
旋压装置以及旋压方法.pdf

Ja****23

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
旋压装置以及旋压方法.pdf
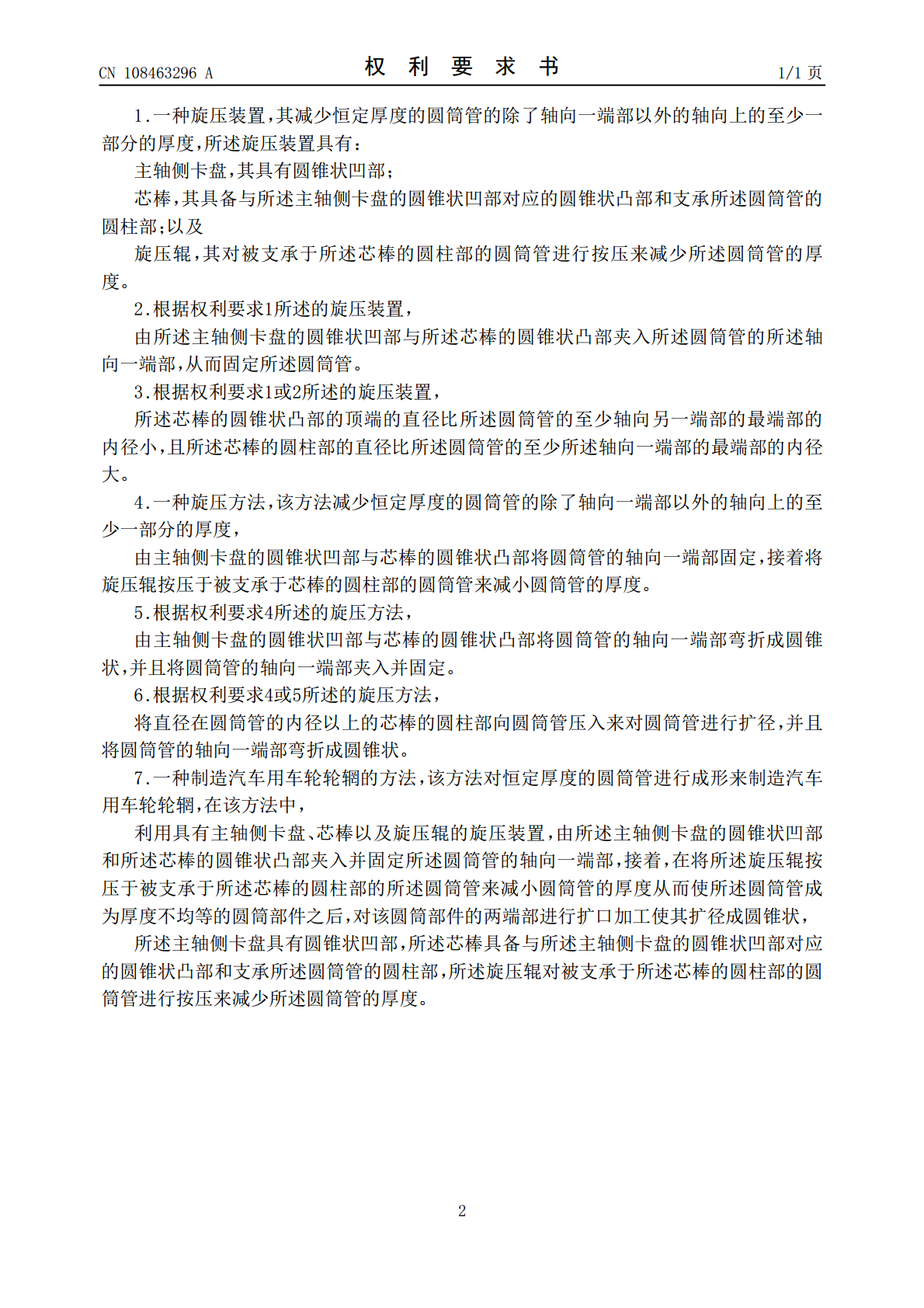
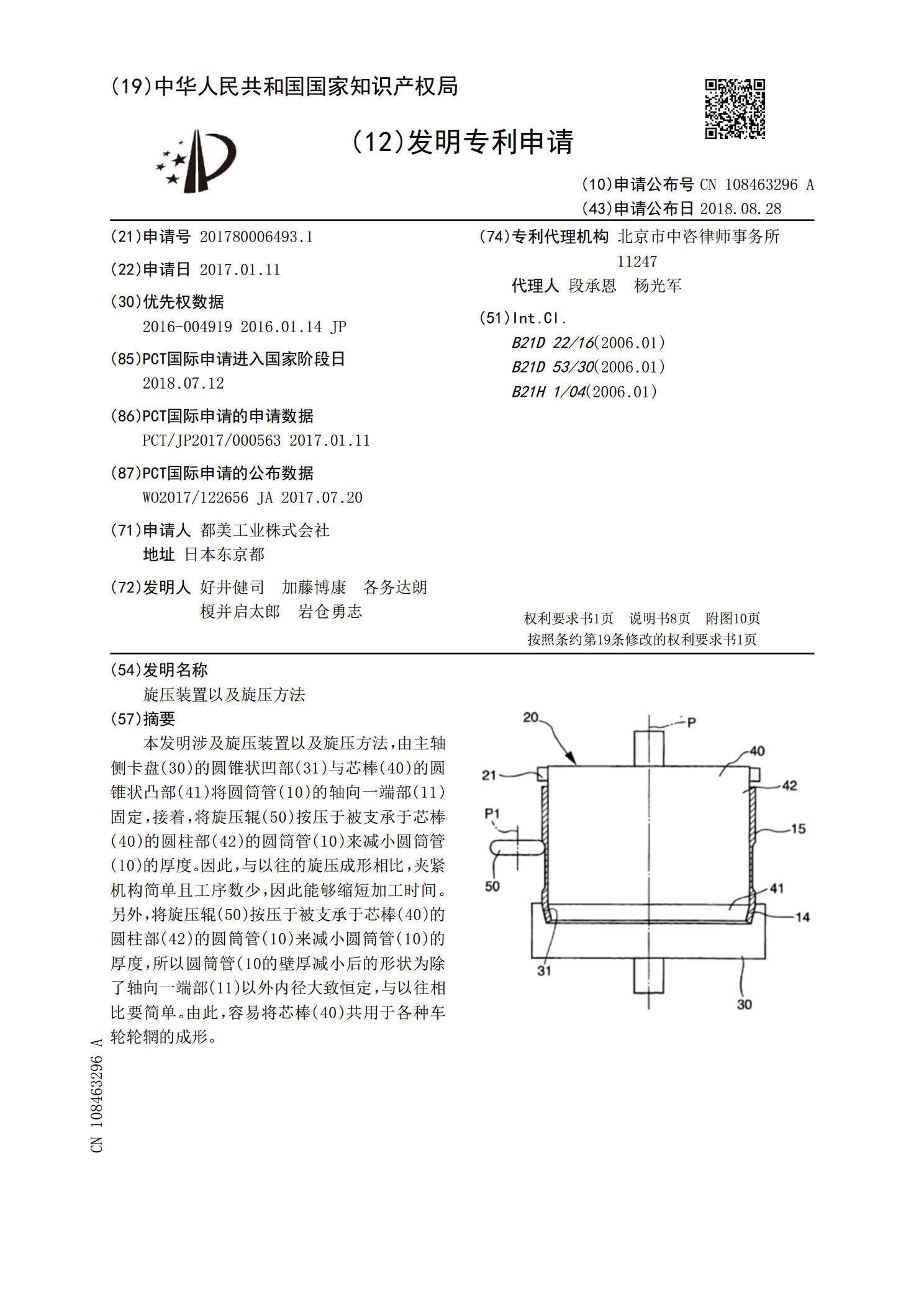
本发明涉及旋压装置以及旋压方法,由主轴侧卡盘(30)的圆锥状凹部(31)与芯棒(40)的圆锥状凸部(41)将圆筒管(10)的轴向一端部(11)固定,接着,