
一种去毛刺机.pdf

努力****幻翠


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种去毛刺装置及去毛刺机.pdf
本发明公开了一种去毛刺装置,包括主轴机构、动力电机、毛刷;主轴机构安装在动力电机上,毛刷安装在主轴机构上;主轴机构包括主轴轴套,主轴轴套内设有联轴器、毛刷主轴、深沟球轴承、角接触球轴承;主轴机构中,通过联轴器将动力电机与毛刷主轴相连,毛刷主轴外套设深沟球轴承、角接触球轴承,毛刷主轴顶部固定毛刷。本发明还公开了一种去毛刺机,包括机壳,机壳上相对的设置有上下两个去毛刺装置。本发明的一种去毛刺装置及去毛刺机,能在毛刷刷毛刺时承受较高的转速,又能提高对轮毂的压力,使毛刷对轮毂的刷毛刺效果大大提升,而且还能保护电机
一种去毛刺机.pdf
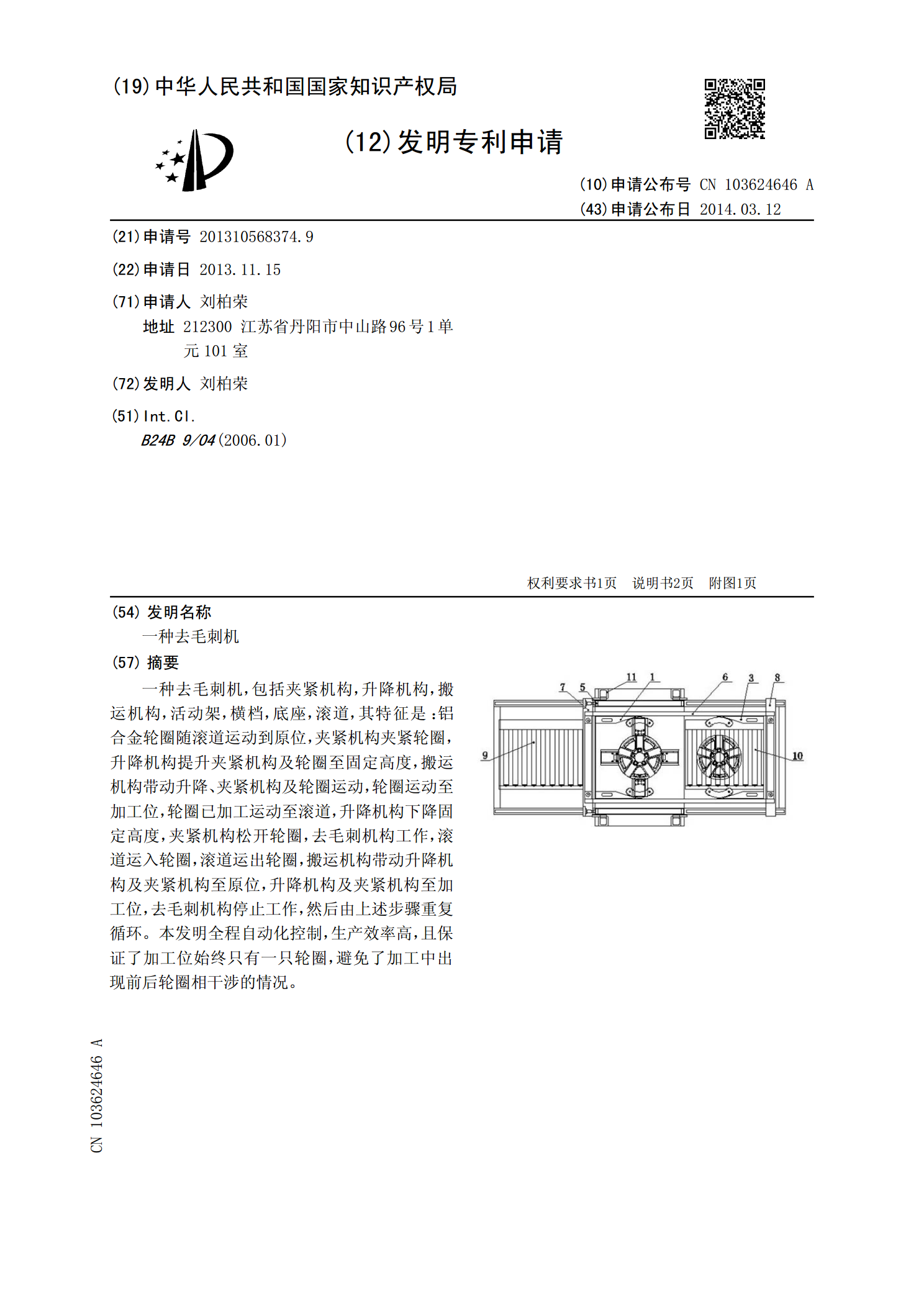
一种去毛刺机,包括夹紧机构,升降机构,搬运机构,活动架,横档,底座,滚道,其特征是:铝合金轮圈随滚道运动到原位,夹紧机构夹紧轮圈,升降机构提升夹紧机构及轮圈至固定高度,搬运机构带动升降、夹紧机构及轮圈运动,轮圈运动至加工位,轮圈已加工运动至滚道,升降机构下降固定高度,夹紧机构松开轮圈,去毛刺机构工作,滚道运入轮圈,滚道运出轮圈,搬运机构带动升降机构及夹紧机构至原位,升降机构及夹紧机构至加工位,去毛刺机构停止工作,然后由上述步骤重复循环。本发明全程自动化控制,生产效率高,且保证了加工位始终只有一只轮圈,避免
