
高精度薄壁型半联轴节车削加工工装及加工方法.pdf

书生****12


1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高精度薄壁型半联轴节车削加工工装及加工方法.pdf
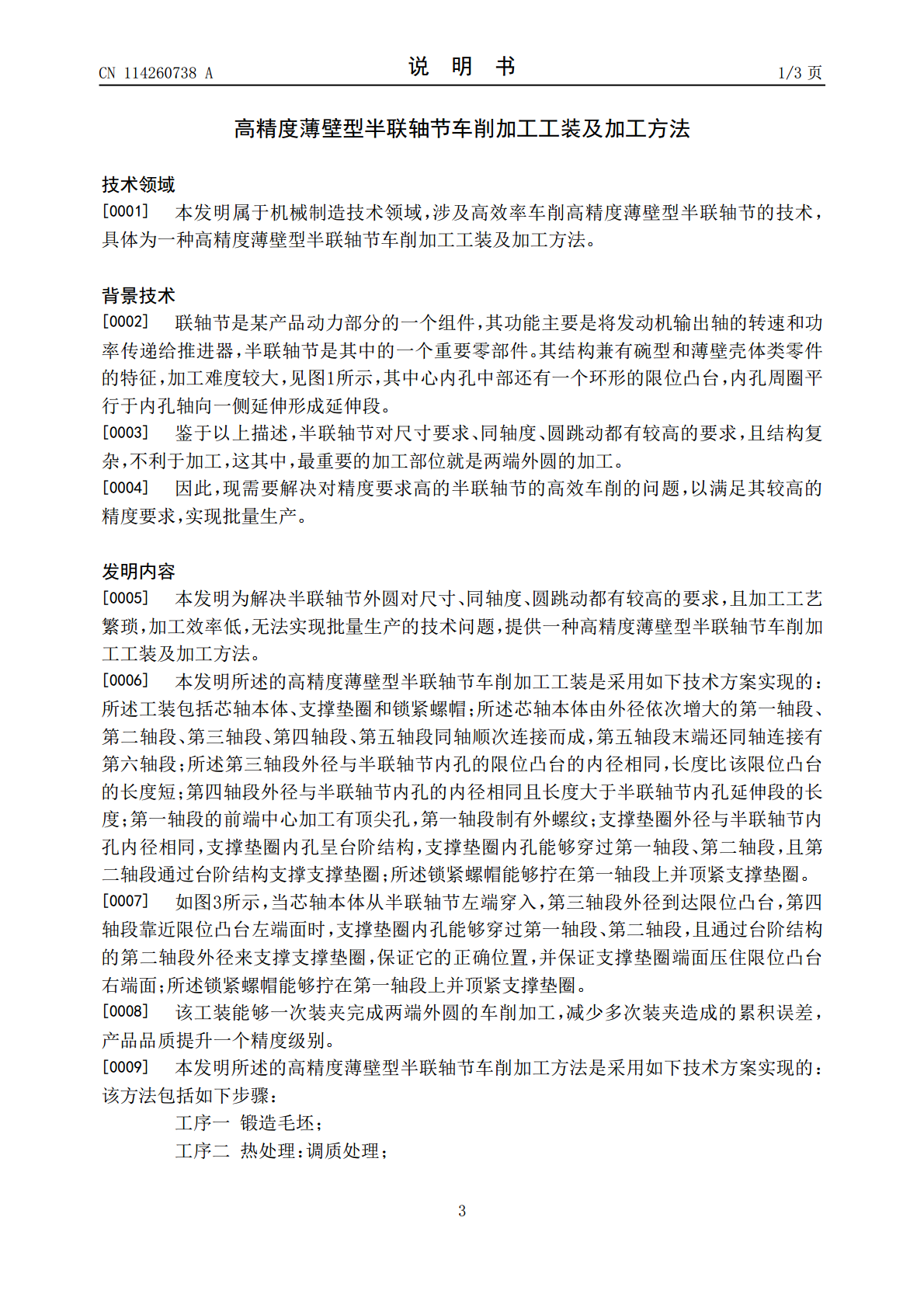
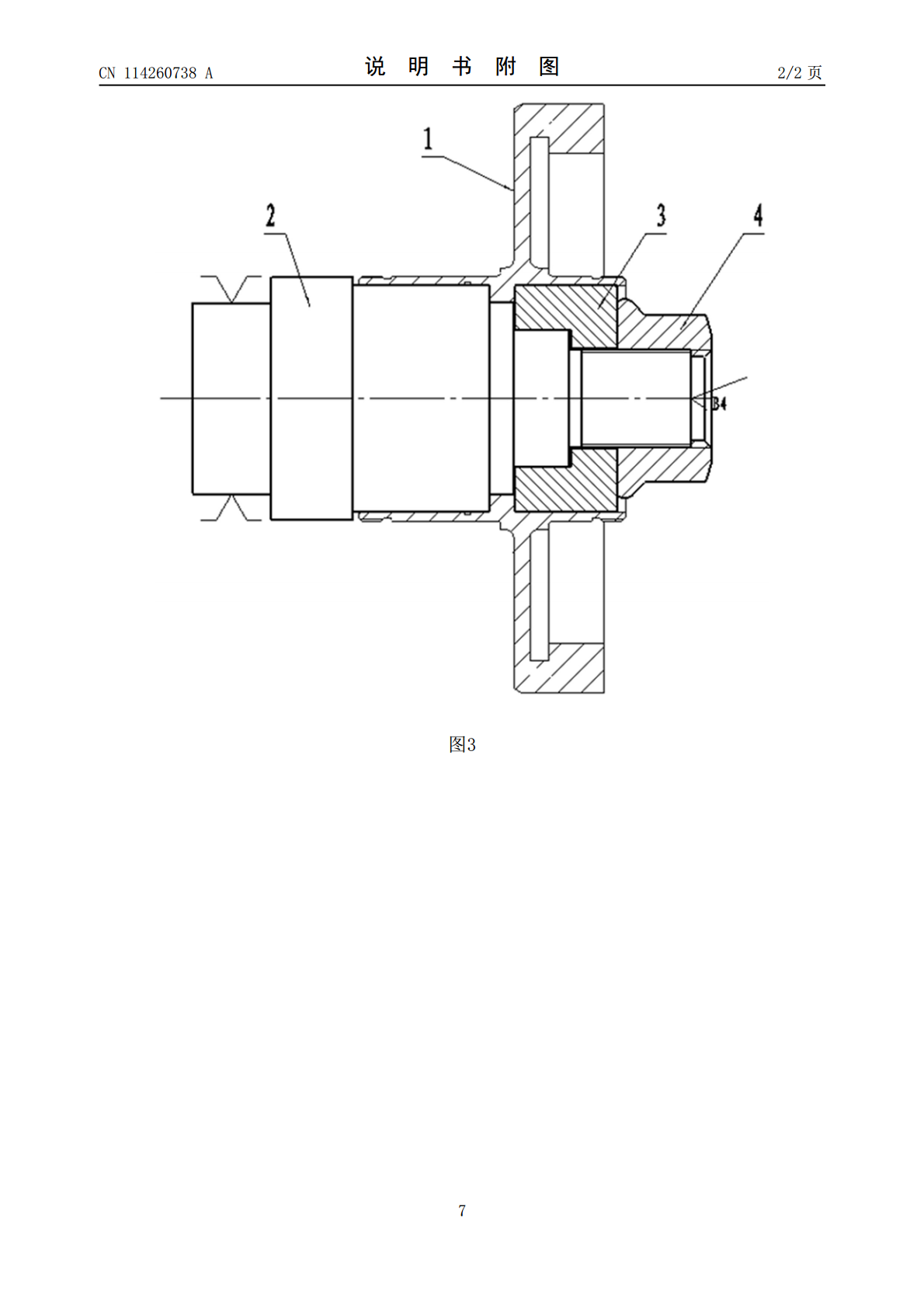
本发明属于机械制造技术领域,涉及高效率车削高精度薄壁型半联轴节的技术,具体为一种高精度薄壁型半联轴节车削加工工装及加工方法。