
表面固结磨粒成群螺旋排布的电镀锯丝生产装置.pdf

觅松****哥哥


1/9

2/9
3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

表面固结磨粒成群螺旋排布的电镀锯丝生产装置.pdf
一种表面固结磨粒成群螺旋排布的电镀锯丝生产装置,包括由前至后依次排布的绕线装置、热风吹口、复合电镀装置、蒸馏水清洗槽、有机溶剂清洗槽和撤线装置;绕线装置包括旋转轮、放线轮和涂胶座;复合电镀装置由预镀槽、上砂槽和镀层加厚槽组成,三个槽的底部和上方均设置有导轮,上砂槽内安装有导管和水泵;蒸馏水清洗槽和有机溶剂清洗槽的底部和上方也均设置有导轮;撤线装置包括回转轮和收线轮。该装置在锯丝表面形成磨粒成群螺旋排布和螺旋状的大容屑与排屑微通道相隔的效果,既具备足够高度的容屑空间,又可使冷却润滑液充分进入切割区域,改善锯
表面磨粒群呈节块状排布的电镀锯丝的制作方法及装置.pdf
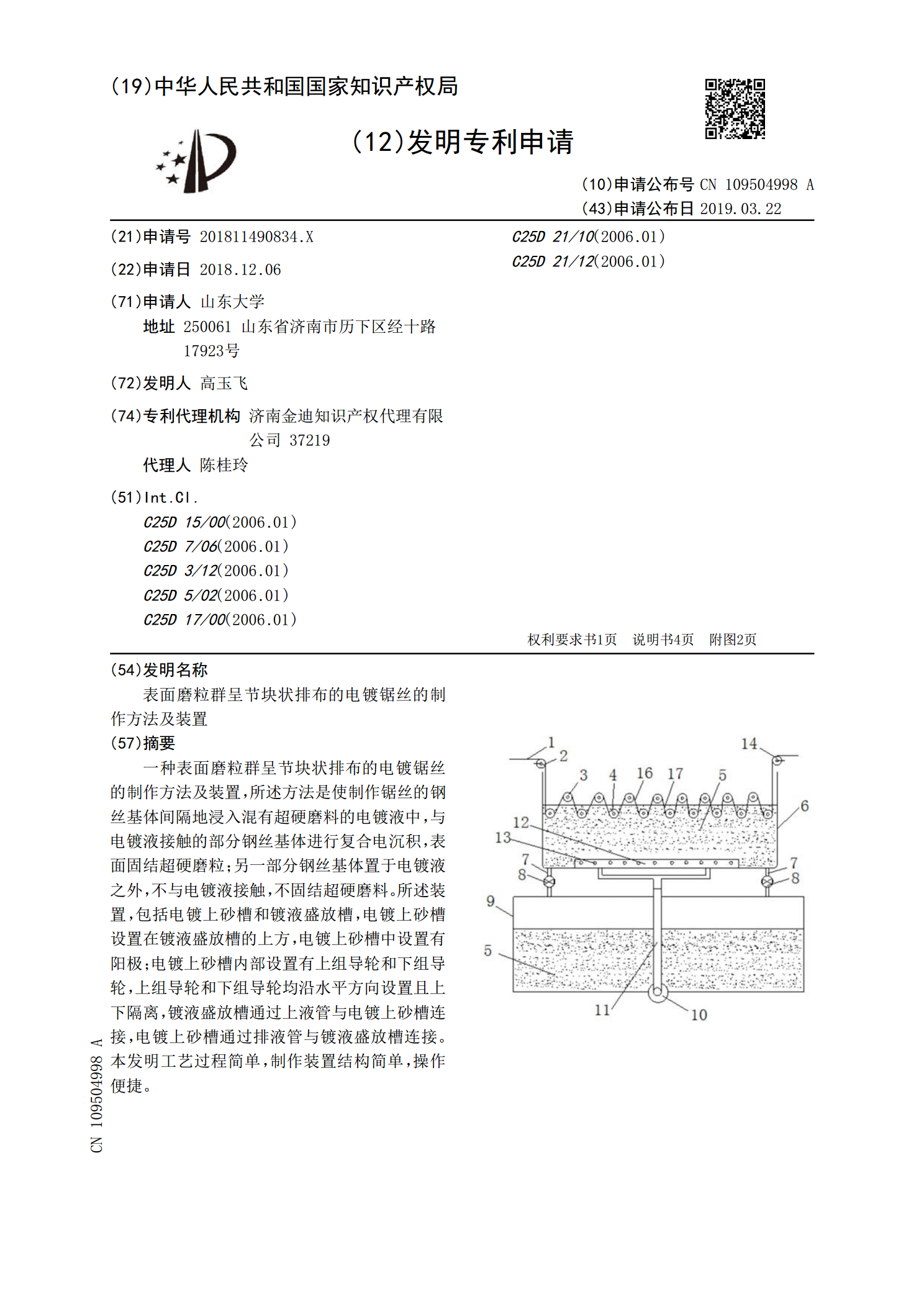
