
一种发泡用模具及发泡复合成型的方法.pdf

是你****晨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种发泡用模具及发泡复合成型的方法.pdf
本发明公开了一种发泡用模具及发泡复合成型的方法,该模具包括:上模和下模;上模包括:上模板、活动板、气缸和注料孔,活动板上设有多根插针,插针根据产品图案而分布在活动板的板面上,且彼此相隔设定距离;上模板上设有与插针一一对应、并相互插接的插孔;下模与上模相对设置,其设有下模板,上模板或/和下模板上设有用于成型产品的成型腔,合模后,成型腔的轮廓与产品外形一致;活动板在气缸带动下使插针沿插孔移动,且当上模板与活动板贴紧时,插针伸入到成型产品的成型腔中。本发明的发泡用模具和发泡复合成型的方法能够一次性成型出具有不同

一种发泡用模具及发泡复合成型的方法.pdf
本发明公开了一种发泡用模具,包括上模座和下模座,所述上模座和所述下模座之间设有液压杆及活塞杆,所述上模座下方设置有连接模板,所述连接模板下方设置有模具冲头,所述模具冲头上连接有上模具,所述模具冲头中心部设置有空心弹料装置,所述空心弹料装置上设置有注料孔,所述上模具两侧设置有预热腔,所述上模具底端面设置有配合使用的出料阀门;所述下模座上设置有支撑架,所述支撑架上设置有配合使用的下模具,所述下模具上设置有成型腔,所述下模具内部设置有配合使用的冷流道,所述下模具底端面设置有出模阀门。本发明解决了现有技术中发泡成
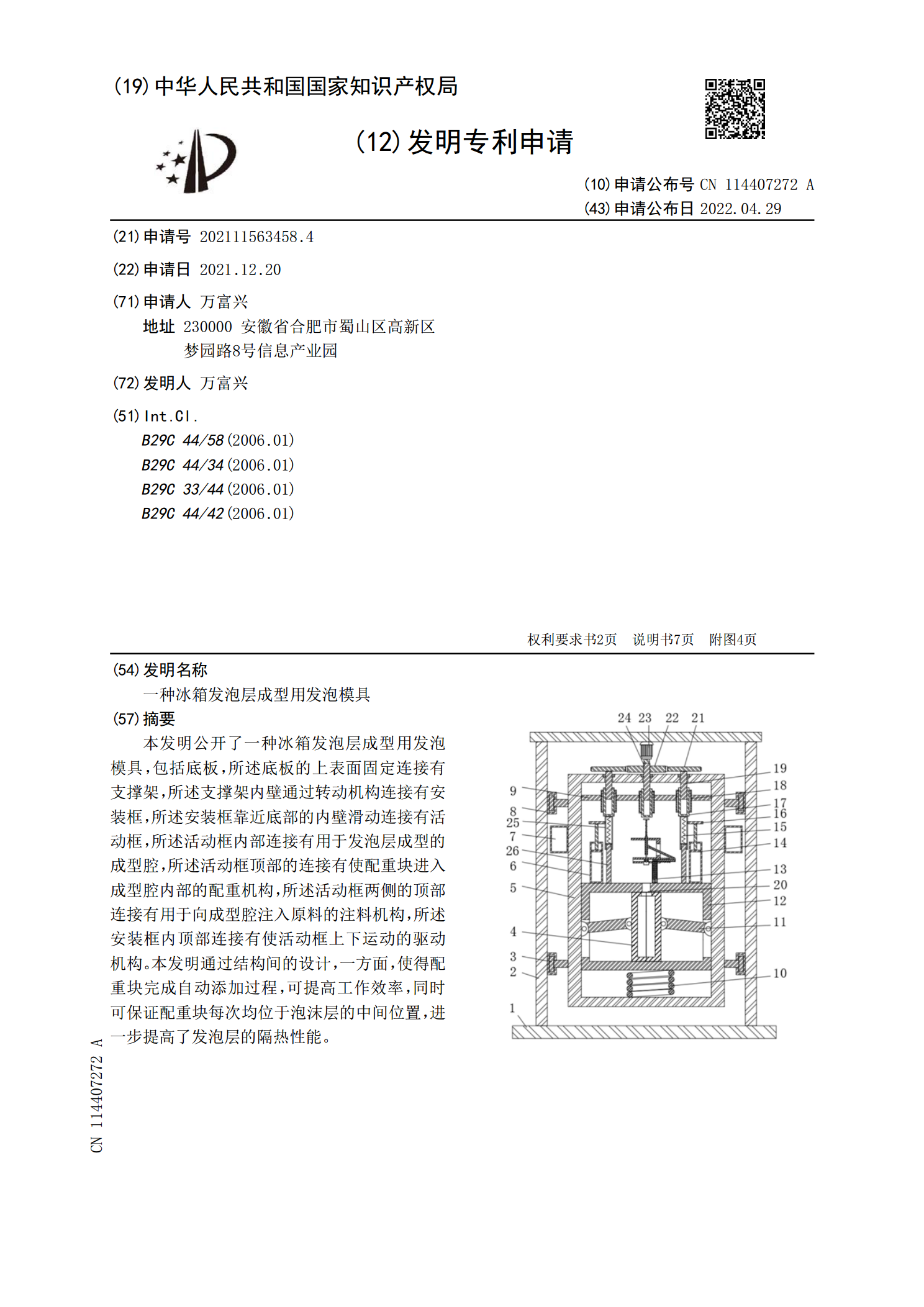
一种冰箱发泡层成型用发泡模具.pdf
