
一种凸轮轴表面激光加工方法.pdf

志玉****爱啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种凸轮轴表面激光加工方法.pdf
本发明为一种凸轮轴表面激光加工方法。本发明利用聚焦激光束具有等效加工深度的特性,将凸轮的非圆异形轮廓曲线转化为若干同心圆弧的组合,对转化轮廓的激光加工与对原有凸轮轮廓的激光加工具有等同效果。本发明最终的有益效果是,将凸轮轴表面激光加工设备轴数(自由度)要求由四轴降低至三轴,且能够对凸轮轴任意位置加工,使得装置的复杂性、制造成本和编程难度大大降低。本专利方法尤其适用于对激光入射角度、加工质量一致性要求高的激光加工工艺。
一种透明材料表面激光加工辅助对焦方法.pdf
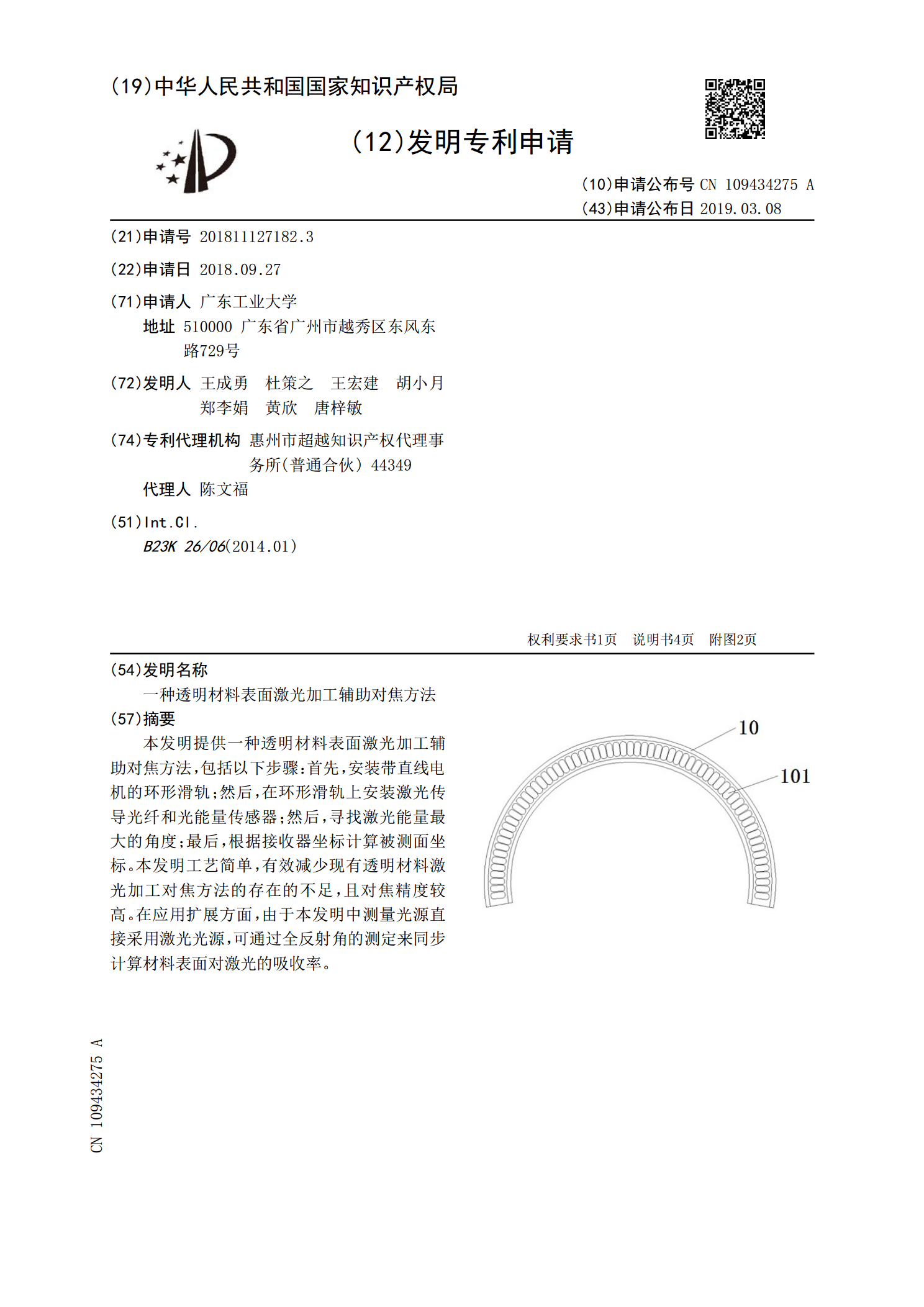
本发明提供一种透明材料表面激光加工辅助对焦方法,包括以下步骤:首先,安装带直线电机的环形滑轨;然后,在环形滑轨上安装激光传导光纤和光能量传感器;然后,寻找激光能量最大的角度;最后,根据接收器坐标计算被测面坐标。本发明工艺简单,有效减少现有透明材料激光加工对焦方法的存在的不足,且对焦精度较高。在应用扩展方面,由于本发明中测量光源直接采用激光光源,可通过全反射角的测定来同步计算材料表面对激光的吸收率。
一种用于凸轮轴加工的双面激光焊接机及加工方法.pdf
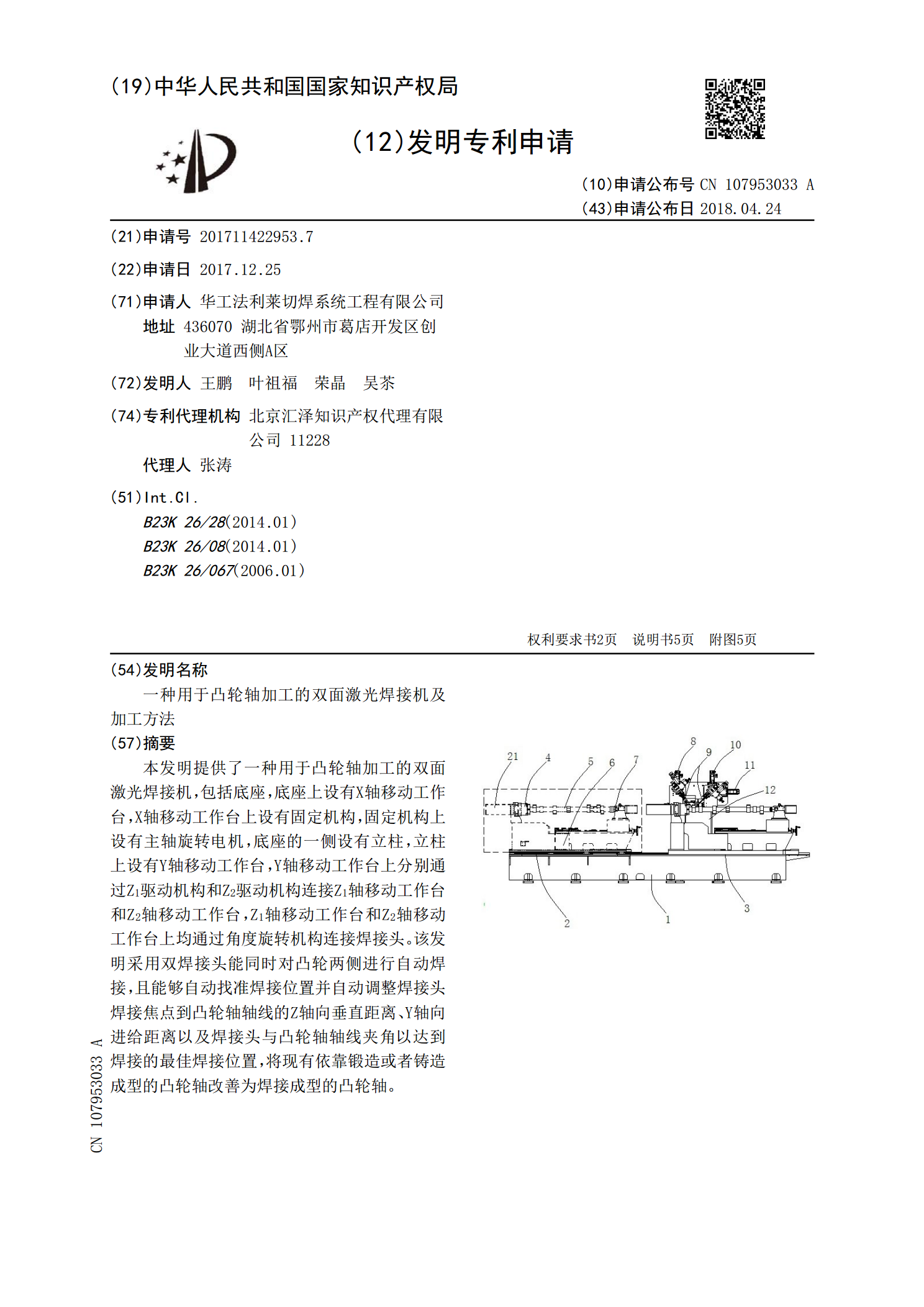
本发明提供了一种用于凸轮轴加工的双面激光焊接机,包括底座,底座上设有X轴移动工作台,X轴移动工作台上设有固定机构,固定机构上设有主轴旋转电机,底座的一侧设有立柱,立柱上设有Y轴移动工作台,Y轴移动工作台上分别通过Z