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度。因此,与以往的旋压成形相比,夹紧机构简单且工序数少,因此能够缩短加工时间。另外,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度,所以圆筒管(10的壁厚减小后的形状为除了轴向一端部(11)以外内径大致恒

旋压装置.pdf
本发明公开了一种旋压装置,包括床身、主轴箱、尾座、三旋轮刚性同步装置及控制箱,所述床身两端分别固定有主轴箱及尾座,所述主轴箱与尾座之间通过主轴连接,所述主轴上设置有可沿主轴左右移动的三旋轮刚性同步装置,所述尾座内设置有油缸,所述油缸与三旋轮刚性同步装置连接,所述控制箱与油缸连接。该旋压装置采用三旋轮刚性同步,结构简单新颖,便于控制,工作状态稳定,采用电液伺服、微机闭环控制系统,控制准确、灵活、操作方便,自动化程度高,成型性好,成品率高,改善了枪管的表面质量,机械性能得到较大的提高,可节约近55%的原材料,
车轮、轮辋旋辊压工艺及旋压装置.pdf
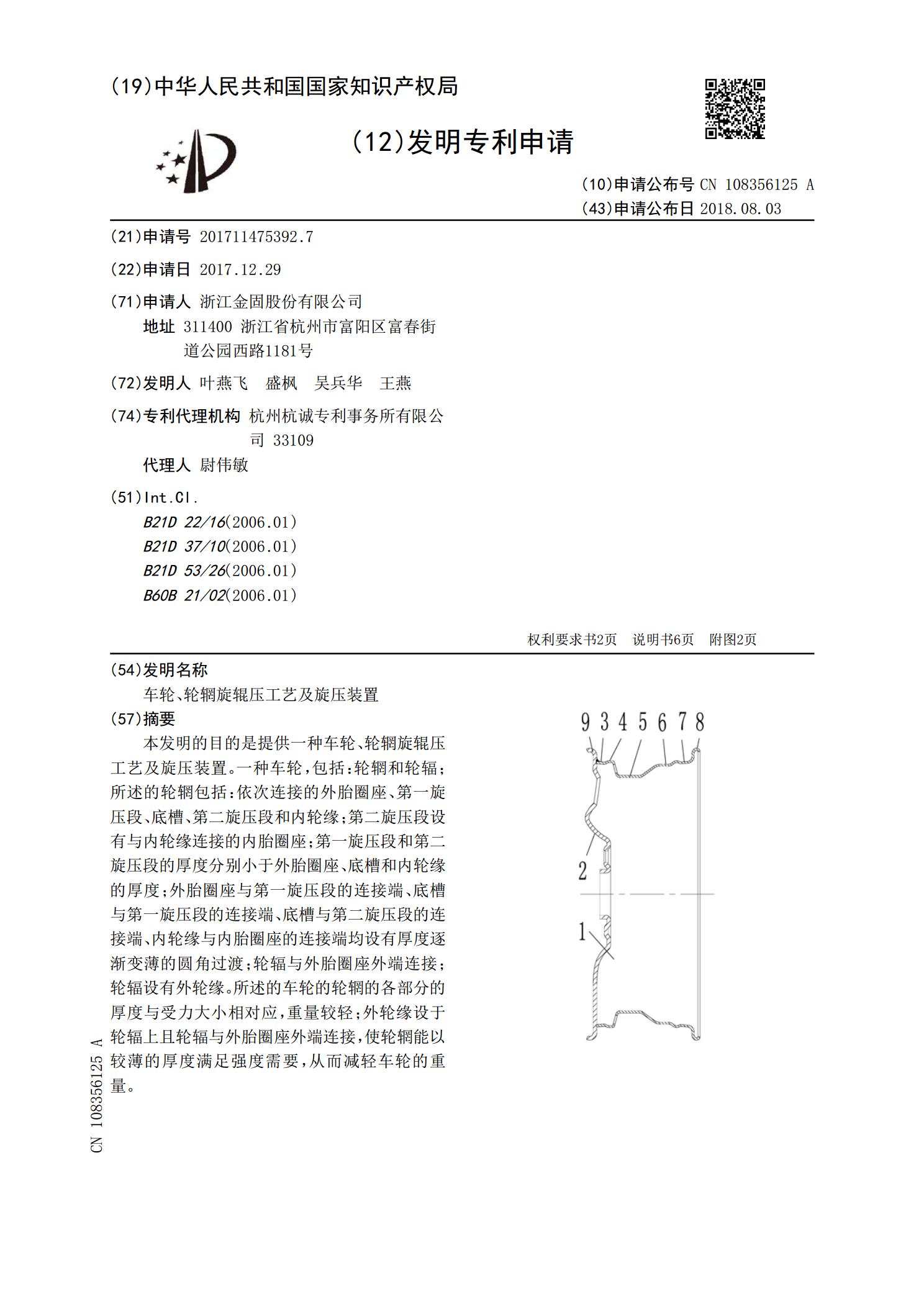