一种表面磨粒群呈节块状排布的电镀锯丝的制作方法及装置,所述方法是使制作锯丝的钢丝基体间隔地浸入混有超硬磨料的电镀液中,与电镀液接触的部分钢丝基体进行复合电沉积,表面固结超硬磨粒;另一部分钢丝基体置于电镀液之外,不与电镀液接触,不固结超硬磨料。所述装置,包括电镀上砂槽和镀液盛放槽,电镀上砂槽设置在镀液盛放槽的上方,电镀上砂槽中设置有阳极;电镀上砂槽内部设置有上组导轮和下组导轮,上组导轮和下组导轮均沿水平方向设置且上下隔离,镀液盛放槽通过上液管与电镀上砂槽连接,电镀上砂槽通过排液管与镀液盛放槽连接。本发明工艺
一种磨粒固结式线锯表面处理装置.pdf
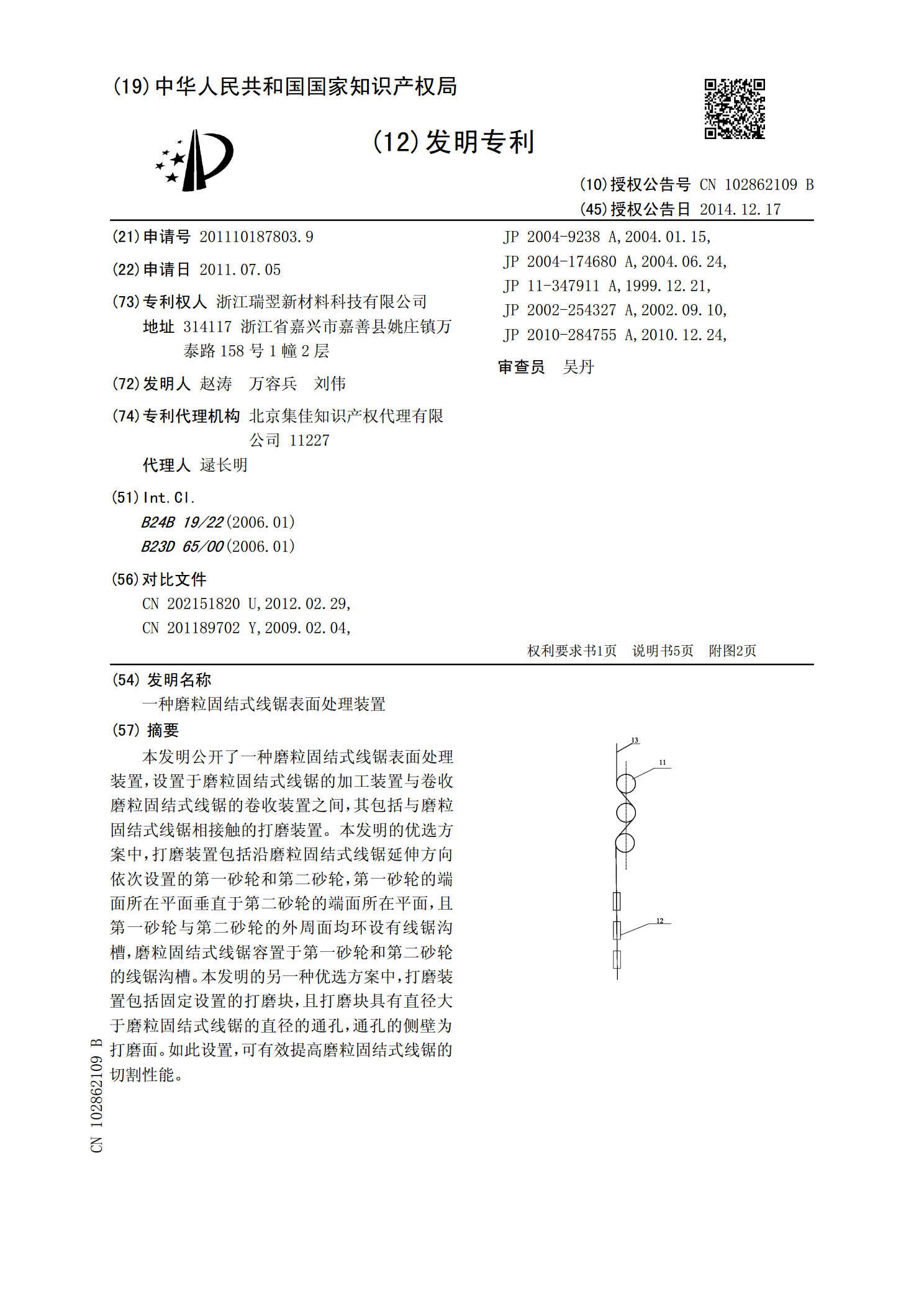
本发明公开了一种磨粒固结式线锯表面处理装置,设置于磨粒固结式线锯的加工装置与卷收磨粒固结式线锯的卷收装置之间,其包括与磨粒固结式线锯相接触的打磨装置。本发明的优选方案中,打磨装置包括沿磨粒固结式线锯延伸方向依次设置的第一砂轮和第二砂轮,第一砂轮的端面所在平面垂直于第二砂轮的端面所在平面,且第一砂轮与第二砂轮的外周面均环设有线锯沟槽,磨粒固结式线锯容置于第一砂轮和第二砂轮的线锯沟槽。本发明的另一种优选方案中,打磨装置包括固定设置的打磨块,且打磨块具有直径大于磨粒固结式线锯的直径的通孔,通孔的侧壁为打磨面。如

