
一种高效率加工内齿圆柱齿轮的温挤压新方法.pdf

雨巷****碧易


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高效率加工内齿圆柱齿轮的温挤压新方法.pdf
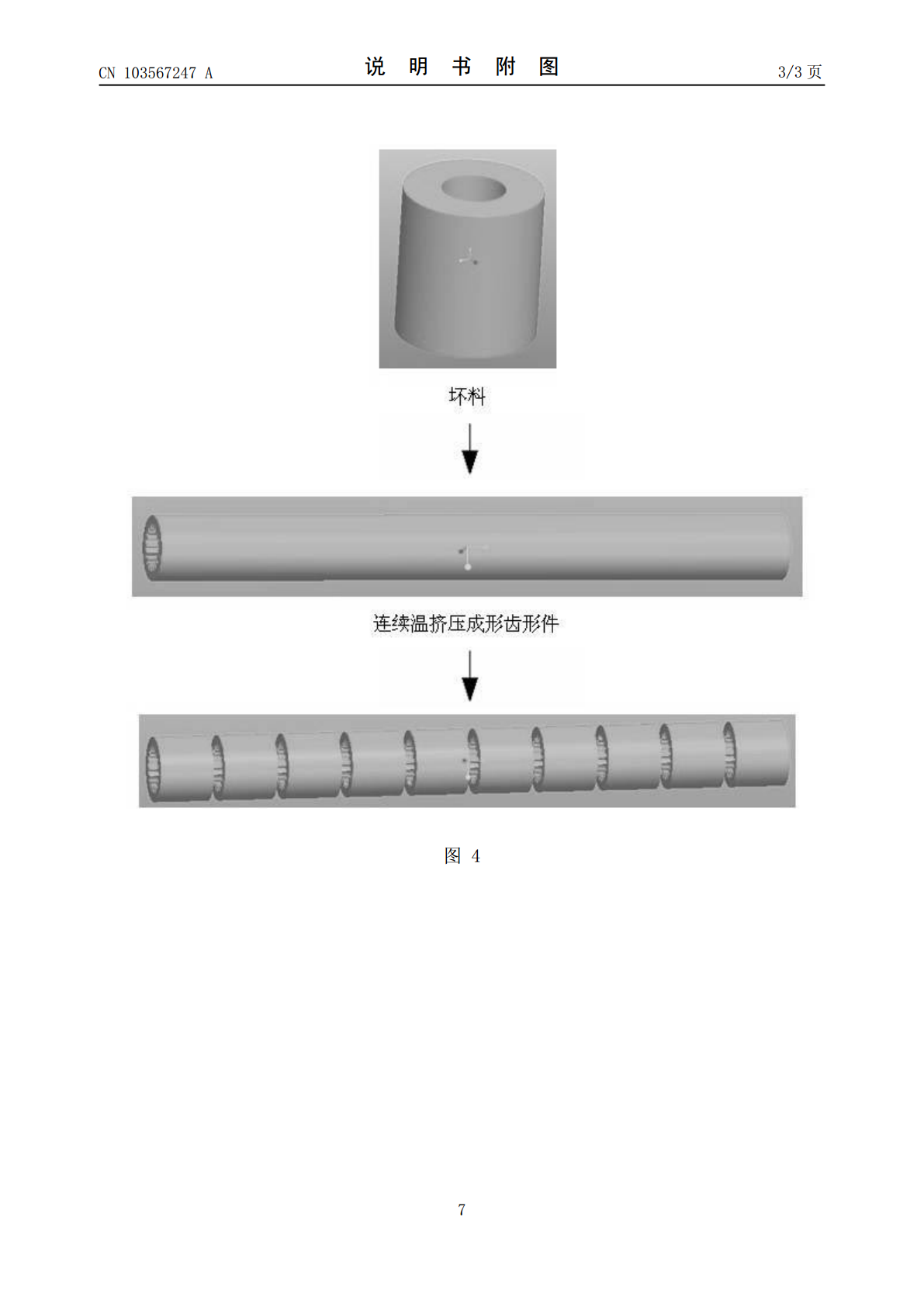
本发明提供的一种高效率加工内齿圆柱齿轮的温挤压新方法及内齿成形模具,它涉及金属温挤压成形领域。其工艺步骤为:下料制坯——坯料加热、润滑及模具预热处理——连续温挤压精密成形齿形长管件——线切割成形多件内齿轮成品件。其内齿成形模具主要由凹模和凸模组件组成,凹模组件模体形状与贯通内齿轮产品的外轮廓相应,凸模模体形状与贯通内齿轮产品内齿轮廓形状相应,其特征在于:采用凹模上置,内凹模设置有导向部分、挤压部分和成形部分;凸模模体轮廓顶端设置有倒角,且模具的凸模和凹模之间的空间体积大,可以放置大体积的坯料,采用正向温挤