解决了半联轴节外圆加工工艺繁琐,加工效率低的技术问题。所述加工工装由芯轴本体、支撑垫圈和锁紧螺帽组成;精车时,将芯轴本体由半联轴节工件的延伸段穿入其内孔,第一轴段从内孔中伸出,支撑垫圈由内孔前端伸入并套在第一轴段和第二轴段上,支撑垫圈顶住限位台阶前端,第三轴段位于内孔限位台阶内,第四轴段前端顶住限位凸台后端;锁紧螺帽拧在第一轴段上并顶紧支撑垫圈;通过车床一夹一顶半联轴节车削加工工装,

薄壁套的车削加工.doc
薄壁套的车削加工题目:薄壁套的车削加工单位:姓名:薄壁套的车削加工摘要:本文通过分析薄壁套削加工时产生影响其加工的各种不利因素,提出了不同解决方法和措施,为以后加工该类零件提供了经验范例。关键词:薄壁套变形振动加工方法一、引言1.6薄壁套零件,为了保证其制造质量,常采用能承受较大载荷和剧烈磨擦的高强度结构钢材料,由于该类零件技术要求通常为:内孔精度为IT3级,粗糙度为。加工时,由于工件刚性不足,易发生变形和振动,刀具的几何角度要求高及刀杆的刚性不足等原因,容易造成零件形位尺
多孔薄壁凸轮板加工定位工装及加工方法.pdf
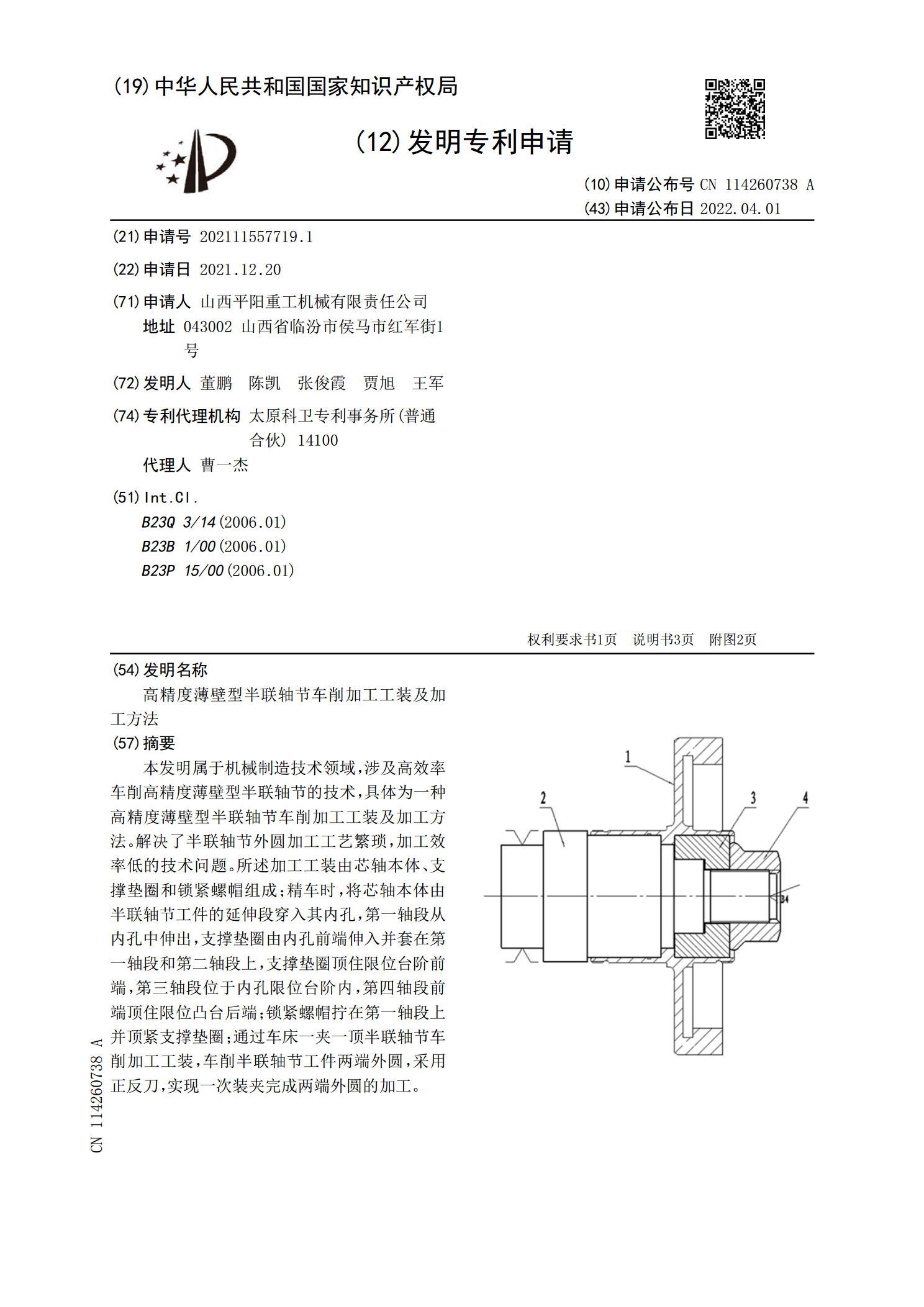
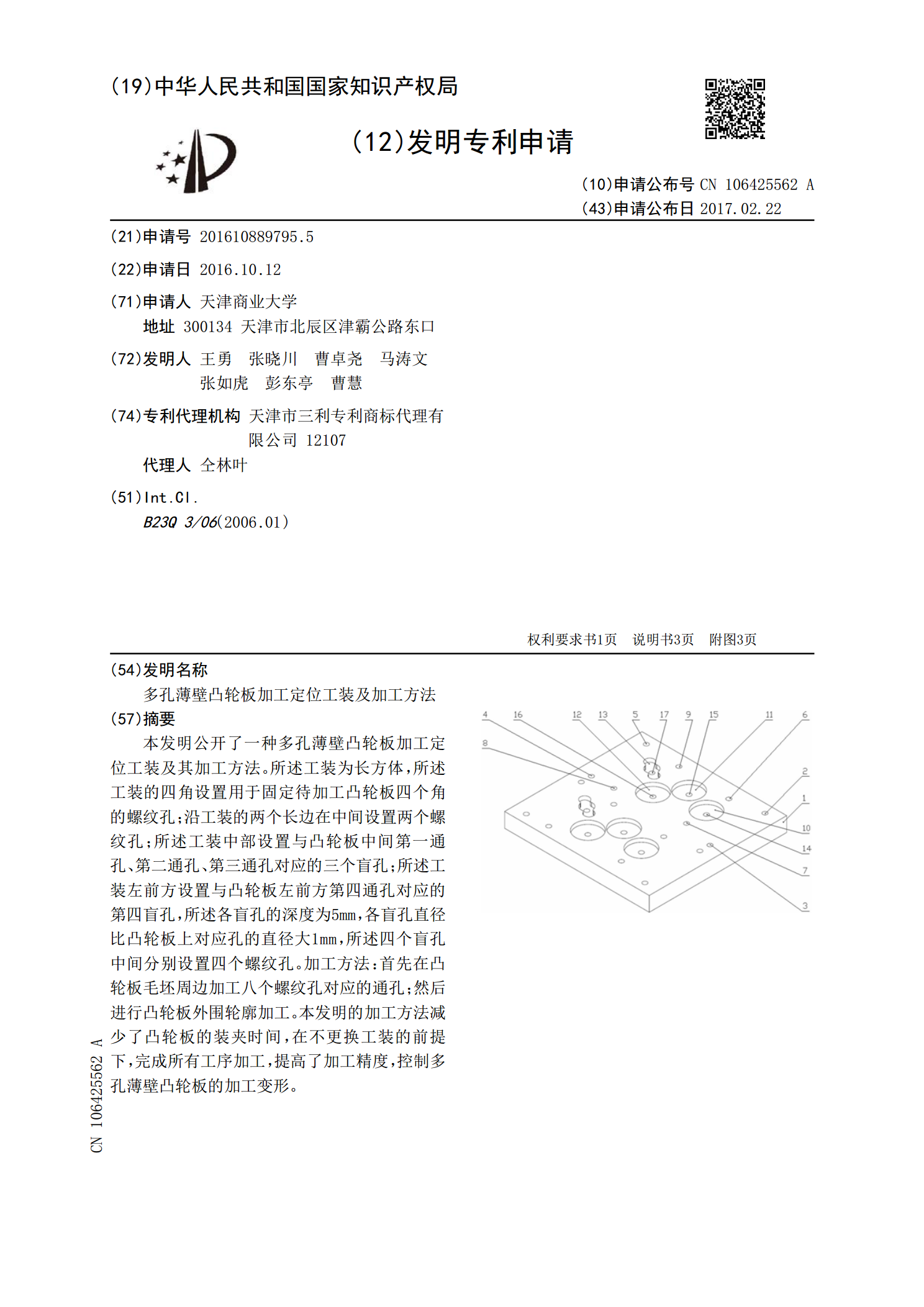