一种去毛刺机.pdf
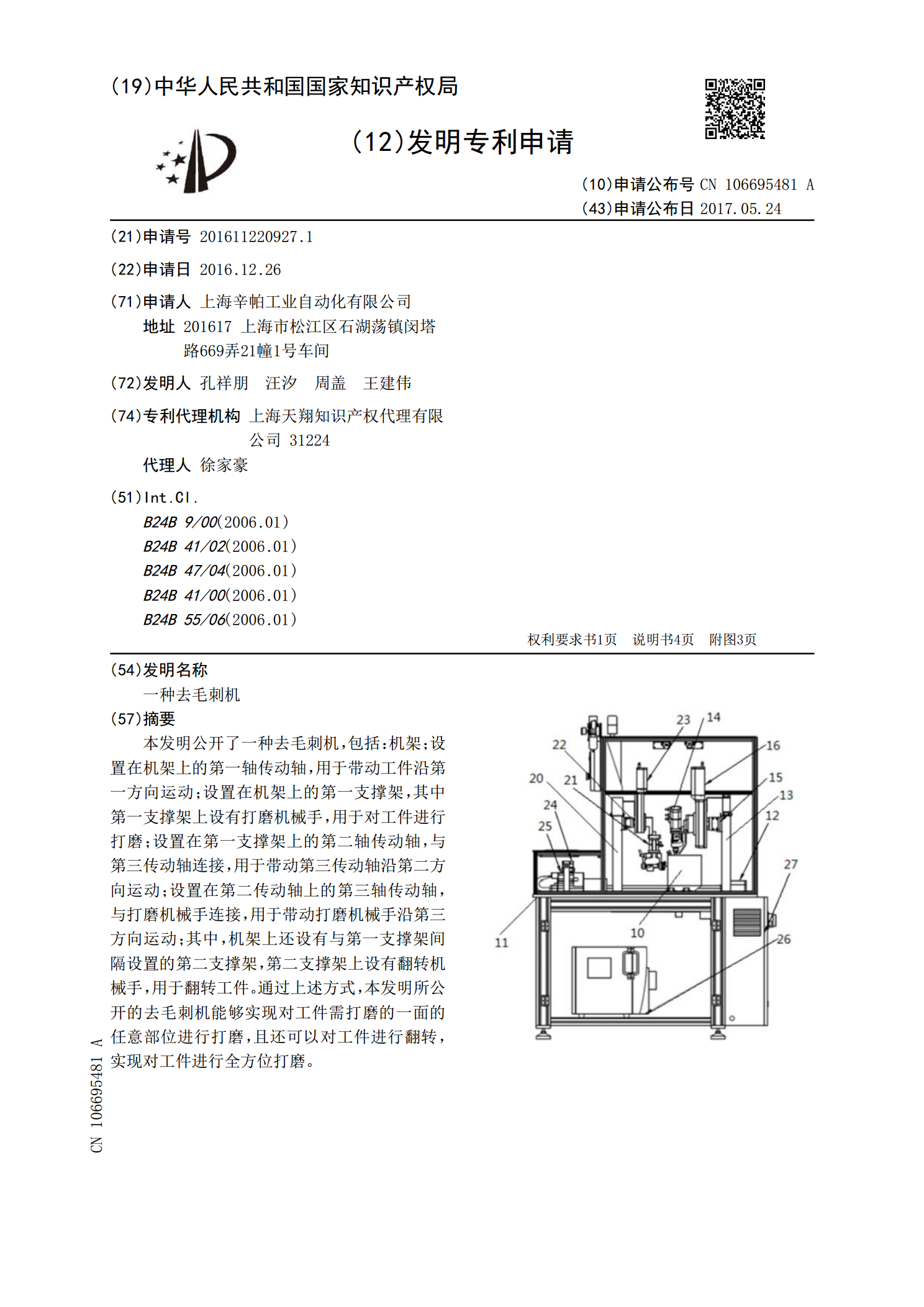
本发明公开了一种去毛刺机,包括:机架;设置在机架上的第一轴传动轴,用于带动工件沿第一方向运动;设置在机架上的第一支撑架,其中第一支撑架上设有打磨机械手,用于对工件进行打磨;设置在第一支撑架上的第二轴传动轴,与第三传动轴连接,用于带动第三传动轴沿第二方向运动;设置在第二传动轴上的第三轴传动轴,与打磨机械手连接,用于带动打磨机械手沿第三方向运动;其中,机架上还设有与第一支撑架间隔设置的第二支撑架,第二支撑架上设有翻转机械手,用于翻转工件。通过上述方式,本发明所公开的去毛刺机能够实现对工件需打磨的一面的任意部位
