
一种单向离合器中间齿轮冷挤压模具.pdf

是你****辉呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单向离合器中间齿轮冷挤压模具.pdf
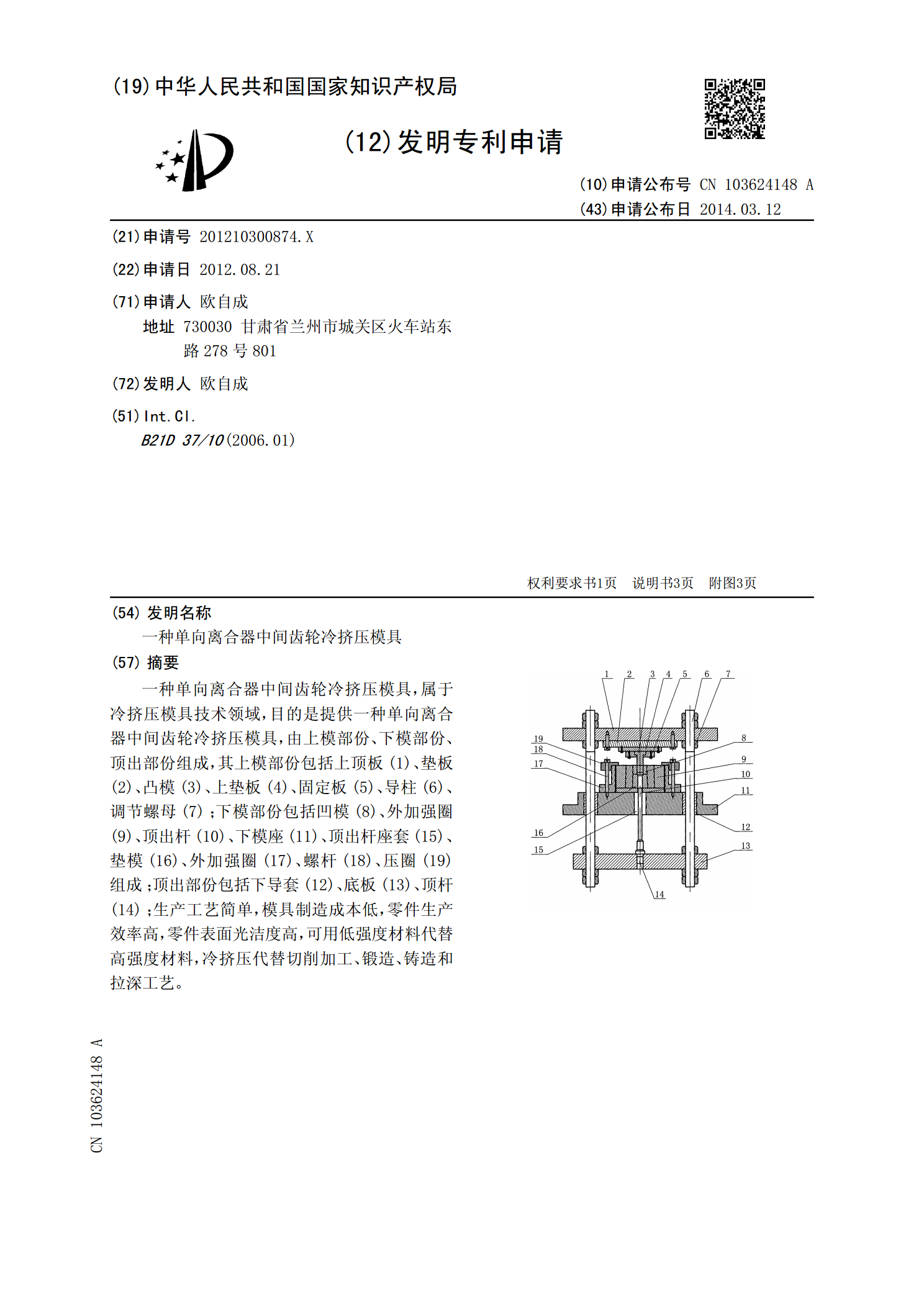
一种单向离合器中间齿轮冷挤压模具,属于冷挤压模具技术领域,目的是提供一种单向离合器中间齿轮冷挤压模具,由上模部份、下模部份、顶出部份组成,其上模部份包括上顶板(1)、垫板(2)、凸模(3)、上垫板(4)、固定板(5)、导柱(6)、调节螺母(7);下模部份包括凹模(8)、外加强圈(9)、顶出杆(10)、下模座(11)、顶出杆座套(15)、垫模(16)、外加强圈(17)、螺杆(18)、压圈(19)组成;顶出部份包括下导套(12)、底板(13)、顶杆(14);生产工艺简单,模具制造成本低,零件生产效率高,零件表

