
磷石膏制粒状硫铵生产中一种高温风机叶轮修复方法.pdf

一只****爱敏

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磷石膏制粒状硫铵生产中一种高温风机叶轮修复方法.pdf
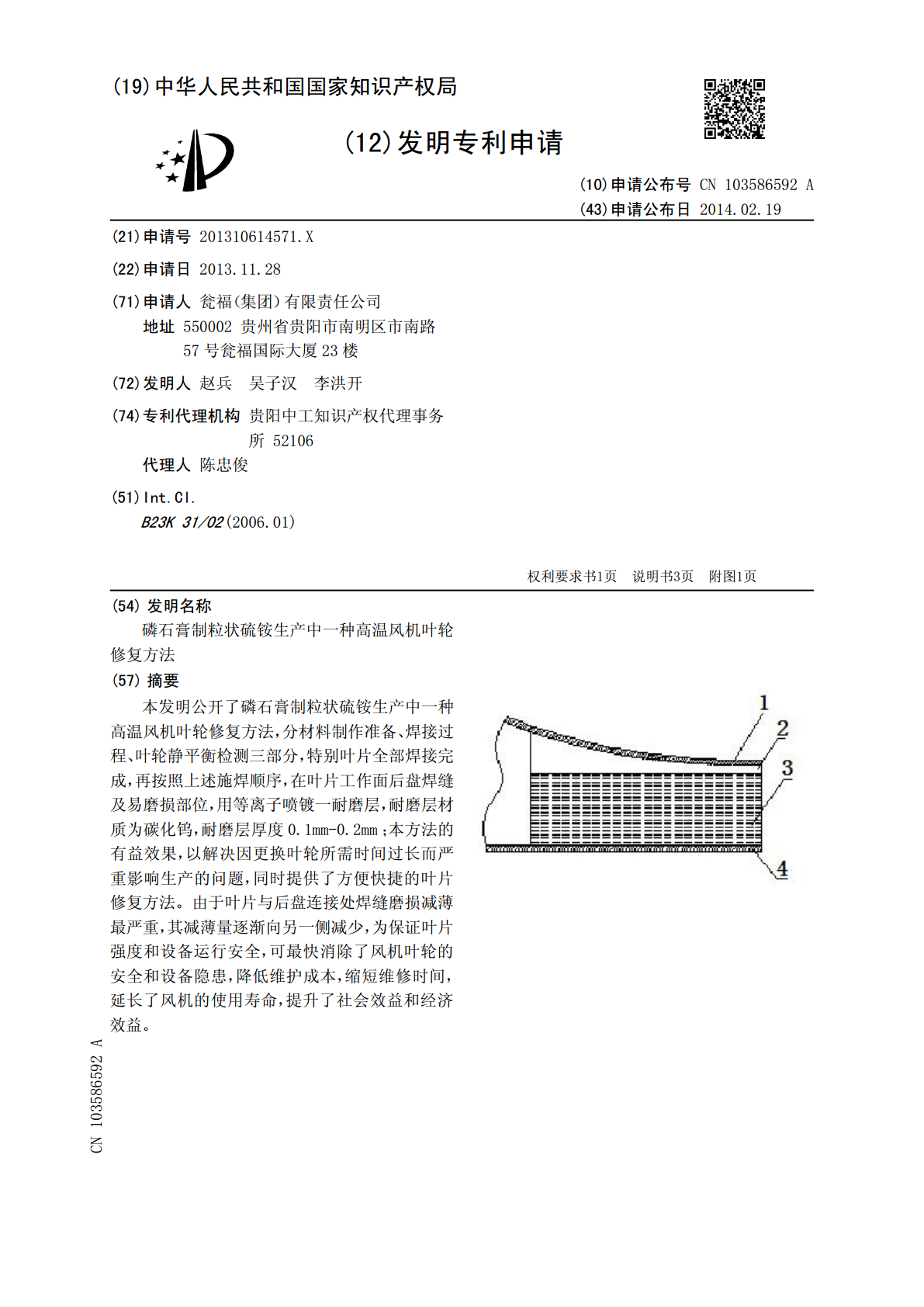
本发明公开了磷石膏制粒状硫铵生产中一种高温风机叶轮修复方法,分材料制作准备、焊接过程、叶轮静平衡检测三部分,特别叶片全部焊接完成,再按照上述施焊顺序,在叶片工作面后盘焊缝及易磨损部位,用等离子喷镀一耐磨层,耐磨层材质为碳化钨,耐磨层厚度0.1mm-0.2mm;本方法的有益效果,以解决因更换叶轮所需时间过长而严重影响生产的问题,同时提供了方便快捷的叶片修复方法。由于叶片与后盘连接处焊缝磨损减薄最严重,其减薄量逐渐向另一侧减少,为保证叶片强度和设备运行安全,可最快消除了风机叶轮的安全和设备隐患,降低维护成本,
磷石膏制硫铵副产石灰尾气净化的方法.pdf
