
炭黑湿法造粒机壳体精密内筒制造方法.pdf

一吃****天材


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

炭黑湿法造粒机壳体精密内筒制造方法.pdf
炭黑湿法造粒机为了满足炭黑产品的较高质量要求,通常要求对造粒机壳体内筒进行机械加工,以便得到“精密内筒”的质量要求,但是,炭黑湿法造粒机壳体内筒很长,已经达到3450毫米,直径800毫米,很难加工,目前外协加工的费用,是3万元人民币,而且协作厂家很难寻找;本发明为解决这个问题提供一种“炭黑湿法造粒机壳体精密内筒制造方法”;制造方法分两步;一是把普通卷筒改造成圆柱度合格的内筒;方法包括:把卷筒用数个矫正钢圈和两端矫正法兰强行矫正并定形之;二是对内筒进行少量磨削加工,使其圆柱度公差和粗糙度质量达到合格标准;方

湿法造粒机.pdf
本发明公开了湿法造粒机,包括竖喂料机构、料杆、料筒、弧面挤压轮和筛网,料杆外圆设有螺旋,料杆转动设于料筒内,料筒固定安装,料筒设有进料口与竖喂料机构的出料口对应,料杆的后端与减速电机连接,弧面挤压轮和筛网设在料杆的前端,弧面挤压轮连接在料杆上,筛网围在弧面挤压轮外,筛网与料筒前端相连接,其特征在于:筛网由前半筛盘和后半筛盘相互扣合组成,前半筛盘和后半筛盘之间通过卡箍连接,前半筛盘的底部平面不设筛孔,前半筛盘和后半筛盘的圆弧边设置筛孔。本发明结构简单、安装拆卸方便,便于清洗,同时筛网强度高,还能有效避免料杆