本发明公开了一种多孔薄壁凸轮板加工定位工装及其加工方法。所述工装为长方体,所述工装的四角设置用于固定待加工凸轮板四个角的螺纹孔;沿工装的两个长边在中间设置两个螺纹孔;所述工装中部设置与凸轮板中间第一通孔、第二通孔、第三通孔对应的三个盲孔;所述工装左前方设置与凸轮板左前方第四通孔对应的第四盲孔,所述各盲孔的深度为5mm,各盲孔直径比凸轮板上对应孔的直径大1mm,所述四个盲孔中间分别设置四个螺纹孔。加工方法:首先在凸轮板毛坯周边加工八个螺纹孔对应的通孔;然后进行凸轮板外围轮廓加工。本发明的加工方法减少了凸轮板
车削加工装置.pdf
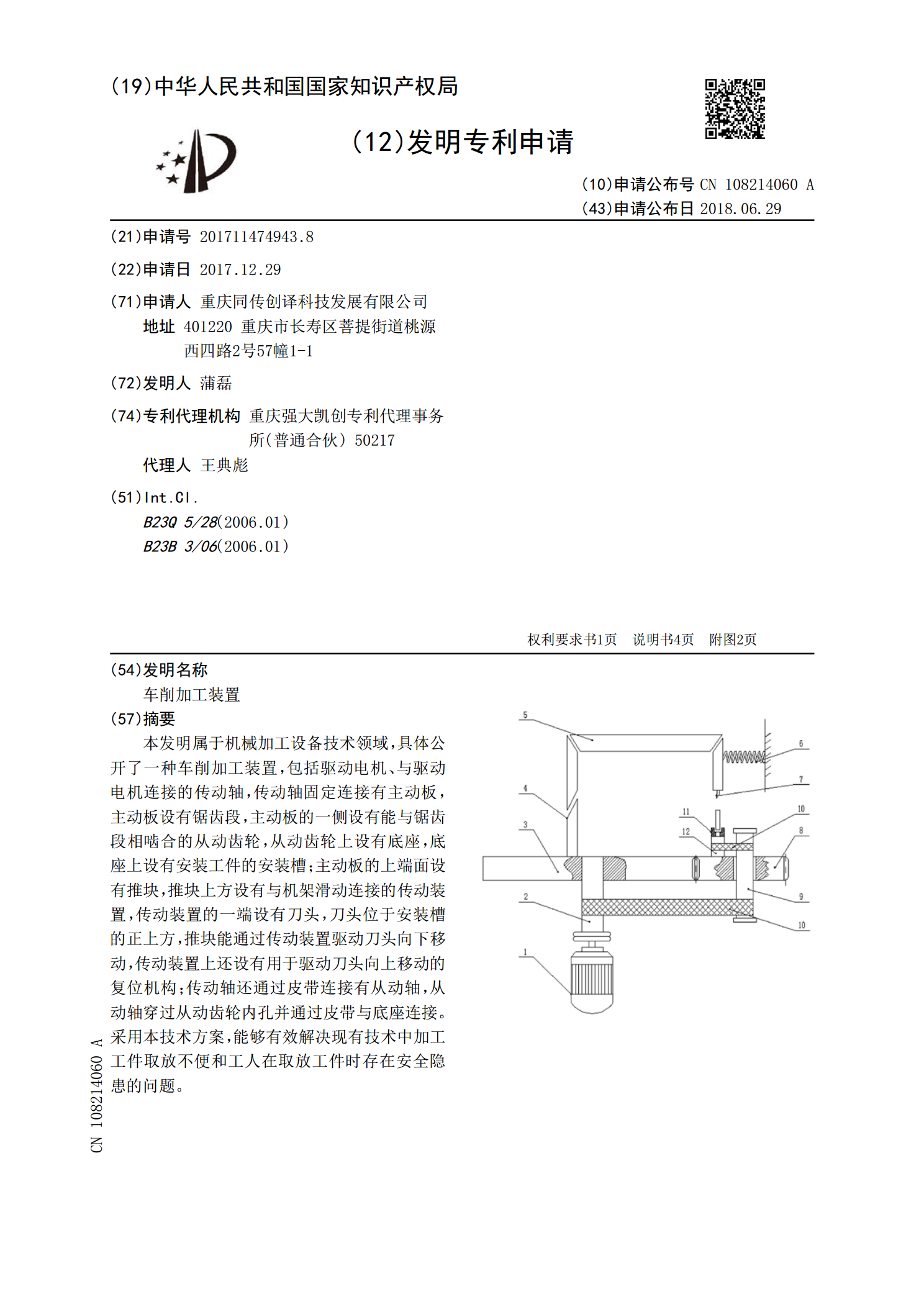
本发明属于机械加工设备技术领域,具体公开了一种车削加工装置,包括驱动电机、与驱动电机连接的传动轴,传动轴固定连接有主动板,主动板设有锯齿段,主动板的一侧设有能与锯齿段相啮合的从动齿轮,从动齿轮上设有底座,底座上设有安装工件的安装槽;主动板的上端面设有推块,推块上方设有与机架滑动连接的传动装置,传动装置的一端设有刀头,刀头位于安装槽的正上方,推块能通过传动装置驱动刀头向下移动,传动装置上还设有用于驱动刀头向上移动的复位机构;传动轴还通过皮带连接有从动轴,从动轴穿过从动齿轮内孔并通过皮带与底座连接。采用本技术

高精度薄壁铜套加工方法探讨.docx
高精度薄壁铜套加工方法探讨摘要:本文通过加工薄壁大铜套的实例探讨通过解决夹紧变形提高工件的形状和位置精度消除振纹保证表面粗糙度要求;论述使用普通车床及自制夹具加工高精度薄壁大铜套的方法内容包括加工原理、夹具设计和制作工艺。关键词:薄壁大铜套夹紧变形专用夹具振纹形位精度高精度铜套是重要设备维修中的常用零件需要尽快加工以便配合抢修尽快恢复生产。该零件材料是铸造锡青铜毛坯尺寸是外径φ320mm、内径φ260mm、长度280mm如图1所示。图1