本发明的目的是提供一种车轮、轮辋旋辊压工艺及旋压装置。一种车轮,包括:轮辋和轮辐;所述的轮辋包括:依次连接的外胎圈座、第一旋压段、底槽、第二旋压段和内轮缘;第二旋压段设有与内轮缘连接的内胎圈座;第一旋压段和第二旋压段的厚度分别小于外胎圈座、底槽和内轮缘的厚度;外胎圈座与第一旋压段的连接端、底槽与第一旋压段的连接端、底槽与第二旋压段的连接端、内轮缘与内胎圈座的连接端均设有厚度逐渐变薄的圆角过渡;轮辐与外胎圈座外端连接;轮辐设有外轮缘。所述的车轮的轮辋的各部分的厚度与受力大小相对应,重量较轻;外轮缘设于轮辐上
一种旋压成形加热装置及旋压成形测温方法.pdf
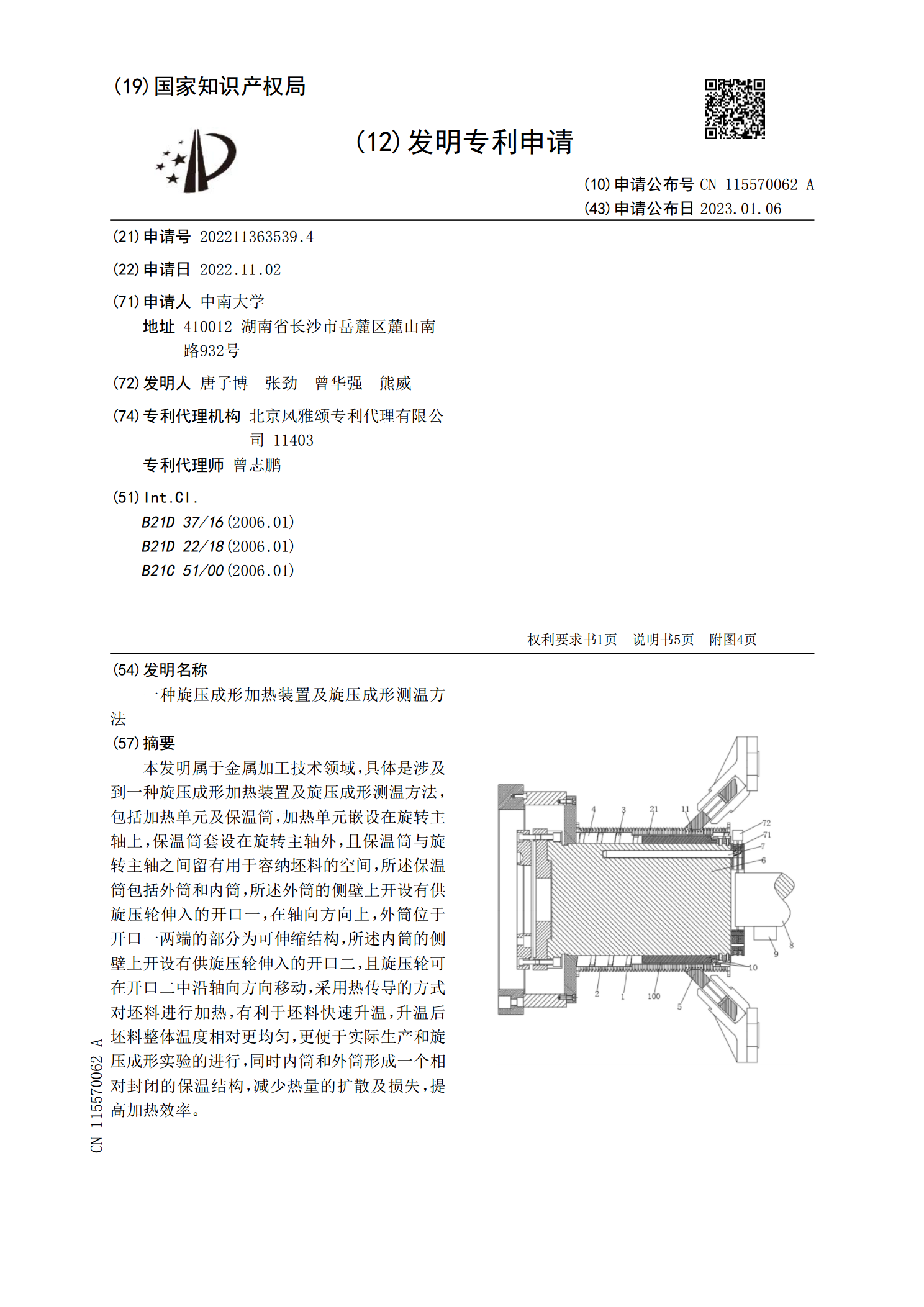
