
API大管径机组高频焊接工艺的选择.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

API大管径机组高频焊接工艺的选择.docx
API大管径机组高频焊接工艺的选择随着技术的不断发展,API大管径机组高频焊接已成为管道制造业中非常重要的工序之一。它是将移动的钢板端部通过高频电场搬移并加热,在接触时使其融合,从而完成焊接。因此,针对不同的钢材和工艺技术,需要选择合适的高频焊接工艺,以确保焊缝质量和可靠性。本文将介绍API大管径机组高频焊接工艺选择的相关因素及其优缺点。一、工艺选择因素(一)管径大小API大管径机组通常生产管道的直径介于16英寸至42英寸之间,不同直径的管道需要相应的高频焊接设备和焊接工艺。通常情况下,越大的管径需要更高

一种等径石英大管的焊接工艺.pdf
本发明公开了一种等径石英大管的焊接工艺,包括以下步骤:A、倒口;B、清洗并烘干;C、将两个石英大管置于大理石平台上,预留1mm间隙;D、焊接3个沿圆周均匀分布的焊点;E、取两段弧形焊料,对弧形焊料烧熔,完成石英大管2/3圆周的焊接;F、抬起,在石英大管下方放置若干个石墨滚轮组件,将石英大管旋转90°‑180°;G、在未焊接的1/3圆周间隙处加弧形焊料,对弧形焊料烧熔,完成剩余1/3圆周的焊接;同时,对已焊接的2/3圆周进行填料补充;H、对剩余1/3圆周进行填料补充;I、成品检验。本发明具有能较好地保证两个
大管径PTFE管焊接装置.pdf
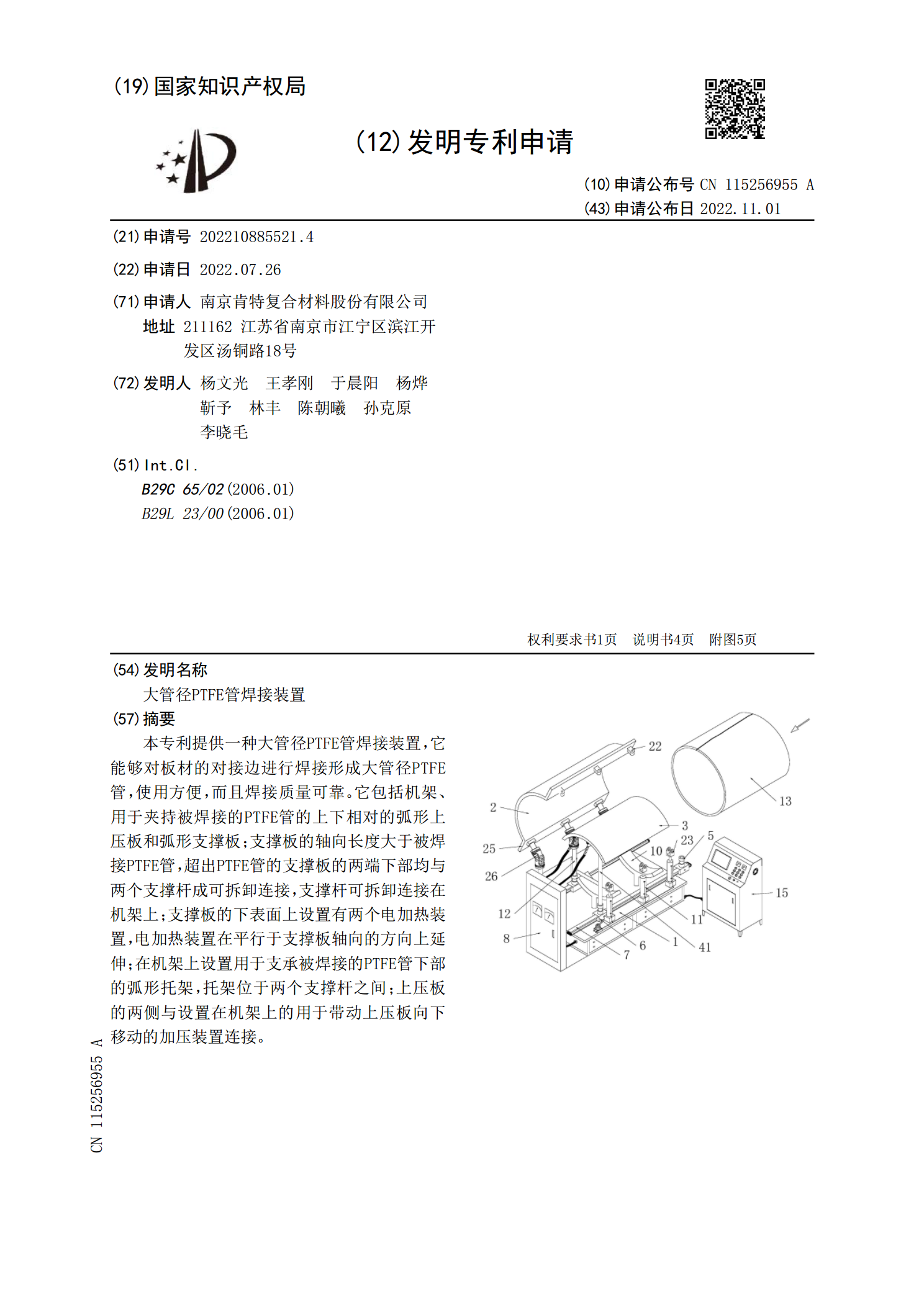
本专利提供一种大管径PTFE管焊接装置,它能够对板材的对接边进行焊接形成大管径PTFE管,使用方便,而且焊接质量可靠。它包括机架、用于夹持被焊接的PTFE管的上下相对的弧形上压板和弧形支撑板;支撑板的轴向长度大于被焊接PTFE管,超出PTFE管的支撑板的两端下部均与两个支撑杆成可拆卸连接,支撑杆可拆卸连接在机架上;支撑板的下表面上设置有两个电加热装置,电加热装置在平行于支撑板轴向的方向上延伸;在机架上设置用于支承被焊接的PTFE管下部的弧形托架,托架位于两个支撑杆之间;上压板的两侧与设置在机架上的用于带动

