
一种大半径薄壁半圆环型零件的加工方法.pdf

安双****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大半径薄壁半圆环型零件的加工方法.pdf
一种大半径薄壁半圆环型零件的加工方法,属于航空发动机技术领域,特别是涉及一种大半径薄壁半圆环型零件的加工方法。本发明提供了一种大半径薄壁半圆环型零件的加工方法,其有效控制了大半径薄壁半圆环型零件的加工变形,实现了大半径薄壁半圆环型零件的加工误差在0.05mm之内,提高了大半径薄壁半圆环型零件的几何精度,从而提高了零件的合格率。大半径薄壁半圆环型零件的加工方法,包括如下步骤:步骤一:粗加工出整环轮廓;步骤二:粗加工销孔和螺钉孔及左、右台肩;步骤三:将整环零件切割成半圆环型零件;步骤四:半精加工整体型面;步骤

高精度圆环薄壁型金属零件加工方法.pdf
本发明高精度圆环薄壁型金属零件加工方法涉及机械加工领域,具体涉及高精度圆环薄壁型金属零件加工方法,包括以下步骤:使用数控车床半精加工,工件的外圆和内孔留有余量;上涨套内孔工装精加工外圆,涨套内孔工装的涨套外圆尺寸与半精加工后的工件内孔尺寸是配合尺寸,且涨套是开口的,涨套内孔工装放进工件内孔之后,通过涨套内孔工装上的螺母挤压使得涨套膨胀,从而起到涨紧作用,然后精加工外圆;上包夹外圆工装精加工内孔,将工件装夹在套管内,紧固卡盘软爪,包紧工件,本发明方便实用、经济可行,保证工件的加工精度,且具有重大经济效益和社

