
装配自动化制孔精准定位方法.pdf

书生****写意


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

装配自动化制孔精准定位方法.pdf
本发明公开了一种装配自动化制孔精准定位方法,以五轴加工机床与激光跟踪仪组建制孔系统,将产品在装配型架上安装达到稳定制孔状态后,一同移至五轴加工中心并固定,利用激光跟踪仪通过装配型架的基准点建立坐标系,扫描产品外形轮廓,经逆向将扫描得到点云生成实体数模,通过测量软件,在所述实体数模表面自动生成空间上与产品外形轮廓理论点3D空间最近的孔位,以此孔位作为五轴加工制孔的依据。本发明的优点是提高了加工精度,省去了制孔过程中的复杂运算、反复校准,保证制孔的位置度、法相垂直度、锪窝深度的精度优于自动化制孔规范要求;无需
一种飞机结构装配的制孔装置及其制孔方法.pdf
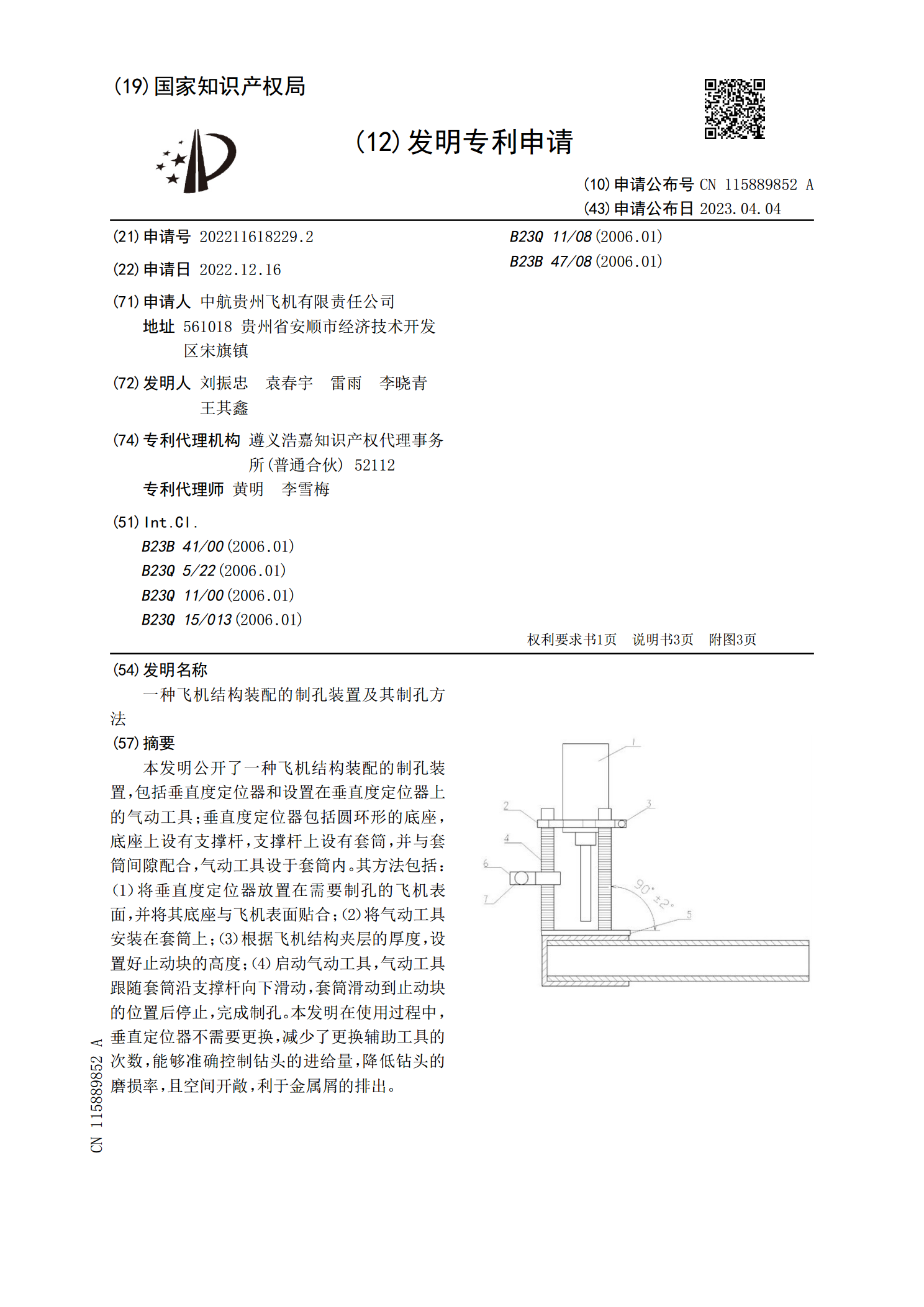