本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动,采用热传导的方式对坯料进行加热,有利于坯料快速升温,升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验
一种旋压成形加工装置及旋压成形方法.pdf
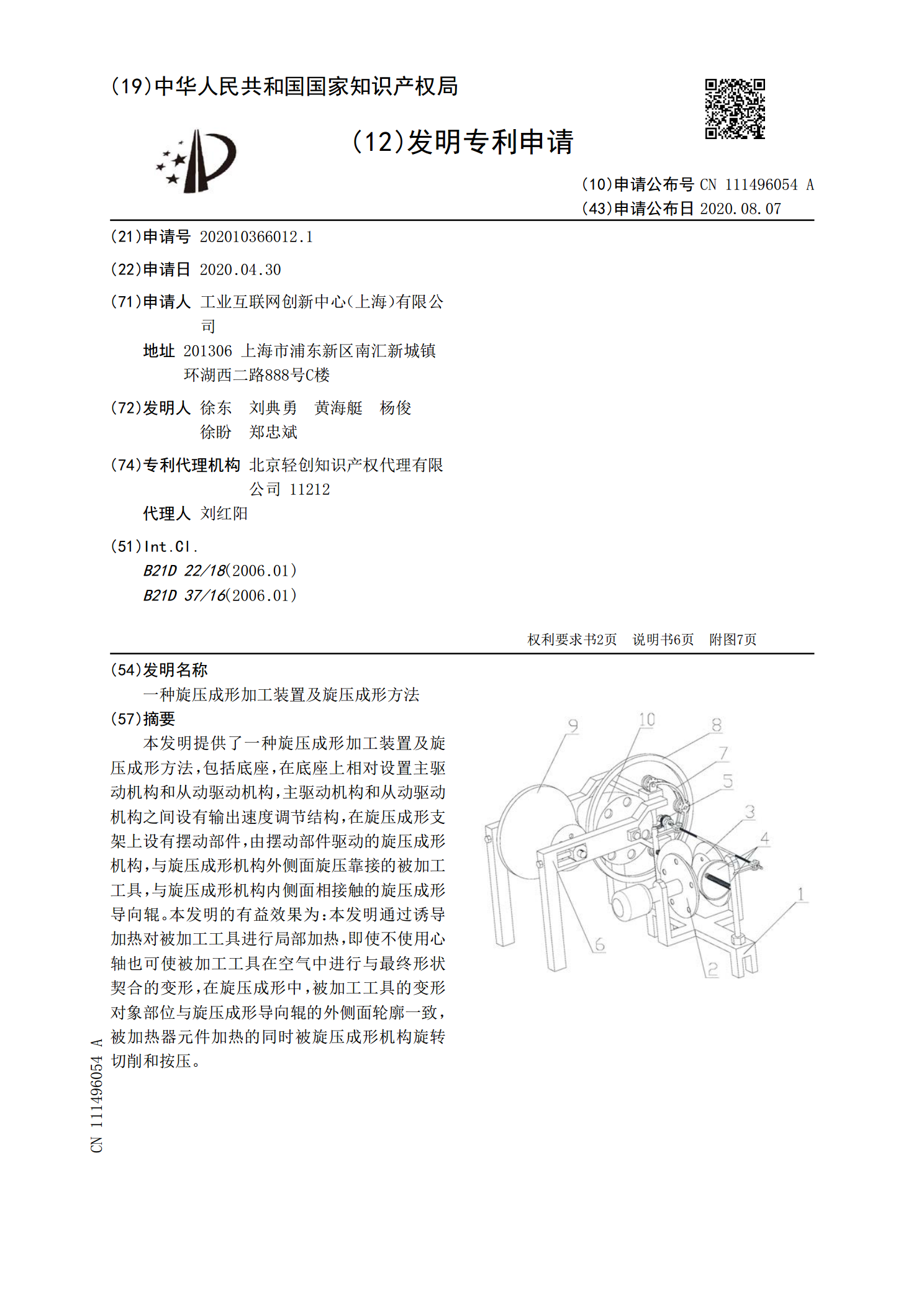
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加