一种轮毂去毛刺机及去毛刺加工方法.pdf
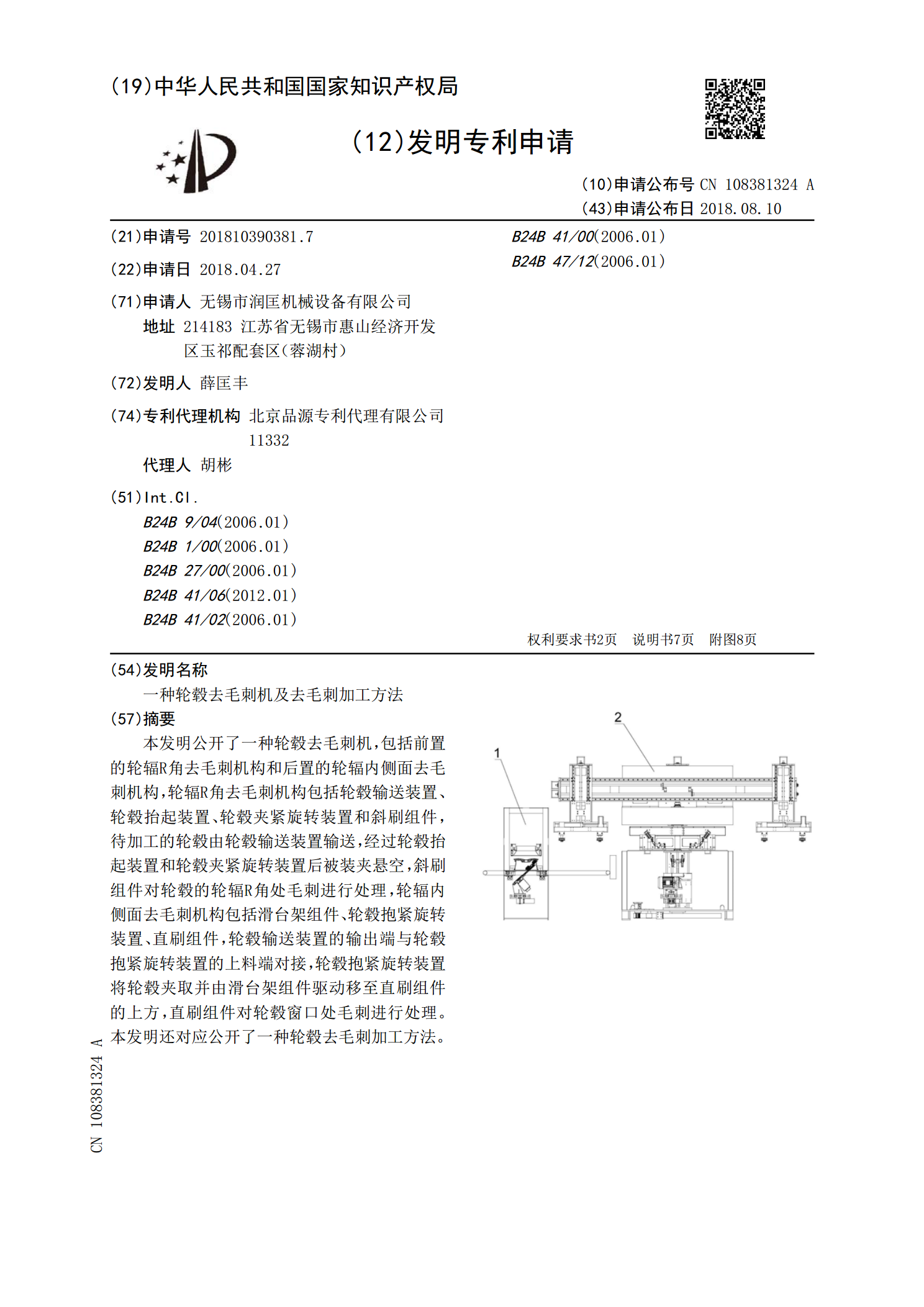
本发明公开了一种轮毂去毛刺机,包括前置的轮辐R角去毛刺机构和后置的轮辐内侧面去毛刺机构,轮辐R角去毛刺机构包括轮毂输送装置、轮毂抬起装置、轮毂夹紧旋转装置和斜刷组件,待加工的轮毂由轮毂输送装置输送,经过轮毂抬起装置和轮毂夹紧旋转装置后被装夹悬空,斜刷组件对轮毂的轮辐R角处毛刺进行处理,轮辐内侧面去毛刺机构包括滑台架组件、轮毂抱紧旋转装置、直刷组件,轮毂输送装置的输出端与轮毂抱紧旋转装置的上料端对接,轮毂抱紧旋转装置将轮毂夹取并由滑台架组件驱动移至直刷组件的上方,直刷组件对轮毂窗口处毛刺进行处理。本发明还对