本发明公开了一种冰箱发泡层成型用发泡模具,包括底板,所述底板的上表面固定连接有支撑架,所述支撑架内壁通过转动机构连接有安装框,所述安装框靠近底部的内壁滑动连接有活动框,所述活动框内部连接有用于发泡层成型的成型腔,所述活动框顶部的连接有使配重块进入成型腔内部的配重机构,所述活动框两侧的顶部连接有用于向成型腔注入原料的注料机构,所述安装框内顶部连接有使活动框上下运动的驱动机构。本发明通过结构间的设计,一方面,使得配重块完成自动添加过程,可提高工作效率,同时可保证配重块每次均位于泡沫层的中间位置,进一步提高了发
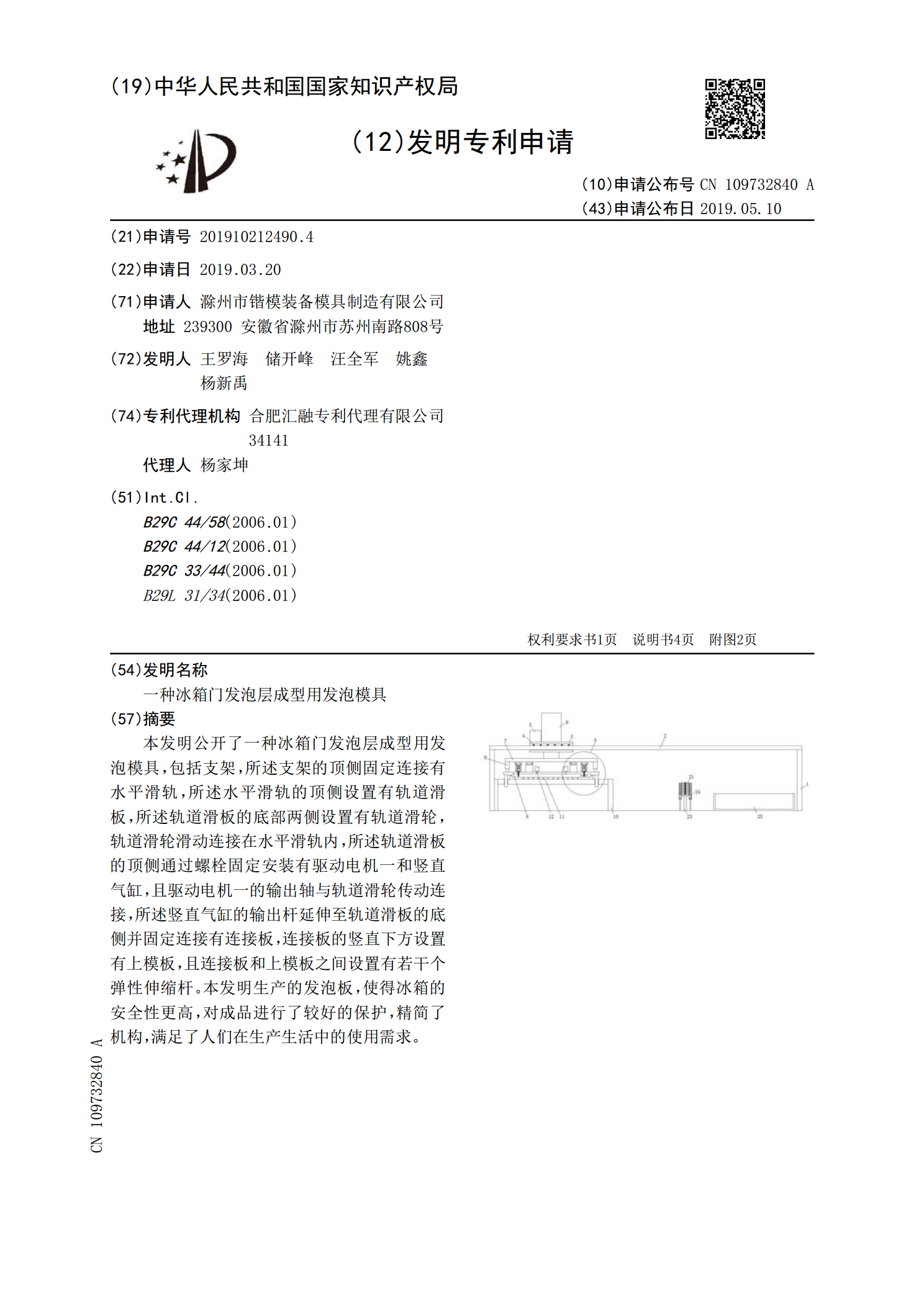
一种冰箱门发泡层成型用发泡模具.pdf
本发明公开了一种冰箱门发泡层成型用发泡模具,包括支架,所述支架的顶侧固定连接有水平滑轨,所述水平滑轨的顶侧设置有轨道滑板,所述轨道滑板的底部两侧设置有轨道滑轮,轨道滑轮滑动连接在水平滑轨内,所述轨道滑板的顶侧通过螺栓固定安装有驱动电机一和竖直气缸,且驱动电机一的输出轴与轨道滑轮传动连接,所述竖直气缸的输出杆延伸至轨道滑板的底侧并固定连接有连接板,连接板的竖直下方设置有上模板,且连接板和上模板之间设置有若干个弹性伸缩杆。本发明生产的发泡板,使得冰箱的安全性更高,对成品进行了较好的保护,精简了机构,满足了人们

发泡树脂成型方法和发泡树脂成型模具.pdf
通过由仅对防止强度下降部分的轮廓部局部冷却从而使发泡气泡在生长前被固化并形成流动壁后,通过将栓(107)等挤入轮廓内的熔融树脂部并缩小腔室(3)的容积,发泡气泡的大小变小,或者通过由使发泡气体吸收到树脂内来减少发泡气体的体积,从而抑制强度下降。