
驱动轮和其制造方法.pdf

一吃****天材


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
驱动轮和其制造方法.pdf
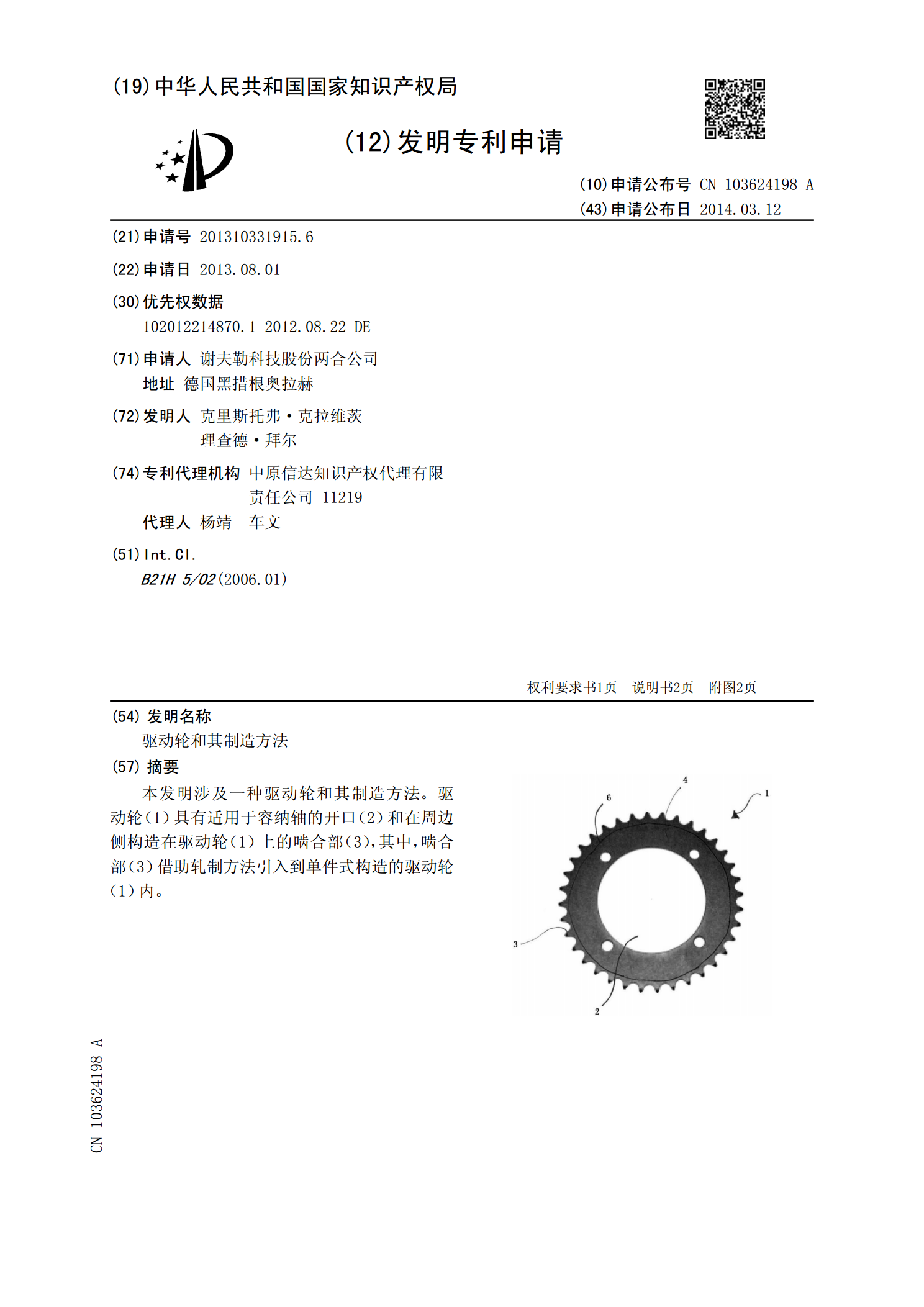
本发明涉及一种驱动轮和其制造方法。驱动轮(1)具有适用于容纳轴的开口(2)和在周边侧构造在驱动轮(1)上的啮合部(3),其中,啮合部(3)借助轧制方法引入到单件式构造的驱动轮(1)内。
驱动轮装置和制造驱动轮装置的方法.pdf
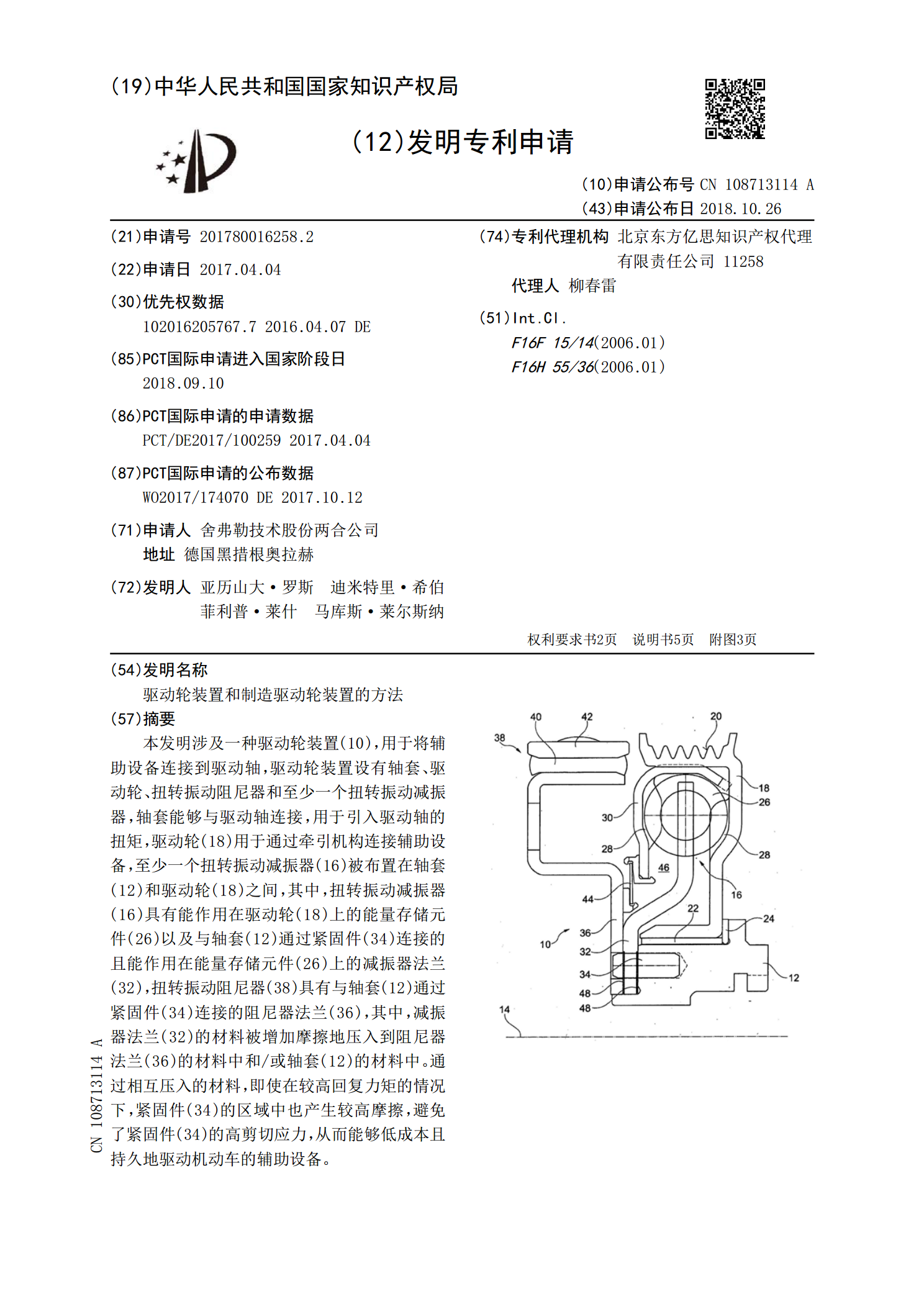
本发明涉及一种驱动轮装置(10),用于将辅助设备连接到驱动轴,驱动轮装置设有轴套、驱动轮、扭转振动阻尼器和至少一个扭转振动减振器,轴套能够与驱动轴连接,用于引入驱动轴的扭矩,驱动轮(18)用于通过牵引机构连接辅助设备,至少一个扭转振动减振器(16)被布置在轴套(12)和驱动轮(18)之间,其中,扭转振动减振器(16)具有能作用在驱动轮(18)上的能量存储元件(26)以及与轴套(12)通过紧固件(34)连接的且能作用在能量存储元件(26)上的减振器法兰(32),扭转振动阻尼器(38)具有与轴套(12)通过紧

