
核电汽轮机磨削专用砂轮及其制造方法.pdf

白真****ng


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

核电汽轮机磨削专用砂轮及其制造方法.pdf
核电汽轮机磨削专用砂轮及其制造方法属于磨削、抛光或刃磨用的工具技术领域,更具体地说,涉及一种核电汽轮机磨削专用砂轮及其制造方法。本发明提供一种针对于核电汽轮机所用钢材的专用砂轮,及其制造方法;该砂轮具有磨削效率高、使用寿命长、提高工作效率、减少劳动强度和劳动力、降低污染和对人体伤害的核电汽轮机磨削的特点。本发明的核电汽轮机磨削专用砂轮是由磨料、结合剂和填料组成;所述的填料采用烧结刚玉(75A)和锆刚玉(ZA),所述的结合剂采用液体酚醛树脂和粉状酚醛树脂,所述的填料为偶联剂(KH550)、硫化铁(Pyrox

磨削砂轮及其制造方法.pdf
一种磨削砂轮及其制造方法,该磨削砂轮在切屑的排出性上优异,能实现磨削效率的提高。该磨削砂轮具有基体金属(2)和固定磨粒钢丝(10),该磨削砂轮(2)具有与工件(W)相向的工件相向面,该固定磨粒钢丝(10)是将多个磨粒(11)固定在芯线(12)上而构成,通过将上述固定磨粒钢丝(10)固定在上述基体金属(2)的工件相向面上,在该工件相向面上形成了工件磨削用的磨削部(3),并且形成了由相邻的固定磨粒钢丝(10、10)之间的凹部(5)构成的切屑排出用的排出槽。
一种直角清角磨削专用砂轮及其制造方法.pdf
本发明公开了一种直角清角磨削专用砂轮及其制造方法,所述直角清角磨削专用砂轮主要由聚酰亚胺树脂粉:40%、Cu:33.3%、MgO:5%、Cr
