
自动裁断整理冲床.pdf

mm****酱吖


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动裁断整理冲床.pdf
本发明涉及一种冲床,尤其涉及一种对产品收集整理的自动冲床。其主要包括裁断机、同步带、刀模板、产品自叠框;机架上设置有同步带,位于同步带中间处安装有裁断机,在同步带末端处安装有顶杆,顶杆上端相对应地设置有可重复取出和装入的产品自叠框,产品自叠框对冲裁完毕的产品进行收集,同步带由同步带轮带动,所述的顶杆由气缸带动,同步带轮由电机带动,所述的顶杆、同步带由PLC模块进行同步调速控制。本发明的有益效果在于:通过在冲床上设置有收集产品的产品自叠框,当产品冲裁完成后,直接对冲床上冲裁完毕的产品进行收集整理,避免了人工

能够自动裁断的布料收卷装置及自动裁断方法.pdf
本发明公开能够自动裁断的布料收卷装置及自动裁断方法,涉及布料加工领域,包括工作台,工作台的一侧设置有传送带,工作台的上方固定安装有对称设置的支撑板,两个支撑板之间设置有第一输送辊,工作台的上表面固定安装有支撑架,支撑架的中部通过电机转动安装有收卷辊,支撑架的顶壁内侧滑动安装有推动块,本发明中记载了能够自动裁断的布料收卷装置及自动裁断方法,通过收卷辊、推动块、转动板和裁断刀的共同作用,当收卷辊收卷布料到一定厚度时,带动推动块向上滑动,此时转动板转动并且带动裁断刀向下运动,完成对布料的裁剪功能,从而解决现有技
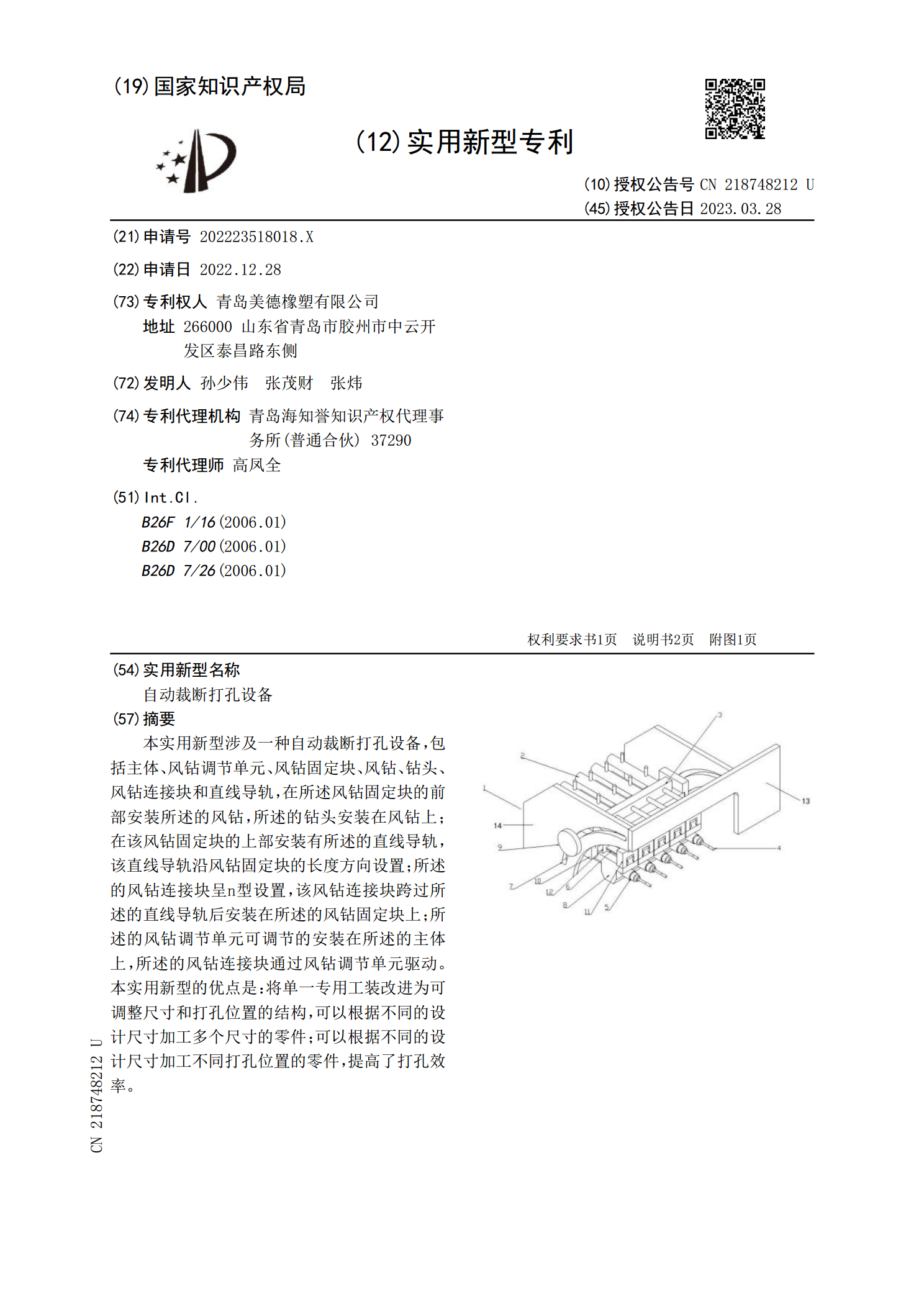
自动裁断打孔设备.pdf
本实用新型涉及一种自动裁断打孔设备,包括主体、风钻调节单元、风钻固定块、风钻、钻头、风钻连接块和直线导轨,在所述风钻固定块的前部安装所述的风钻,所述的钻头安装在风钻上;在该风钻固定块的上部安装有所述的直线导轨,该直线导轨沿风钻固定块的长度方向设置;所述的风钻连接块呈n型设置,该风钻连接块跨过所述的直线导轨后安装在所述的风钻固定块上;所述的风钻调节单元可调节的安装在所述的主体上,所述的风钻连接块通过风钻调节单元驱动。本实用新型的优点是:将单一专用工装改进为可调整尺寸和打孔位置的结构,可以根据不同的设计尺寸加
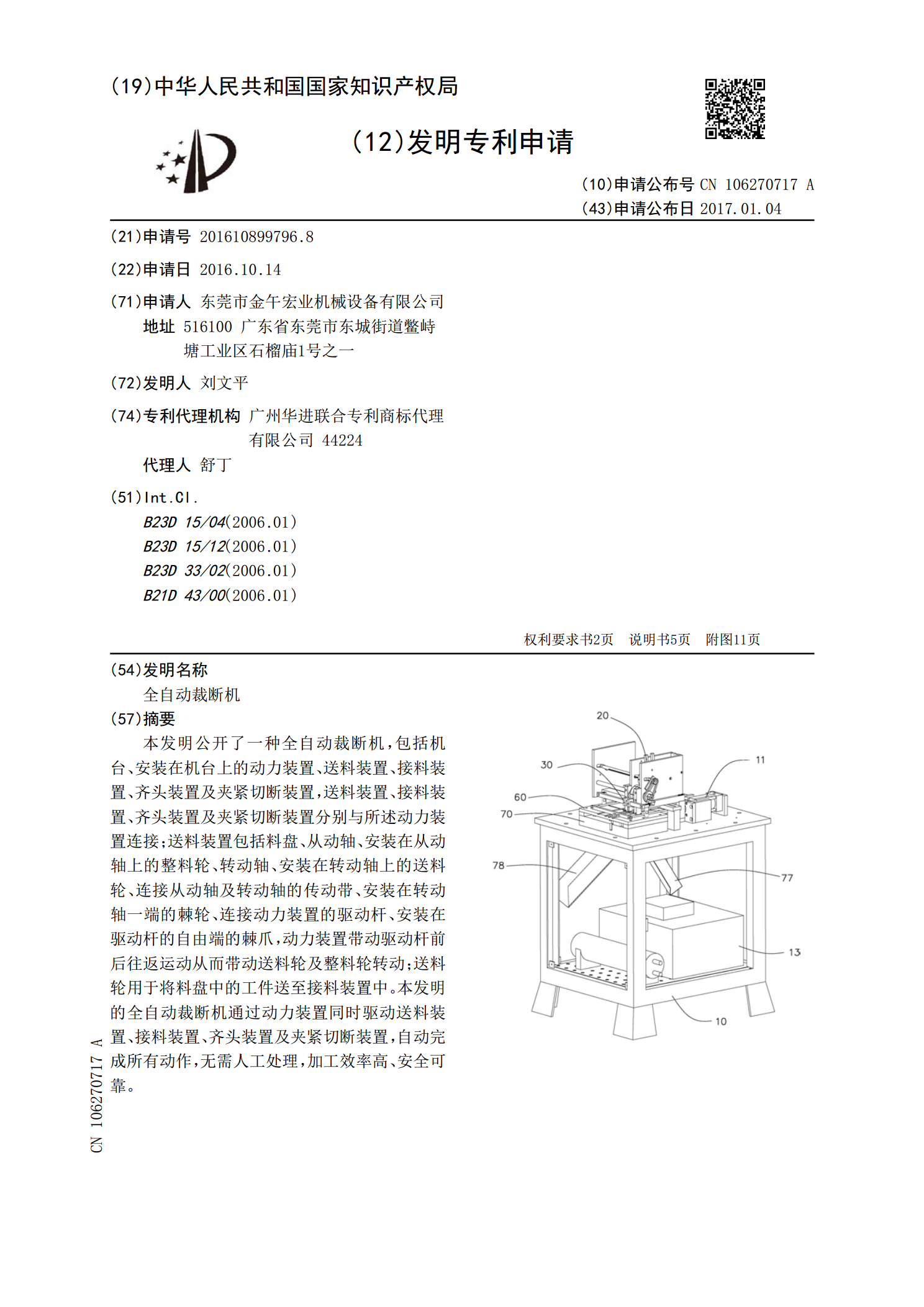
全自动裁断机.pdf