启动电机单向器齿轮冷挤压模具.pdf
本发明公开了一种启动电机单向器齿轮冷挤压模具,在凹模座(2)内设置外预紧圈(4),该外预紧圈(4)内从下往上依次固定设置有下模预紧圈(5)、下凹模预紧圈(6)和上模预紧圈(7);其中,在所述下模预紧圈(5)中固定齿部倒角模型(9),下凹模预紧圈(6)内固定齿形凹模(10),上模预紧圈(7)中固定上凹模(11),所述上凹模(11)的上方设有冲头(12),该冲头(12)的顶部与上模座(1)相固定,冲头(12)的底部能够伸入上凹模(11)内。本发明能够将单向器齿轮的齿形及倒角一次冷挤压成型,挤压件的表面质量、尺
一种行星齿轮单向离合器.pdf
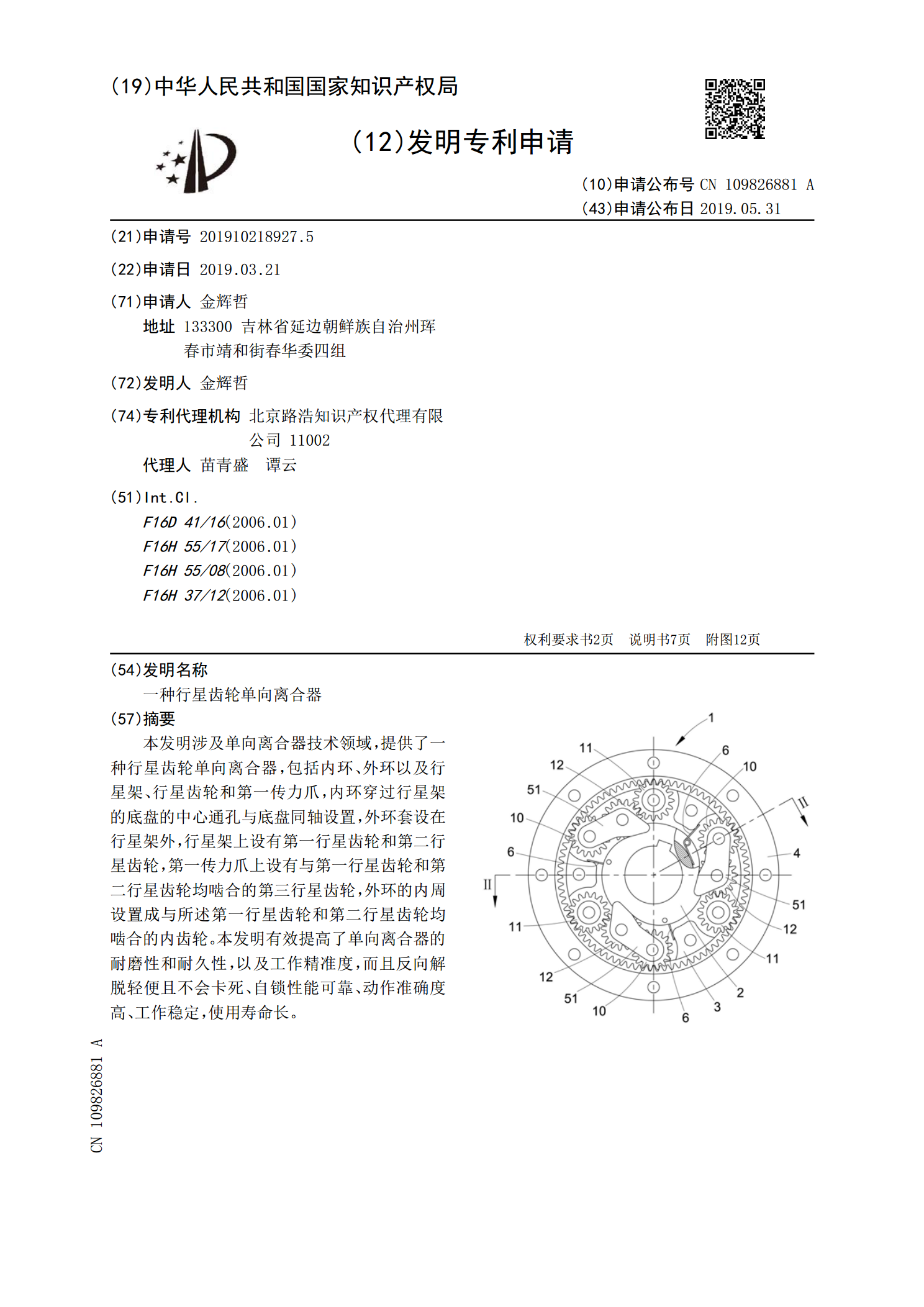