本发明公开了一种磷石膏制硫铵副产碳酸钙煅烧石灰含尘尾气的净化方法,该方法将从碳酸钙悬浮分解炉出来的约220℃含石灰粉尘的尾气通过高压风机送入洗涤塔;然后将来自磷石膏渣场含磷、氟的池水送入一级洗涤塔和二级洗涤塔的上部,控制塔内液位后,分别通过一级循环泵和二级循环泵把洗涤液循环洗涤含石灰粉尘尾气。把经过一级洗涤塔洗涤后的尾气进入二级洗涤塔再次用池水洗涤,使净化尾气含尘量达到合格。然后将一级洗涤后的洗涤液和二级洗涤后的洗涤液送去污水装置处理。再把经二级洗涤合格后的净化尾气通过尾气风机送入排气烟囱达标排放。采用本

利用磷石膏生产硫铵及钾钙硅肥的方法.pdf
本发明公开了利用磷石膏生产硫铵及钾钙硅肥的方法,将碳酸铵溶液与干燥后的磷石膏加入反应釜中,反应后将浆料通过压滤机进行固液分离。将滤液pH调至5.6-6.0,经浓缩结晶、干燥后即得肥料级硫酸铵产品;用水对滤饼进行洗涤后,进入干燥设备,并通入辊道窑炉中的尾气,对物料进行换热干燥,干燥后的滤饼可作为生产钾钙硅肥的原料。将钾长石与磷石膏干燥磨粉,与干燥后的滤饼掺和,送入球磨机,再放入干燥设备内烘干,再连续进入辊道窑炉内煅烧,进行固相反应,将冷却后的反应产物干磨、造粒,即可生产出钾钙硅肥;其中,辊道窑炉中的尾气进入