固结磨粒双绞合线锯丝制造装置设计的任务书.docx
固结磨粒双绞合线锯丝制造装置设计的任务书任务书题目:固结磨粒双绞合线锯丝制造装置设计任务背景:锯丝是加工工业中的一个重要工艺,具有重要的应用价值。传统的锯丝工艺使用的是普通钢片进行切割,由于切割耗时且易磨损失去切割效果,对于一些较硬材料的切割能力受限,工人作业难度大、劳动强度大等问题,造成了产能低下、质量不稳定等问题。现有的固结磨粒锯丝技术可以提高切割效率和切割质量。本课题旨在设计一种固结磨粒双绞合线锯丝制造装置,可以提高锯丝的生产效率和质量。任务内容:1.综合现有固结磨粒锯丝技术,设计固结磨粒双绞合线锯

固结磨粒线锯的随机力建模与振动分析.docx
固结磨粒线锯的随机力建模与振动分析随着工业现代化的发展,机电一体化技术也不断得到提高。线锯作为一种常用的加工工具,在机械加工、家居装修等行业中广泛应用。线锯的切削性能和精度直接影响着加工效果和产品质量。固结磨粒线锯作为一种新型的加工工具,具有磨削效率高、切削力小、高精度等特点。针对固结磨粒线锯的随机力建模与振动分析,本文将进行探究与讨论。一、固结磨粒线锯的随机力建模1.固结磨粒线锯的原理固结磨粒线锯是一种采用钻石、立方氮化硼等微晶颗粒固结于金属或陶瓷基体表面的新型切削工具。其切削工具采用磨粒点接触工艺制成