本发明涉及单向离合器技术领域,提供了一种行星齿轮单向离合器,包括内环、外环以及行星架、行星齿轮和第一传力爪,内环穿过行星架的底盘的中心通孔与底盘同轴设置,外环套设在行星架外,行星架上设有第一行星齿轮和第二行星齿轮,第一传力爪上设有与第一行星齿轮和第二行星齿轮均啮合的第三行星齿轮,外环的内周设置成与所述第一行星齿轮和第二行星齿轮均啮合的内齿轮。本发明有效提高了单向离合器的耐磨性和耐久性,以及工作精准度,而且反向解脱轻便且不会卡死、自锁性能可靠、动作准确度高、工作稳定,使用寿命长。
圆柱直齿轮冷挤压模具.pdf
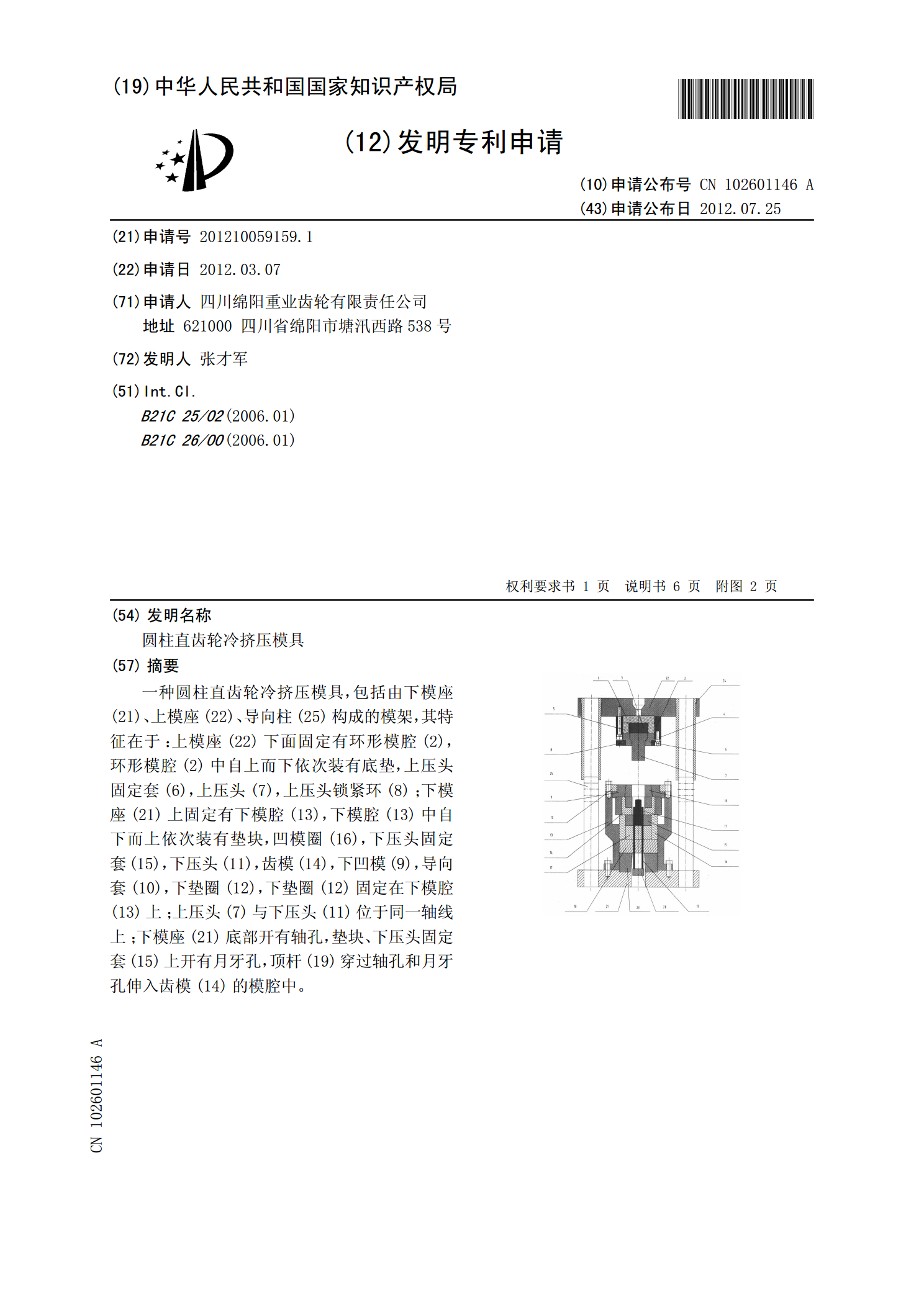
一种圆柱直齿轮冷挤压模具,包括由下模座(21)、上模座(22)、导向柱(25)构成的模架,其特征在于:上模座(22)下面固定有环形模腔(2),环形模腔(2)中自上而下依次装有底垫,上压头固定套(6),上压头(7),上压头锁紧环(8);下模座(21)上固定有下模腔(13),下模腔(13)中自下而上依次装有垫块,凹模圈(16),下压头固定套(15),下压头(11),齿模(14),下凹模(9),导向套(10),下垫圈(12),下垫圈(12)固定在下模腔(13)上;上压头(7)与下压头(11)位于同一轴线上;下模

一种齿轮轴冷挤压工艺及模具.pdf
本发明公开了一种齿轮轴冷挤压工艺及模具,属于齿轮轴加工技术领域;在加工齿轮轴零件时通常采用切削的加工方法,其生产工艺较复杂,成本较高,效率较低,质量也不易保证,而且工人劳动强度大,为解决现有技术的不足,本发明提供一种齿轮轴冷挤压工艺及模具,工艺为:1、坯料形状和尺寸的确定,2、坯料的软化处理,3、坯料表面处理及润滑,4、冷挤压毛坯;模具主要由上底板、固定圈、模柄、上垫板、凸模、上螺杆、调节螺母、内层凹模、中加强圈、顶出杆、下底板、下螺杆、顶板、顶杆、顶出杆座套、齿形镶块凹模、下垫板、导柱、外加强圈和导套组