一种造粒机料筒的制造工艺.pdf
本发明的一种造粒机料筒的制造工艺,涉及造粒技术领域。步骤如下:①、料筒的辊压成型,采用球墨铸铁作为原料,采用辊压成型技术制成料筒,料筒的一端具有垂直方向上的开口,另一端具有水平方向上的开口;②、料筒内壁喷涂处理,采用静电喷涂技术对料筒内壁进行喷涂处理,喷涂结束后自然放置10天;喷涂液的制备方法为:将环氧树脂25份、二氧化钛5份等置于搅拌容器中,搅拌混合均匀即可;③、热处理,将料筒置于热处理炉中于200℃下热处理0.5h,自然冷却即可。料筒结构设计新颖,使用寿命长。制造工艺工序安排合理,在料筒内壁喷涂特殊设
湿法造粒制备炭黑的方法.pdf
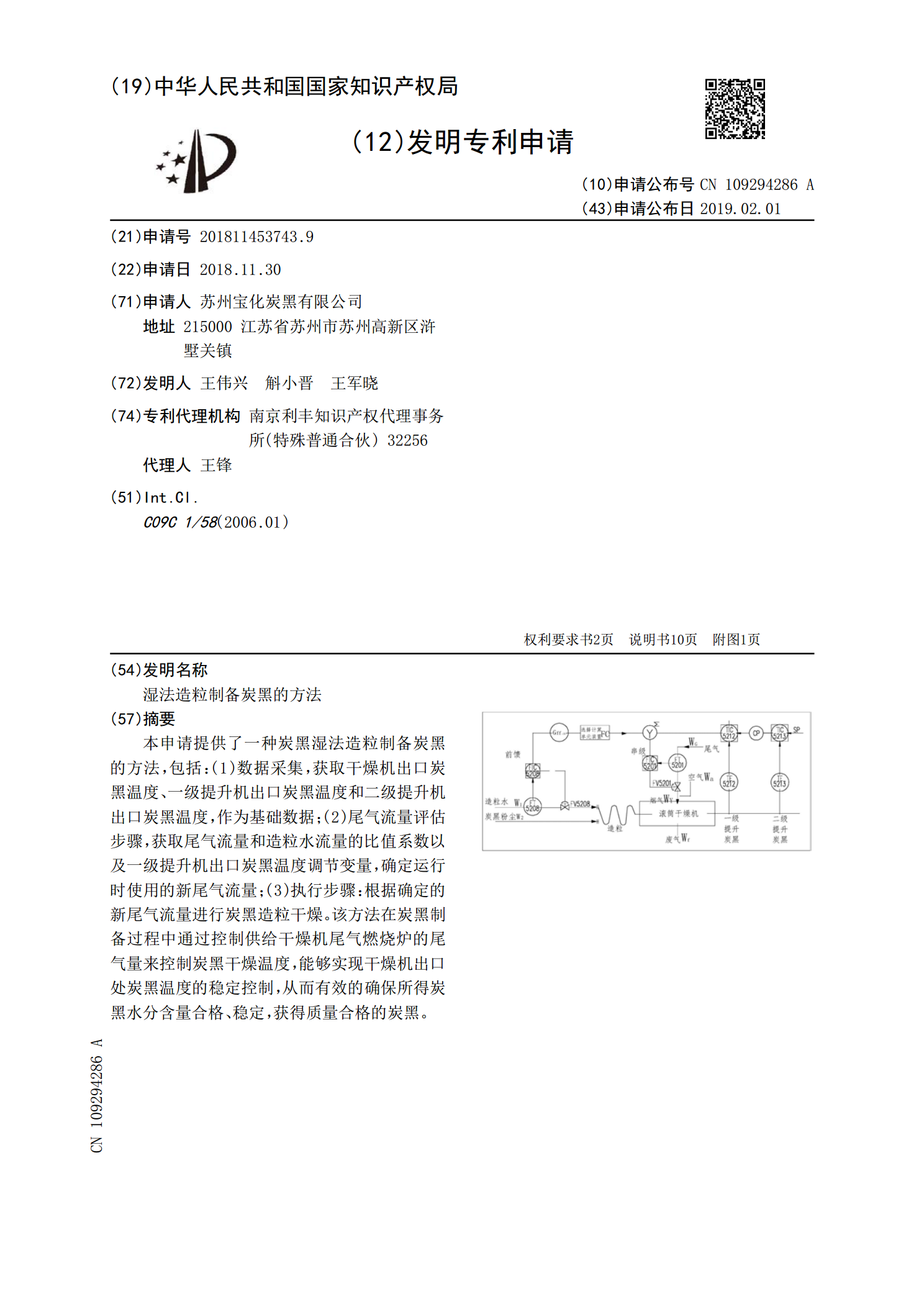
本申请提供了一种炭黑湿法造粒制备炭黑的方法,包括:(1)数据采集,获取干燥机出口炭黑温度、一级提升机出口炭黑温度和二级提升机出口炭黑温度,作为基础数据;(2)尾气流量评估步骤,获取尾气流量和造粒水流量的比值系数以及一级提升机出口炭黑温度调节变量,确定运行时使用的新尾气流量;(3)执行步骤:根据确定的新尾气流量进行炭黑造粒干燥。该方法在炭黑制备过程中通过控制供给干燥机尾气燃烧炉的尾气量来控制炭黑干燥温度,能够实现干燥机出口处炭黑温度的稳定控制,从而有效的确保所得炭黑水分含量合格、稳定,获得质量合格的炭黑。

一种湿法造粒机.pdf
本发明公开了一种湿法造粒机,包括机架、加料机构、给料机构、出料机构及驱动机构,所述加料机构包括料斗,所述给料机构包括挤压料筒及挤压螺杆,所述料斗和挤压料筒相互连通,所述驱动机构包括安装于机架内的电机及减速机,所述挤压螺杆连动于减速机,所述加料机构还包括设于料斗内的加料杆、搅拌刮刀及刮刀安装架,所述驱动机构还包括有第二电机、第二减速机、主动轴、主动链轮、链条、第一从动链轮、第二从动链轮、第一从动轴及第二从动轴,所述第一从动链轮通过第一从动轴连动于加料杆,所述第二从动链轮通过第二从动轴连动于刮刀安装架。本发明