
刚性芯保持结构.pdf

志玉****爱啊


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

刚性芯保持结构.pdf
本发明准确地和有效地在设备之间传送刚性芯。所采用的技术方案是:钢性芯可传送地保持在第一设备的保持轴与第二设备的保持轴之间。刚性芯装备有:芯主体,其包括在轮胎周向方向上分割的多个芯段;圆筒形芯,其插入到芯主体的中心孔中并且防止每个芯段朝向径向方向内侧的移动;以及一对侧板,其布置在芯主体的轴中心方向上的两侧并且防止每个芯段在轴中心方向上的移动。每个侧板设置有支撑轴,支撑轴在轴中心方向上向外突出,并且支撑轴和保持轴能够借助具有球锁机构的联接装置附接/分开。
刚性芯.pdf
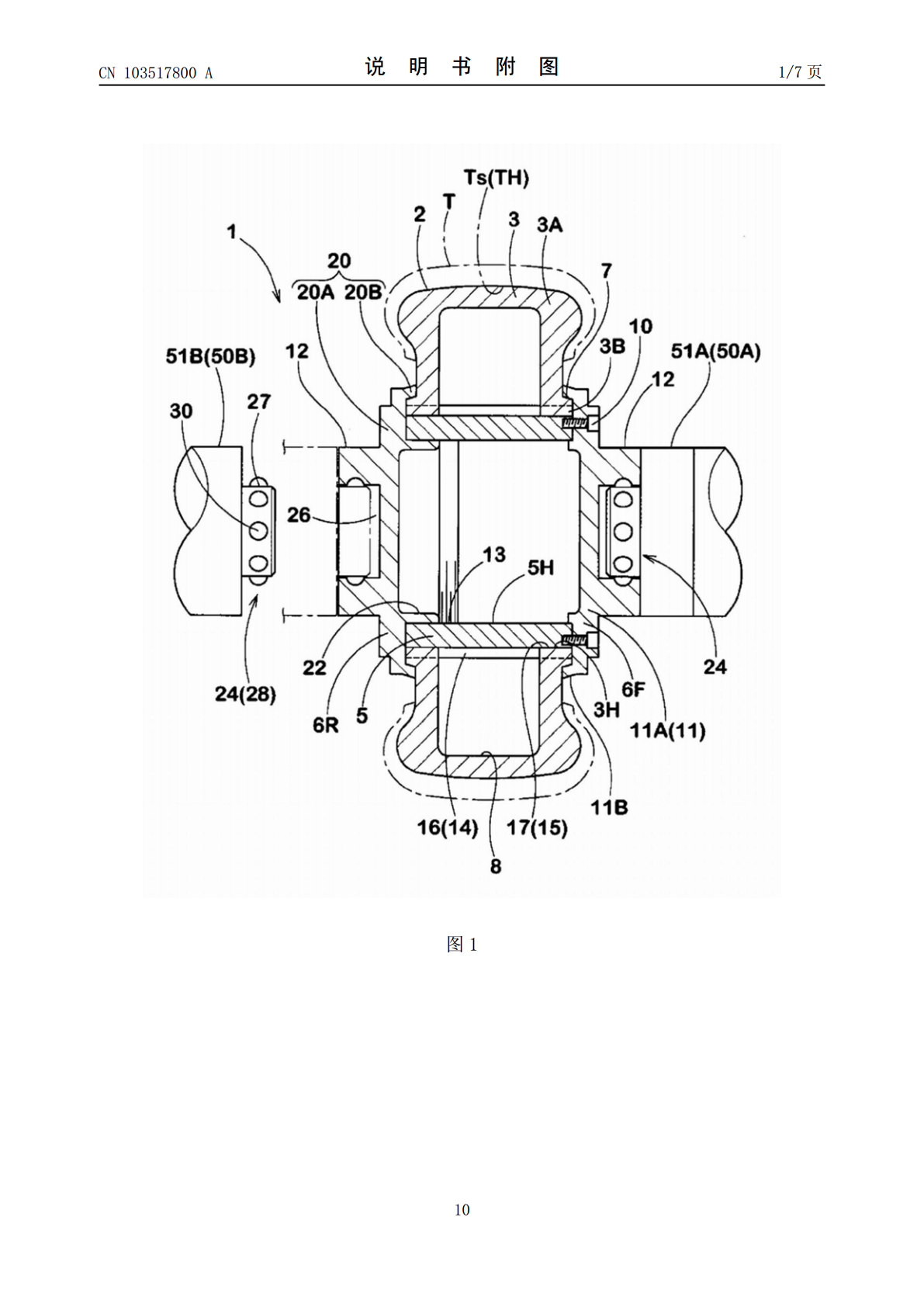
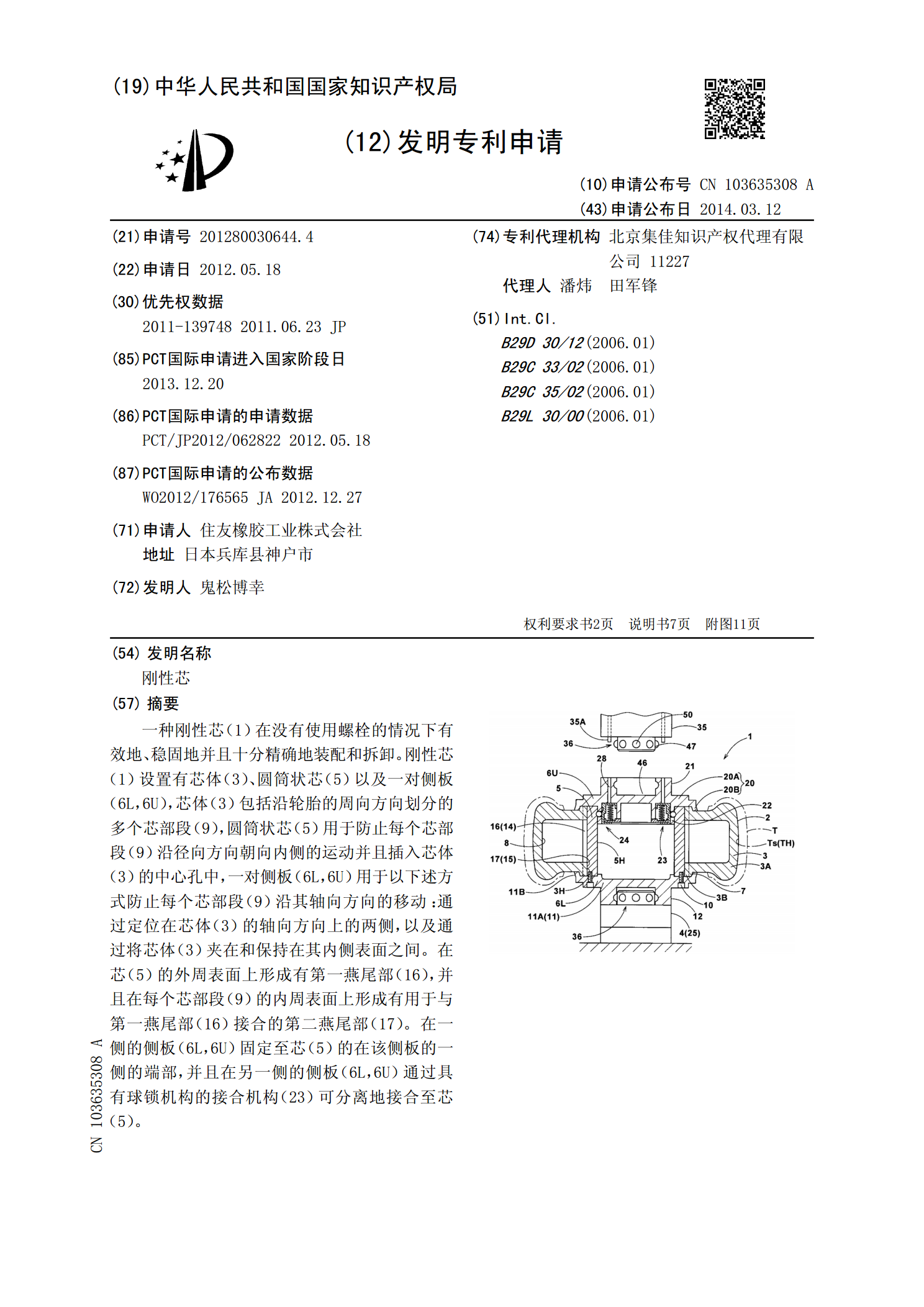
一种刚性芯(1)在没有使用螺栓的情况下有效地、稳固地并且十分精确地装配和拆卸。刚性芯(1)设置有芯体(3)、圆筒状芯(5)以及一对侧板(6L,6U),芯体(3)包括沿轮胎的周向方向划分的多个芯部段(9),圆筒状芯(5)用于防止每个芯部段(9)沿径向方向朝向内侧的运动并且插入芯体(3)的中心孔中,一对侧板(6L,6U)用于以下述方式防止每个芯部段(9)沿其轴向方向的移动:通过定位在芯体(3)的轴向方向上的两侧,以及通过将芯体(3)夹在和保持在其内侧表面之间。在芯(5)的外周表面上形成有第一燕尾部(16),并