本发明公开了一种飞机结构装配的制孔装置,包括垂直度定位器和设置在垂直度定位器上的气动工具;垂直度定位器包括圆环形的底座,底座上设有支撑杆,支撑杆上设有套筒,并与套筒间隙配合,气动工具设于套筒内。其方法包括:(1)将垂直度定位器放置在需要制孔的飞机表面,并将其底座与飞机表面贴合;(2)将气动工具安装在套筒上;(3)根据飞机结构夹层的厚度,设置好止动块的高度;(4)启动气动工具,气动工具跟随套筒沿支撑杆向下滑动,套筒滑动到止动块的位置后停止,完成制孔。本发明在使用过程中,垂直定位器不需要更换,减少了更换辅助工
基于冗余基准孔的轻型移动制孔系统定位方法.pptx
,CONTENTS01.冗余基准孔的概念轻型移动制孔系统的定义定位方法的原理02.基准孔的布局基准孔的精度要求基准孔的制作工艺03.制孔系统的组成制孔系统的功能模块制孔系统的操作流程04.定位方法的坐标系建立定位算法的数学模型定位算法的实现过程05.实验环境与设备实验过程与数据采集实验结果分析06.定位方法的优势分析定位方法的应用场景定位方法的发展前景感谢您的观看!

面向飞机自动化装配的单向压紧制孔毛刺控制技术.docx
面向飞机自动化装配的单向压紧制孔毛刺控制技术面向飞机自动化装配的单向压紧制孔毛刺控制技术随着航空工业的持续发展,飞机自动化装配已成为提高生产效率、降低成本、提高飞行安全的必要手段之一。