
小轴类零件提升输送装置.pdf

玉军****la


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
小轴类零件提升输送装置.pdf
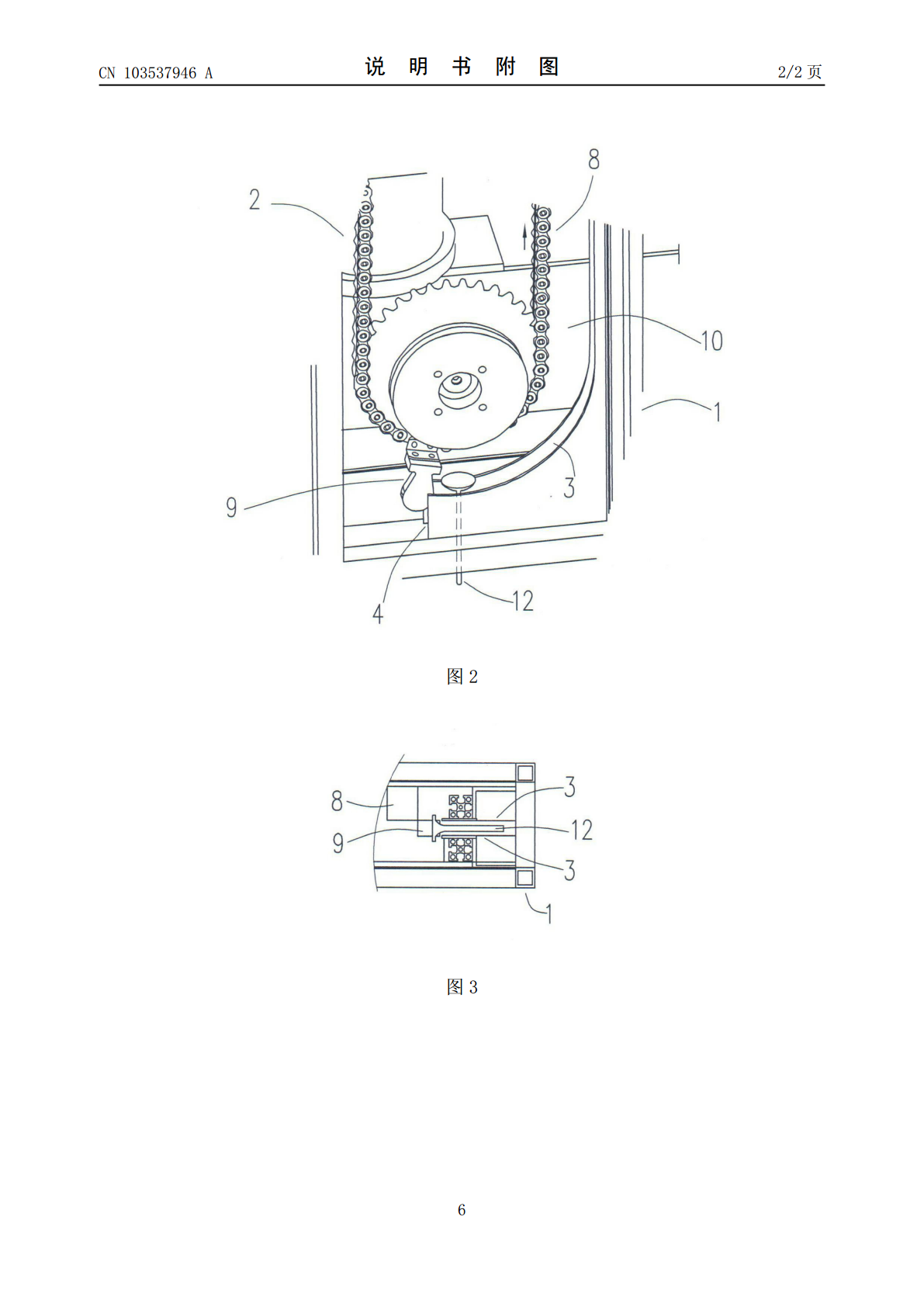
一种小轴类零件提升输送装置,其特征在于包括机架、链条机构和导向槽,所述链条机构包括第一链轮、第二链轮、链条,第一链轮设于机架下侧,第二链轮设于机架上侧,所述链条上设有与导向槽相配的推头,所述链条包括上行端和下行端,所述导向槽设于所述上行端相邻的机架上,链条机构运转时,推头可推动小轴类零件沿导向槽由机架底部的入口端上升至机架上部的出口端。本发明结构简单,可实现小轴类零件在不同加工设备之间自动提升输送,工作效率高。

能调节输送速度的轴类零件校直装置.pdf
本发明公开了一种能调节输送速度的轴类零件校直装置,机身包括下机身,下机身的前部设置上机身,变速箱内设有两个转动输出轴;上机身左端设置固定主轴座,固定主轴座右侧的上机身上设置滑动轨,在滑动轨和固定主轴座之间的上机身上设置轮轴托板,活动主轴座滑动连接在滑动轨上,液压缸的活塞杆与活动主轴座相连;固定主轴座和活动主轴座的内侧面安装调节板,调节板上安装主轴,调节板从前到后逐渐向下倾斜,固定主轴座和活动主轴座上的主轴上分别套装滚轮,其中一个滚轮外设置环形凹面,另一个滚轮设置环形凸面;固定主轴座和活动主轴座的主轴通过万