高精度圆环薄壁型金属零件加工方法介绍.docx
高精度圆环薄壁型金属零件加工方法介绍摘要:本文介绍了高精度圆环薄壁型金属零件的加工方法,通过分析圆环薄壁型金属零件的特点及影响因素,选择合适的材料、刀具、加工技术以及加工参数,有效提高了加工精度和质量,满足了用户对精密金属零件的需求。同时,为今后更好地研究与开发圆环薄壁型金属零件的制造技术提供了参考。关键词:圆环薄壁型金属零件加工方法材料刀具加工参数一、引言圆环薄壁型金属零件广泛应用于模具、电子、机械等领域,其中的高端产品更是在航空航天、国防等行业得到广泛的应用。材料的选择、工艺的控制、加工精度的要求等都
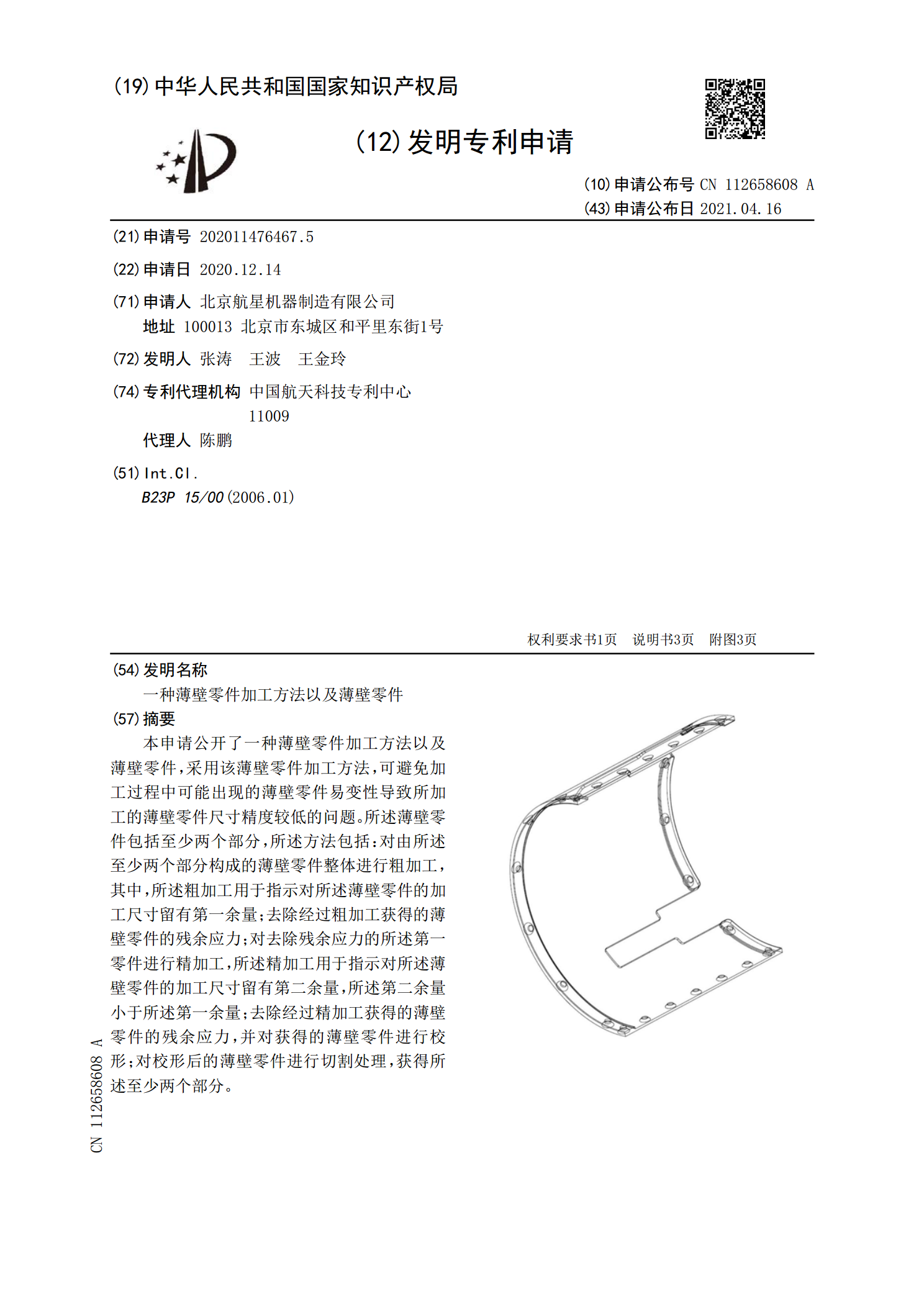
一种薄壁零件加工方法以及薄壁零件.pdf
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力
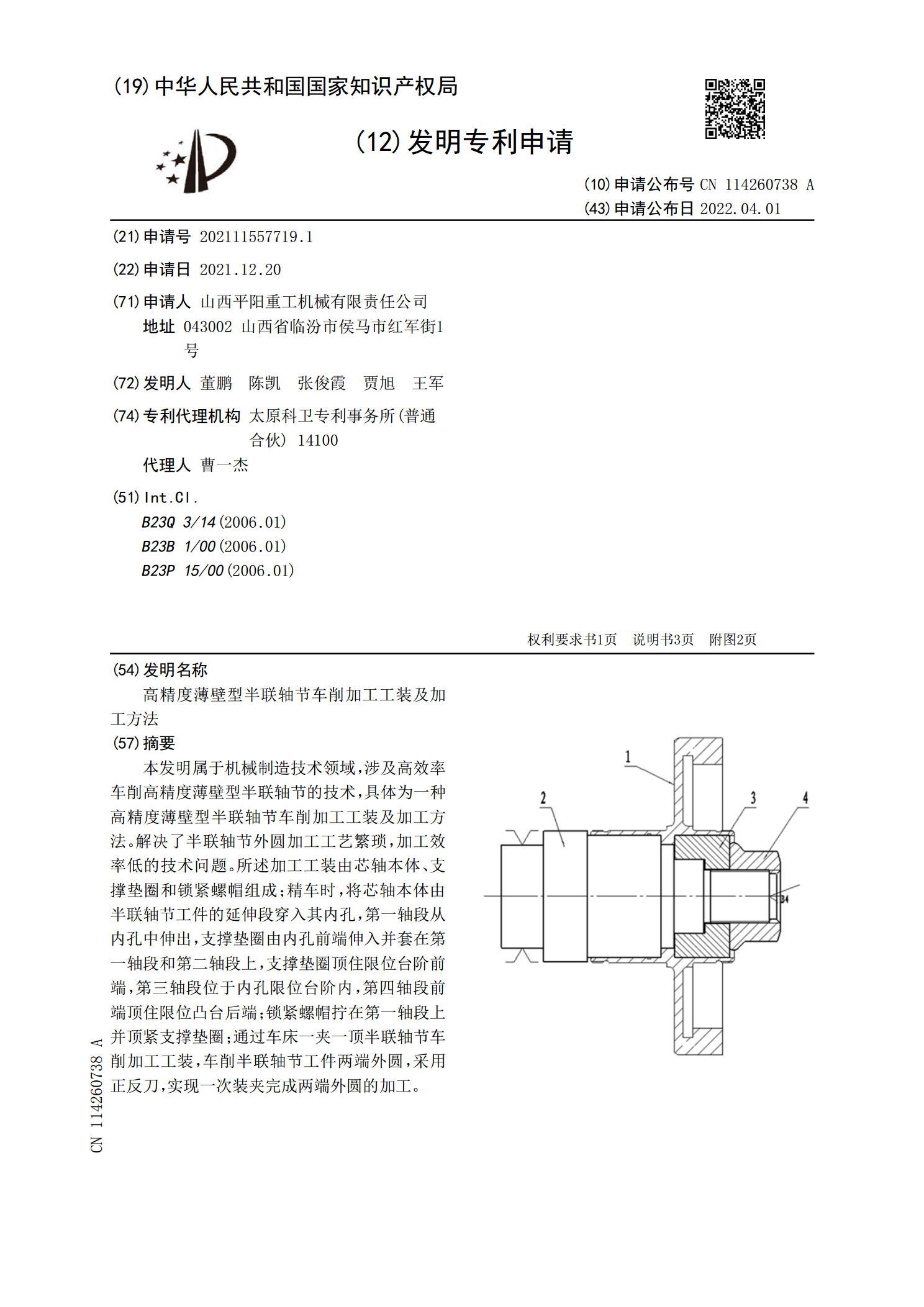
高精度薄壁型半联轴节车削加工工装及加工方法.pdf
本发明属于机械制造技术领域,涉及高效率车削高精度薄壁型半联轴节的技术,具体为一种高精度薄壁型半联轴节车削加工工装及加工方法。解决了半联轴节外圆加工工艺繁琐,加工效率低的技术问题。所述加工工装由芯轴本体、支撑垫圈和锁紧螺帽组成;精车时,将芯轴本体由半联轴节工件的延伸段穿入其内孔,第一轴段从内孔中伸出,支撑垫圈由内孔前端伸入并套在第一轴段和第二轴段上,支撑垫圈顶住限位台阶前端,第三轴段位于内孔限位台阶内,第四轴段前端顶住限位凸台后端;锁紧螺帽拧在第一轴段上并顶紧支撑垫圈;通过车床一夹一顶半联轴节车削加工工装,