而在飞机装配中,制孔与螺栓组装是必不可少的步骤,在制孔过程中,毛刺的产生不仅会影响飞行性能,还可能威胁机组人员的安全。因此,如何控制制孔毛刺的产生成为研究的热点。本文将就面向飞机自动化装配的单向压紧制孔毛刺控制技术进行讨论。一、制孔毛刺的产生原因制孔毛刺是制孔过程中不可避免的产物,其产生主要是由于以下三个原因:1.材料拉伸形
一种蒙皮零件装配定位孔孔位检测方法.pdf
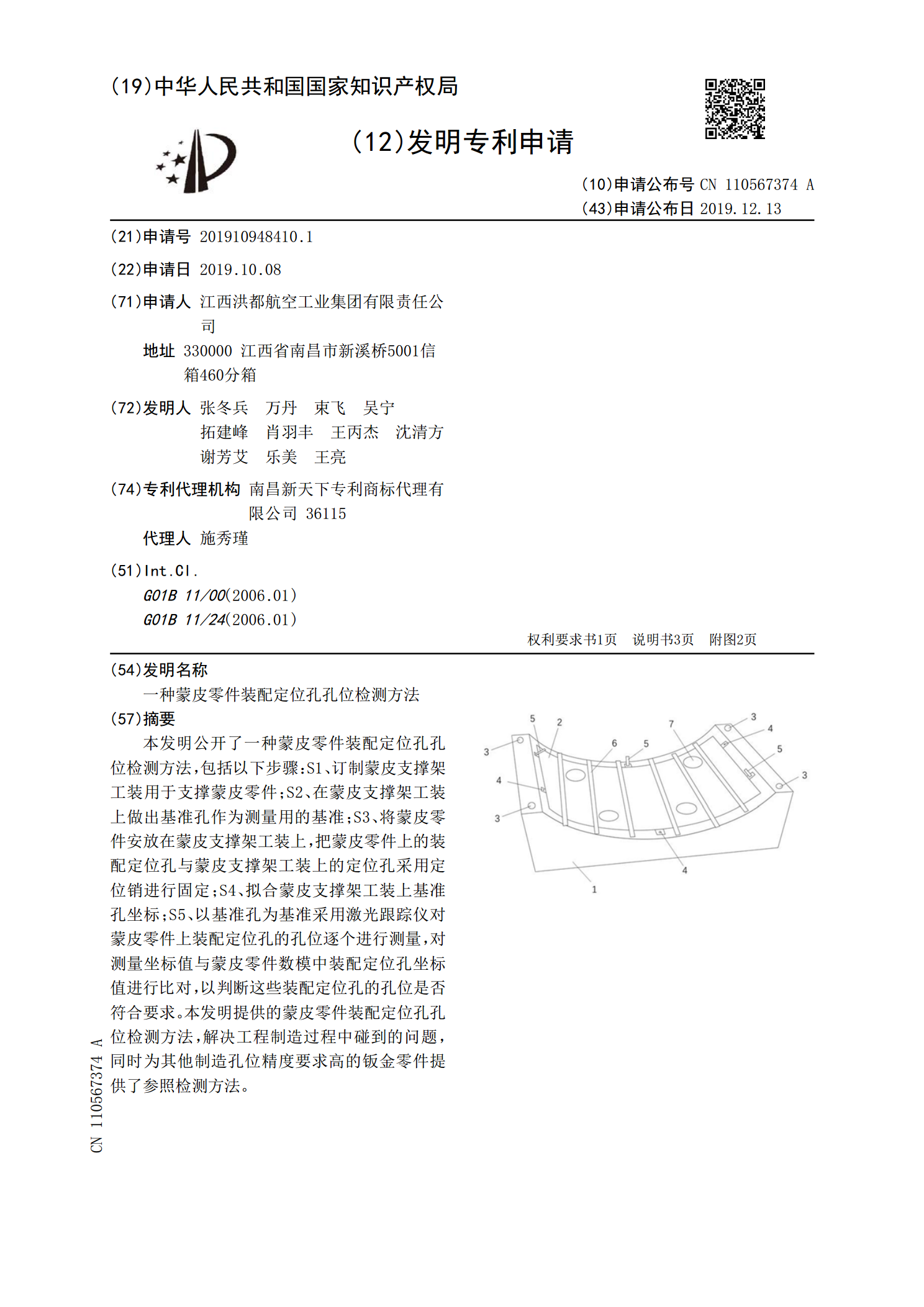
本发明公开了一种蒙皮零件装配定位孔孔位检测方法,包括以下步骤:S1、订制蒙皮支撑架工装用于支撑蒙皮零件;S2、在蒙皮支撑架工装上做出基准孔作为测量用的基准;S3、将蒙皮零件安放在蒙皮支撑架工装上,把蒙皮零件上的装配定位孔与蒙皮支撑架工装上的定位孔采用定位销进行固定;S4、拟合蒙皮支撑架工装上基准孔坐标;S5、以基准孔为基准采用激光跟踪仪对蒙皮零件上装配定位孔的孔位逐个进行测量,对测量坐标值与蒙皮零件数模中装配定位孔坐标值进行比对,以判断这些装配定位孔的孔位是否符合要求。本发明提供的蒙皮零件装配定位孔孔位检