轴类零件校直装置.pdf
本发明公开了一种轴类零件校直装置,机身包括下机身,下机身的前部设置上机身,变速箱内设有两个转动输出轴;上机身左端设置固定主轴座,固定主轴座右侧的上机身上设置滑动轨,在滑动轨和固定主轴座之间的上机身上设置轮轴托板,活动主轴座滑动连接在滑动轨上,液压缸的活塞杆与活动主轴座相连;固定主轴座和活动主轴座的内侧面上分别一前一后设置主轴安装座,固定主轴座和活动主轴座前后侧的主轴安装座上分别安装主轴,主轴从前到后逐渐向下倾斜,固定主轴座和活动主轴座上的主轴上分别套装滚轮,其中一个滚轮外设置环形凹面,另一个滚轮设置环形凸
轴类零件直径检测装置.pdf
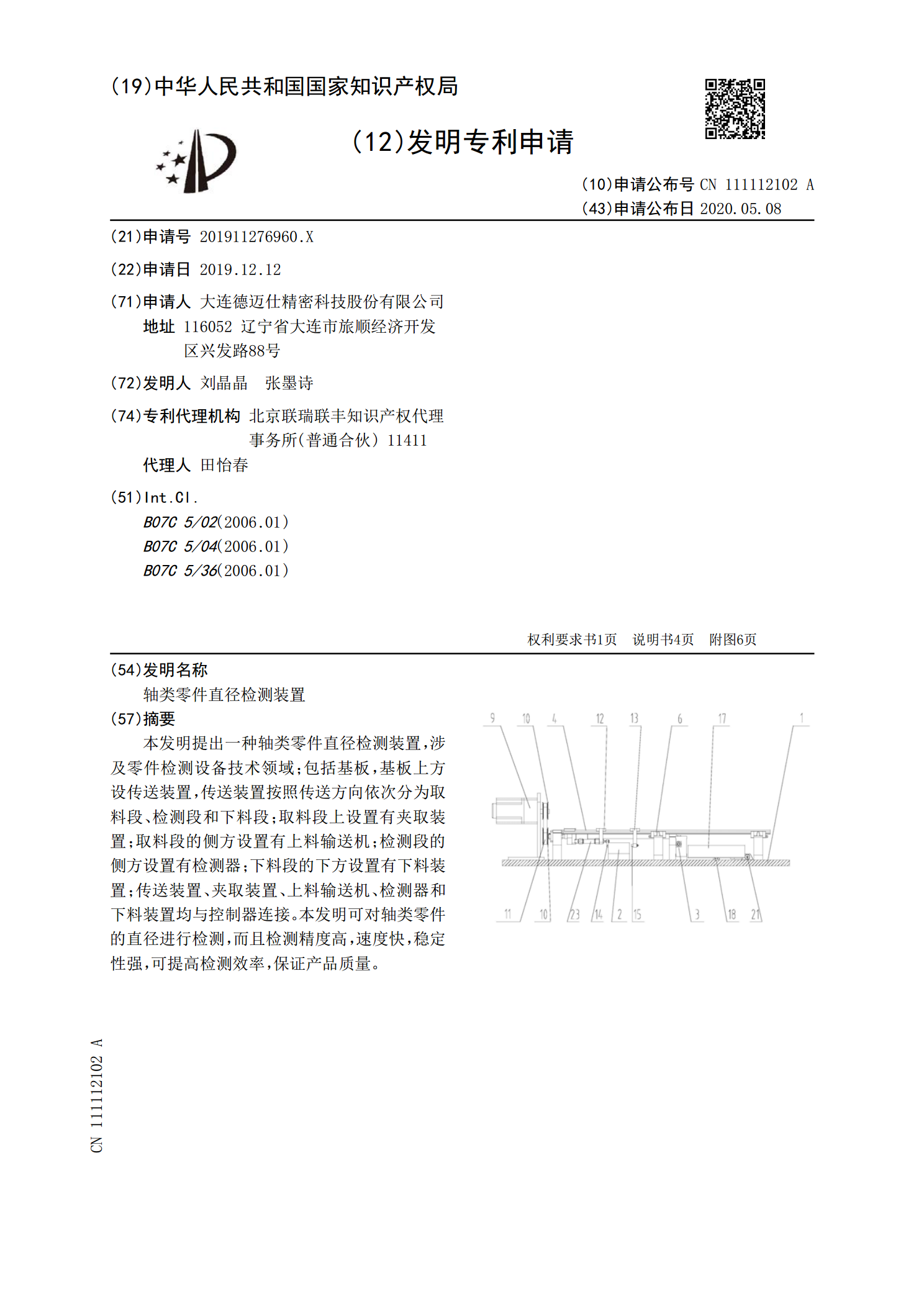
本发明提出一种轴类零件直径检测装置,涉及零件检测设备技术领域;包括基板,基板上方设传送装置,传送装置按照传送方向依次分为取料段、检测段和下料段;取料段上设置有夹取装置;取料段的侧方设置有上料输送机;检测段的侧方设置有检测器;下料段的下方设置有下料装置;传送装置、夹取装置、上料输送机、检测器和下料装置均与控制器连接。本发明可对轴类零件的直径进行检测,而且检测精度高,速度快,稳定性强,可提高检测效率,保证产品质量。

轴类零件清洗装置.pdf
本发明申请属于工件清洗的技术领域,具体公开了一种轴类零件清洗装置,包括有清洗部和水箱,清洗部包括由主动轮带动的清洗带和分散设置在清洗带上的海绵块,所述水箱内设有分隔板将箱体分隔为给水部和回收部,给水部包括喷水管、安装在喷水管上的阀门、压片、由压片带动的齿条、限制齿条运动方向的导向装置和拉簧,所述阀门的开关外周面为齿状并与齿条啮合传动,齿条的一端通过拉簧与箱体连接,齿条的另一端与压片的下端连接,压片的中部与水箱铰接,压片的下端伸入回收部,压片的上端靠近清洗带。采用本方案更节水且能统一回收污水和油污。