P92钢厚壁大管径焊接工艺优化.docx
P92钢厚壁大管径焊接工艺优化P92钢是一种优质耐热钢,在高温、高压、高强条件下使用具有良好的性能。由于其具有高强度、高韧性、高耐磨性和耐蚀性,因此广泛应用于石化、电力、造船、核工业等领域。在P92钢的焊接中,由于其高合金含量和低熔点物质的存在,焊接难度大,因此需要进行优化。针对P92钢厚壁大管径的焊接工艺,需要选择合适的焊接方法。常用的焊接方法有TIG焊、MIG/MAG焊、电渣焊、激光焊等,但在P92钢的焊接中,TIG焊更为常见。TIG焊具有焊缝质量高、热影响区小、熔深度可控等优点,所以在P92钢的焊接

大管径钢管倒装吊装与焊接技术探析.docx
大管径钢管倒装吊装与焊接技术探析随着城市基础设施建设和工程建设的不断发展,大管径钢管的使用越来越广泛。其所承受的载荷越来越大,因此对于安全和结构的稳定性要求越来越高。而其中,大管径钢管的倒装吊装和焊接是施工过程中需要高度关注的环节。一、大管径钢管倒装吊装技术大管径钢管倒装吊装在施工中十分普遍,其优势在于能提高施工效率,减少人力和设备成本,减少一些不必要的工序,同时减小工程施工中对环境的影响。1.吊装前准备在进行大管径钢管倒装吊装之前,需要进行一系列的施工前准备。首先要选择吊装的地点,地点要符合安全标准,同