一种高效加工直齿圆柱齿轮的挤压新方法.pdf
本发明涉及一种高效加工直齿圆柱齿轮的挤压新方法,此方法采用连续温挤压精密成型齿形件,然后用线切割工艺将齿形件切割成多个齿轮成品件,较传统的单件挤压成型齿轮的加工工艺有着更高的加工效率,且一次连续成型可以减少加工步骤,增加模具的寿命;在温挤压成型模具中将凹模上置,且将凹模设计由导向环,挤压腔和成型腔组成,可以保证工件的定位精度,便于齿形成型。所以此种方法不仅继承了温挤压精密成型的节材、节能、低成本等显著优势,尤其可以进一步提高齿轮的加工生产效率,具有很好的实用前景。

一种直齿圆柱齿轮的温挤压成形方法.pdf
本发明公开了直齿圆柱齿轮的温挤压成形工艺方法,旨在采用温成形并结合差温成形对坯料进行加热,合理的模具设计和润滑的选择,其技术方案的要点是:方法一:挤压+镦粗+反向第二次挤压(同一套挤压模具);方法二:挤压+反向第二次挤压(不同尺寸的凹模)。此成形工艺可有效降低成形力,同时齿形充形良好。其优点是:不仅克服了切削加工方法材料利用率低,生产效率低,产品成本高,同时由于金属纤维被切断而导致齿轮强度和使用寿命降低等缺点。同时,克服了其它塑性成形方法遇到的成形力大,角隅填充困难,模具使用寿命低等问题,有望在塑性成形领

一种内齿圈冷挤压模具.pdf
本发明公开了一种内齿圈冷挤压模具,包括上模板、上模具、下模具和工作台;所述下模具安装在所述工作台上;所述上模具固定在所述上模板上;所述上模具安装在所述下模具的上方;所述下模具中间设有通孔;所述通孔内包括第一阶梯、第二阶梯和第三阶梯;所述上模具包括第一模块、第二模块和第三模块;所述第一模块固定在所述上模板上;所述第一模块、所述第二模块和所述第三模块是一体成型的;所诉第一模块和所述第二模块之间有角度为60°‑65°的锥度角;所述第二模块和所述第三模块之间有角度为25°‑30°的锥度角;所述第二模块的外轮廓上有

一种人字齿内齿圈加工方法.pdf
本发明公开了一种浮动式组合人字齿内齿圈加工方法,包括以下步骤:在圆周任意位置加工内齿和外花键;检测任意一对相邻内外齿的内齿槽与外花键齿槽中心相位差;以被测内外齿槽为起始点,以相位差检测结果为初始值,按顺序计算其余内齿齿槽与相邻外齿齿槽相位差;标记相位差计算结果中最小值对应的内外齿槽为基准齿槽。其中,数学模型以起始点内外齿相位差检测结果为常数,以拟标记的基准齿槽与起始点齿槽的齿数距离为变量建立,并采用迭代运算法则计算。本发明的有益效果是,加工路线短,装夹次数少,检测工作量小,加工精度高,效率高,质量保障能力