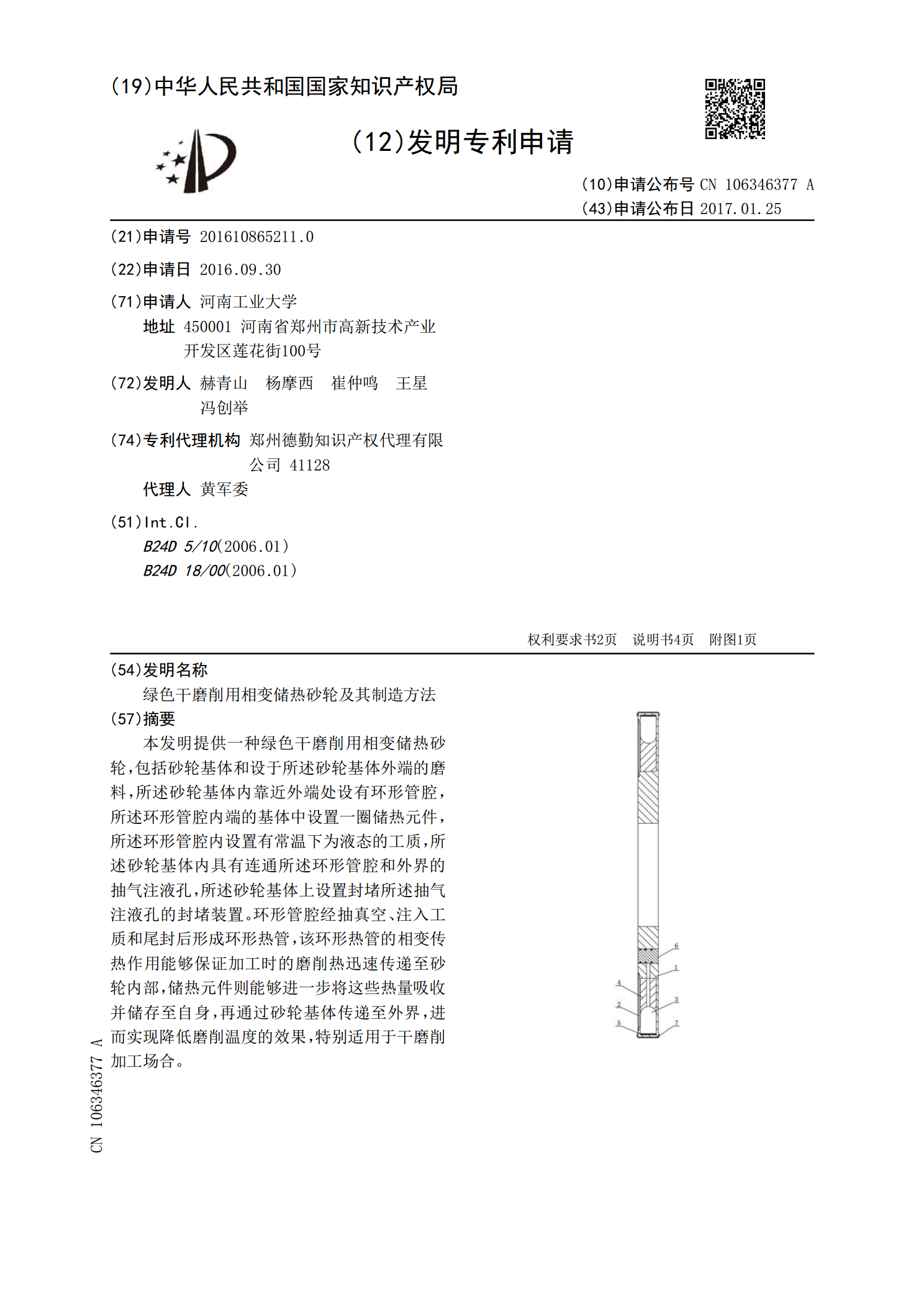
绿色干磨削用相变储热砂轮及其制造方法.pdf
本发明提供一种绿色干磨削用相变储热砂轮,包括砂轮基体和设于所述砂轮基体外端的磨料,所述砂轮基体内靠近外端处设有环形管腔,所述环形管腔内端的基体中设置一圈储热元件,所述环形管腔内设置有常温下为液态的工质,所述砂轮基体内具有连通所述环形管腔和外界的抽气注液孔,所述砂轮基体上设置封堵所述抽气注液孔的封堵装置。环形管腔经抽真空、注入工质和尾封后形成环形热管,该环形热管的相变传热作用能够保证加工时的磨削热迅速传递至砂轮内部,储热元件则能够进一步将这些热量吸收并储存至自身,再通过砂轮基体传递至外界,进而实现降低磨削温
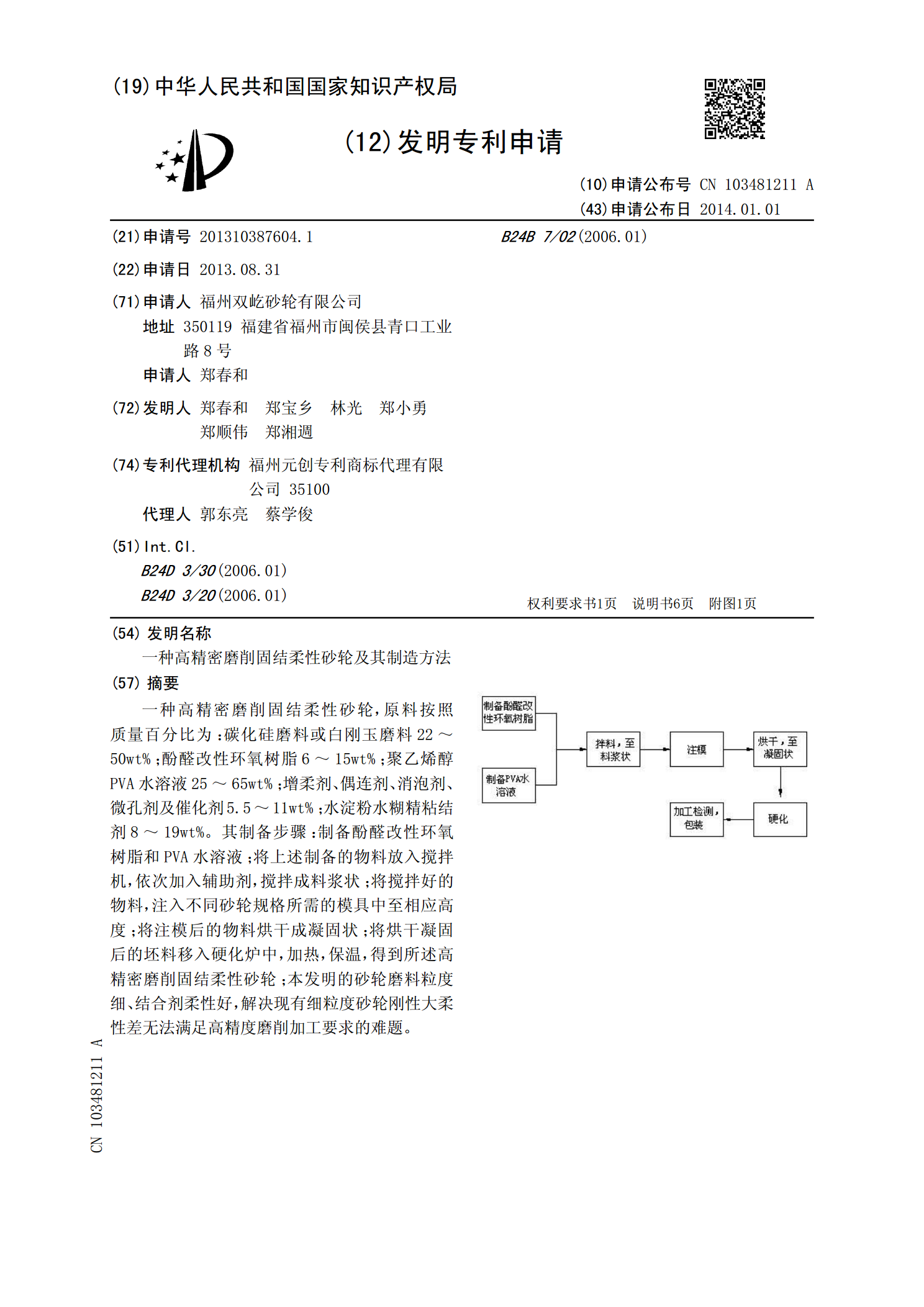
一种高精密磨削固结柔性砂轮及其制造方法.pdf
一种高精密磨削固结柔性砂轮,原料按照质量百分比为:碳化硅磨料或白刚玉磨料22~50wt%;酚醛改性环氧树脂6~15wt%;聚乙烯醇PVA水溶液25~65wt%;增柔剂、偶连剂、消泡剂、微孔剂及催化剂5.5~11wt%;水淀粉水糊精粘结剂8~19wt%。其制备步骤:制备酚醛改性环氧树脂和PVA水溶液;将上述制备的物料放入搅拌机,依次加入辅助剂,搅拌成料浆状;将搅拌好的物料,注入不同砂轮规格所需的模具中至相应高度;将注模后的物料烘干成凝固状;将烘干凝固后的坯料移入硬化炉中,加热,保温,得到所述高精密磨削固结柔