
主轴内锥孔中频感应加热淬火的探讨.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

主轴内锥孔中频感应加热淬火的探讨.docx
主轴内锥孔中频感应加热淬火的探讨一、引言主轴内锥孔是机床上的重要组成部分,其质量和性能直接影响着整个机床的工作效率和加工精度。为了提高主轴内锥孔的硬度和耐磨性能,常采用感应加热淬火工艺进行处理。本文将探讨如何利用感应加热淬火技术优化主轴内锥孔的质量和性能。二、感应加热淬火原理感应加热淬火技术是利用高频交变电磁场对金属材料进行加热和淬火的一种加热技术。具体原理是:金属材料置于高频感应线圈中,感应线圈中的高频电流会在金属材料中产生涡流。由于涡流的阻碍作用,金属材料的内部会迅速产生能量耗散,即发热。同时金属材料
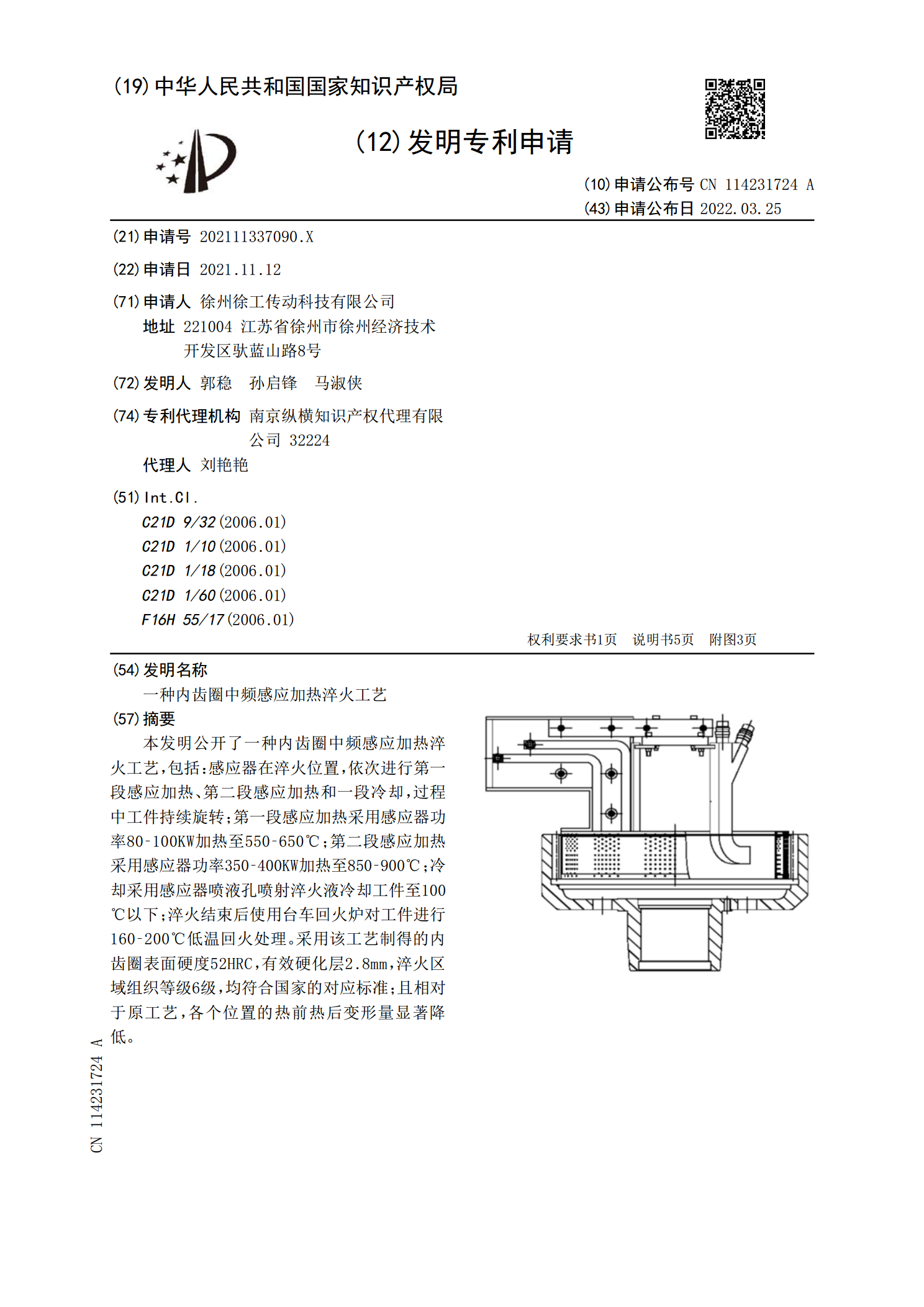
一种内齿圈中频感应加热淬火工艺.pdf
本发明公开了一种内齿圈中频感应加热淬火工艺,包括:感应器在淬火位置,依次进行第一段感应加热、第二段感应加热和一段冷却,过程中工件持续旋转;第一段感应加热采用感应器功率80‑100KW加热至550‑650℃;第二段感应加热采用感应器功率350‑400KW加热至850‑900℃;冷却采用感应器喷液孔喷射淬火液冷却工件至100℃以下;淬火结束后使用台车回火炉对工件进行160‑200℃低温回火处理。采用该工艺制得的内齿圈表面硬度52HRC,有效硬化层2.8mm,淬火区域组织等级6级,均符合国家的对应标准;且相对于

中频感应加热卧式淬火机床技术方案.doc
技术支持李工:13963698935夹辊式大型卧式淬火机床技术方案及报价方案号:121110方案设计:李拜天方案审核:孙伟目录方案概述…………………………............................3技术标准…………………………………………….3设备说明…………………………………………….4设备组成及报价…………………………………….6技术资料和图纸…………………………………….6验收标准及条件…………………………………….6设备交货时间及安装周期………………………….6安装、调试及人员培训…

大型轴承圈滚道中频感应加热淬火回火.pdf
支重轮轴中频感应加热淬火保护装置.pdf
支重轮轴中频感应加热淬火保护装置,适用于工程机械支重轮轴的轴肩两侧端面中频感应加热淬火的保护。现有装置,感应加热淬火支重轮轴肩的一侧端面时,另一侧端面会由于热传递而退火。为解决上述问题,设计了一种支重轮轴中频感应加热淬火保护装置,其特征在于其由感应器有效圈、淬火冷却圈、保护水圈、绝缘垫圈、连接板、铜垫圈、铜螺杆和铜螺母组成,其中感应器有效圈与连接板焊接,保护水圈、铜螺杆焊接在淬火冷却圈上,感应器有效圈通过铜螺杆、绝缘垫圈和铜螺母与淬火冷却圈连接为一体。使用时感应器有效圈和冷却圈在感应加热轴肩一侧端面时,保