树脂成形滑动轴承和其制造方法以及管式泵和其制造方法.pdf
本发明提供一种品质恶化少、并能够以低成本进行制造的滑动轴承、其制造方法以及使用其制造方法的管式泵。在使用图1(1)所示的模具,制造具有图1(2)所示的用于积存油的凹部的树脂成形滑动轴承的制造方法中,在成形被支承为绕插通于贯通轴孔(61)的固定轴旋转自如的滑动轴承(60)之际,利用“缩孔”现象,在轴孔(61)的长度方向中央部成形用于积存油的凹部,所述“缩孔”现象为当向以使该滑动轴承(60)的壁厚尺寸为长度方向中央部大于长度方向两端部的方式设定的模具填入树脂并使之冷却时,体积大的长度方向中央部的收缩大的现象。

聚酰胺和其制造方法.pdf
本发明提供由β‑内酯产生聚酰胺的方法。所述聚酰胺包含可部分或完全地由可再生来源获得的生物基聚酰胺。

偏振膜和其制造方法.pdf
在对聚乙烯醇膜按顺序至少实施溶胀步骤、染色步骤、第1交联拉伸步骤、第2交联拉伸步骤的偏振膜的制造方法中;前述聚乙烯醇膜中包含的聚乙烯醇的平均聚合度为2500~3500;在前述第1交联拉伸步骤中,在包含1~5质量%的硼酸的40~55℃的水溶液中,以该步骤中的拉伸倍率达到1.1~1.3倍且总拉伸倍率达到2.5~3.5倍的方式进行单轴拉伸;在前述第2交联拉伸步骤中,在包含1~5质量%的硼酸的60~70℃的水溶液中,以该步骤中的拉伸倍率达到1.8~3.0倍且总拉伸倍率达到6~8倍的方式进行单轴拉伸。由此,能够制造