刚性芯.pdf
利用芯主体(3)的内侧加热能够在确切地防止热流体泄漏的同时而进行。当插入模具中时,插入到刚性芯硫化模具的内部中的过程得以简化,并且使热流体连接至每个室(38)的任务不再必要。一种刚性芯设置有:芯主体(3),该芯主体包括沿轮胎的周向方向划分的多个芯节段(9);圆筒形芯(5),该圆筒形芯插入到芯主体(3)的中心孔(3H)中;以及一对侧壁本体(6L、6U),一对侧壁本体定位在芯主体(3)的沿轴向方向的两侧。第一燕尾部(16)形成在芯(5)的外周表面上,而第二燕尾部(17)形成在每个芯节段(9)的内周表面上。气密
刚性芯.pdf
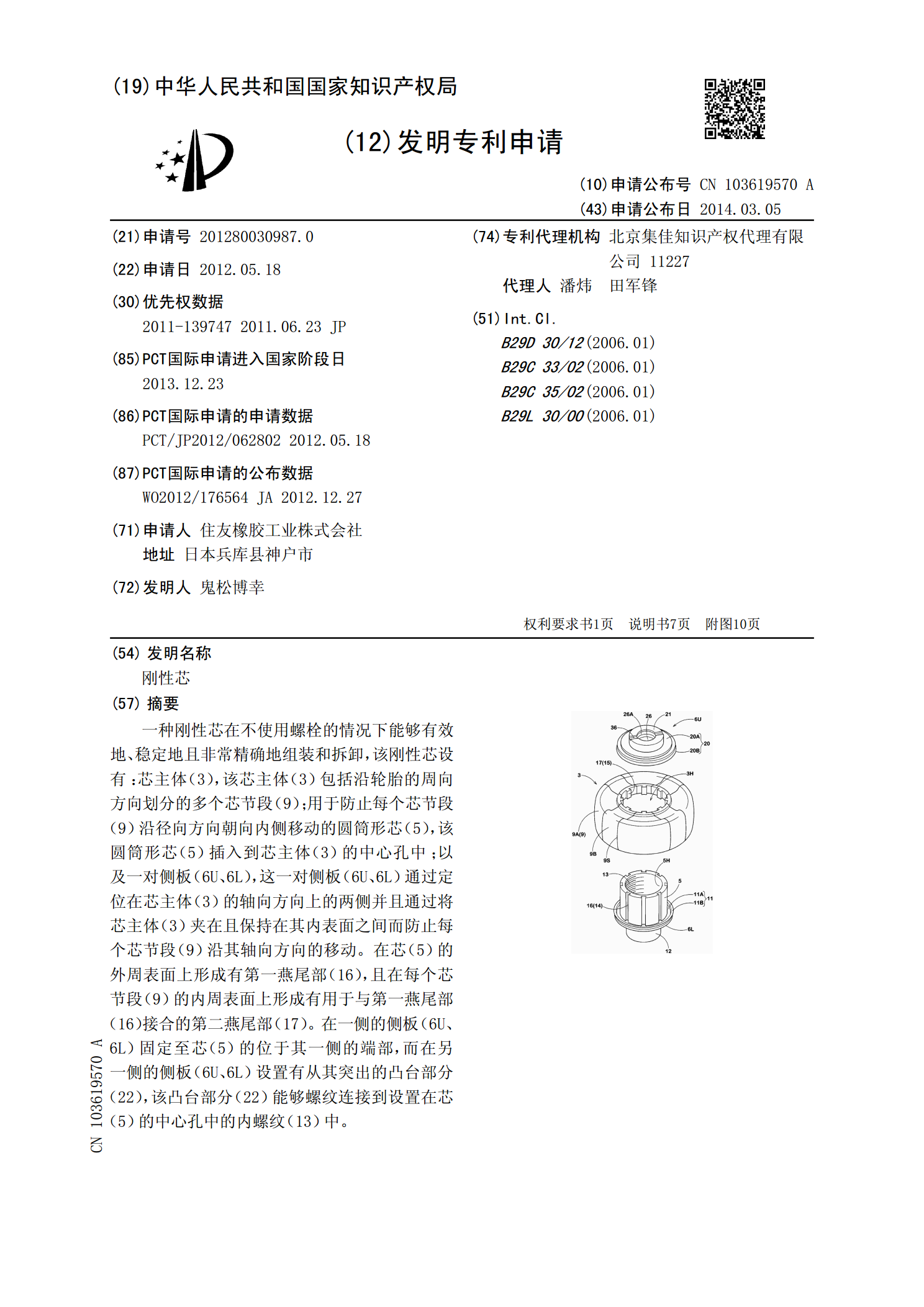
一种刚性芯在不使用螺栓的情况下能够有效地、稳定地且非常精确地组装和拆卸,该刚性芯设有:芯主体(3),该芯主体(3)包括沿轮胎的周向方向划分的多个芯节段(9);用于防止每个芯节段(9)沿径向方向朝向内侧移动的圆筒形芯(5),该圆筒形芯(5)插入到芯主体(3)的中心孔中;以及一对侧板(6U、6L),这一对侧板(6U、6L)通过定位在芯主体(3)的轴向方向上的两侧并且通过将芯主体(3)夹在且保持在其内表面之间而防止每个芯节段(9)沿其轴向方向的移动。在芯(5)的外周表面上形成有第一燕尾部(16),且在每个芯节段

一种轻质刚性芯膜夹层结构.pdf
本发明涉及一种轻质刚性芯膜夹层结构,所述夹层结构由内面板、轻质刚性芯膜夹层和外面板组成;内面板和外面板均为纤维预浸料固化后形成,轻质刚性芯膜夹层由空心玻璃微珠与树脂混合物固化后形成。本发明在成型时,仅需要一次固化成型,成型工艺简单;在安装使用时,本发明可直接制孔后用连接件连接,避免了增加内埋衬套或额外的层压板作为垫层;综合以上几点,本发明相比传统加筋层压板和夹层结构具有更短的制造周期,更低的制造成本和更好的装配性能。