一种封装基板表面平底盲孔的激光加工方法.pdf
一种封装基板表面平底盲孔的激光加工方法,先搭建激光加工系统,然后将封装基板清洗,吹干后固定在移动加工平台的加工工位上,调节移动加工平台的高度,使激光聚焦于封装基板上表面;然后通过计算机控制短脉冲激光器的通断,并设置短脉冲激光器的激光加工参数;再通过计算机绘制激光加工路径,并设置路径轨迹参数;然后通过计算机控制短脉冲激光器输出激光,利用扫描振镜控制激光沿设定路径在封装基板上进行盲孔加工;盲孔加工完成后,取下封装基板,超声清洗得到封装基板加工成品;本发明利用优化激光加工路径,加工的盲孔底部平整光滑,底部边缘轮

一种凸轮轴加工方法.pdf
本发明凸轮轴加工方法涉及机械加工领域,具体涉及凸轮轴加工方法,包括以下步骤:下料,毛坯材料为45钢,硬度HBS为207‑241HBS;热处理,正火;粗车直径79mm的端面、外圆直径79mm、直径93.5mm孔,钻中心孔,以两叉耳的外轮廓及136mm的两端面为粗基准,选用CA6140卧式车床进行粗加工;粗铣直径43mm两个孔的端面,选用X63卧式铣床进行粗铣加工;粗镗孔直径43mm,选用T740型卧式金刚镗床加工;半精车、精车外圆直径79mm、直径93.5mm孔,锐角倒棱,选用CA6140车床上进行加工;半