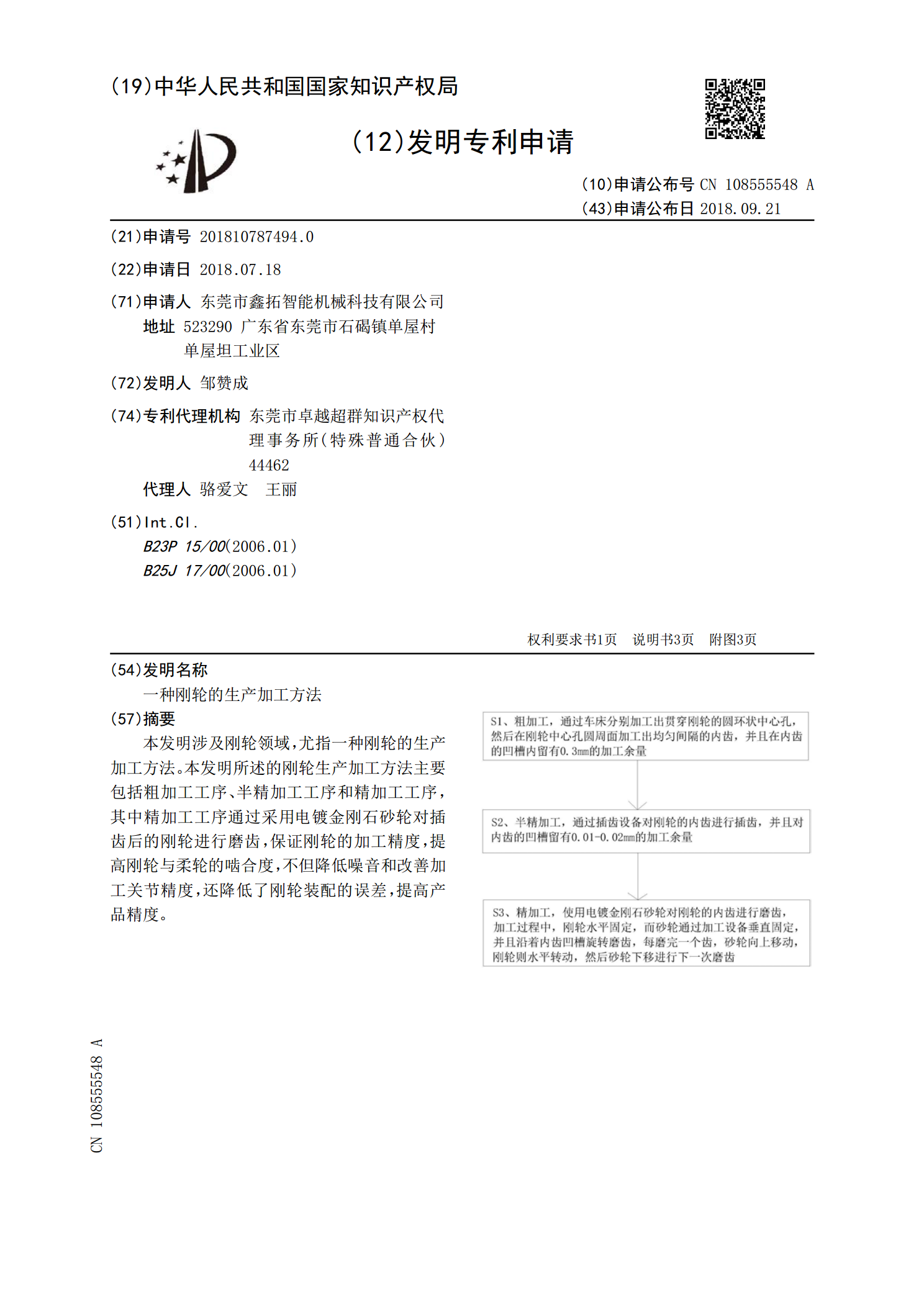
本发明涉及刚轮领域,尤指一种刚轮的生产加工方法。本发明所述的刚轮生产加工方法主要包括粗加工工序、半精加工工序和精加工工序,其中精加工工序通过采用电镀金刚石砂轮对插齿后的刚轮进行磨齿,保证刚轮的加工精度,提高刚轮与柔轮的啮合度,不但降低噪音和改善加工关节精度,还降低了刚轮装配的误差,提高产品精度。