本发明公开了一种全自动裁断机,包括机台、安装在机台上的动力装置、送料装置、接料装置、齐头装置及夹紧切断装置,送料装置、接料装置、齐头装置及夹紧切断装置分别与所述动力装置连接;送料装置包括料盘、从动轴、安装在从动轴上的整料轮、转动轴、安装在转动轴上的送料轮、连接从动轴及转动轴的传动带、安装在转动轴一端的棘轮、连接动力装置的驱动杆、安装在驱动杆的自由端的棘爪,动力装置带动驱动杆前后往返运动从而带动送料轮及整料轮转动;送料轮用于将料盘中的工件送至接料装置中。本发明的全自动裁断机通过动力装置同时驱动送料装置、接料

连续自动冲床.pdf
本发明涉及一种冲床,特别是涉及一种可以连续运转的自动冲床。为了解决目前冲床冲压过程中,台面移动面积过大、生产空间需求大,生产不方便、自动化程度低的问题,本发明提供了一种连续自动冲床,包括冲头、龙门架、台面,所述龙门架内还设置有X向滑轨,冲头顶部的X向滑轮嵌入滑轨内,使冲头可沿X轴滑动,所述龙门架底部还设置有Y向滑轮、以及与滑轮匹配的Y向滑轨,所述台面由固定架固定支撑,所述Y向滑轨与台面等长。不仅节省了生产用地,从而有效的节约了生产成本,而且实现了自动化生产,降低了人力资源消耗,同时为乱序排列提供了设备支持