去毛刺机.pdf
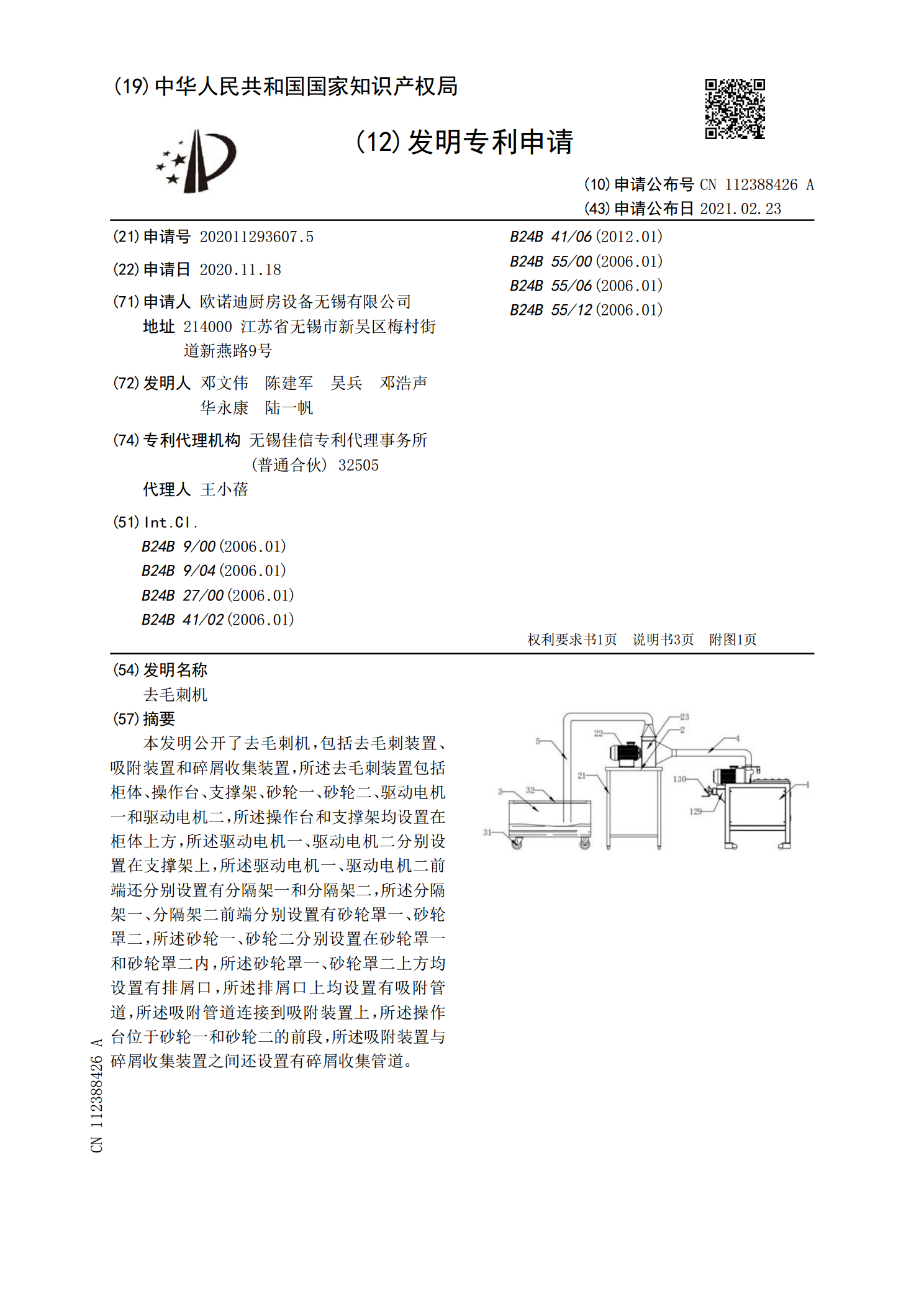
本发明公开了去毛刺机,包括去毛刺装置、吸附装置和碎屑收集装置,所述去毛刺装置包括柜体、操作台、支撑架、砂轮一、砂轮二、驱动电机一和驱动电机二,所述操作台和支撑架均设置在柜体上方,所述驱动电机一、驱动电机二分别设置在支撑架上,所述驱动电机一、驱动电机二前端还分别设置有分隔架一和分隔架二,所述分隔架一、分隔架二前端分别设置有砂轮罩一、砂轮罩二,所述砂轮一、砂轮二分别设置在砂轮罩一和砂轮罩二内,所述砂轮罩一、砂轮罩二上方均设置有排屑口,所述排屑口上均设置有吸附管道,所述吸附管道连接到吸附装置上,所述操作台位于砂