磷石膏制硫铵副产碳酸钙为原料制备石灰的方法.pdf
磷石膏制硫铵副产碳酸钙为原料制备石灰的方法,包括以下步骤:(1)把磷石膏制硫铵副产湿基碳酸钙送入三级旋风筒预热器内与分解后的废气进行换热干燥;(2)上一步干燥后的物料进入分解炉,由煤粉制备系统向分解炉喷入煤粉和空气在分解炉内燃烧产生1200℃的高温烟气,物料加热分解为CaO和CO2;分解炉产生的废气去上一步的三级旋风筒预热器;(3)分解后生成的石灰进入三级旋风筒冷却器;(4)出冷却器的石灰送入石灰成品库;(5)第一步热交换后出来的废气送入袋式除尘器除尘,净化合格的废气排入烟囱。本发明提供的方法简单,效果显
一种从焦炉煤气制备粒状硫铵的方法.pdf
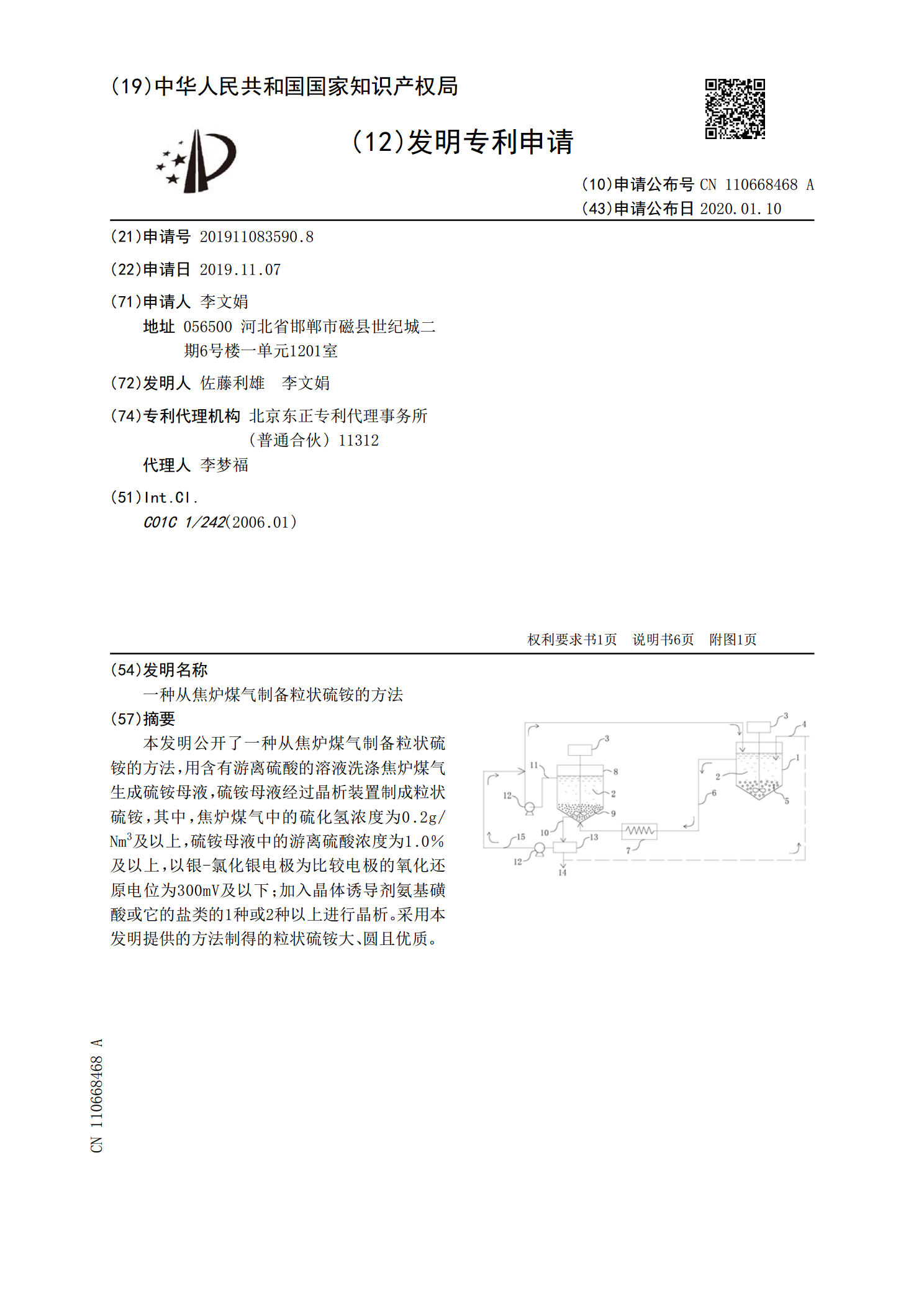
本发明公开了一种从焦炉煤气制备粒状硫铵的方法,用含有游离硫酸的溶液洗涤焦炉煤气生成硫铵母液,硫铵母液经过晶析装置制成粒状硫铵,其中,焦炉煤气中的硫化氢浓度为0.2g/Nm