
棒料件自动送料机构.pdf

映雁****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

棒料件自动送料机构.pdf
本发明属于送料装置领域,尤其涉及棒料件自动送料机构。本发明包括摆放棒料件的输送料道和驱动输送料道的驱动链轮,输送料道由复数个并列的输送杆组成,输送杆为细长圆柱形结构,相邻两个输送杆之间形成放置工件的沟槽,沟槽宽度大于棒料件半径而小于棒料直径。利用输送料道将棒料件储存,相邻两个输送杆之间形成放置工件的沟槽,沟槽宽度大于棒料件半径而小于棒料直径,这样每个棒料件会滚落至沟槽中,随着驱动链轮的动作,棒料件会在沟槽中稳定前进,逐渐移动至加工工位处。采用上述结构可以有效的控制棒料件的滚动速度,避免其滚动速度过快与加工

无心磨料棒材自动送料机.pdf
本发明涉及无心磨料棒材输送的机械,电机通过大小齿轮带动主动轴转动,在主动轴上固定有拨轮和拨块,拨轮与从动轴上的槽轮组成马尔他机构,在从动轴上固定有送料盘,磨料从下料斗中掉在送料盘上,由汽缸将磨料推入磨床内,汽缸用输气管与换向阀、气阀连通,气阀由拨块控制。本发明的优点是效率高;使用方便;安全可靠。
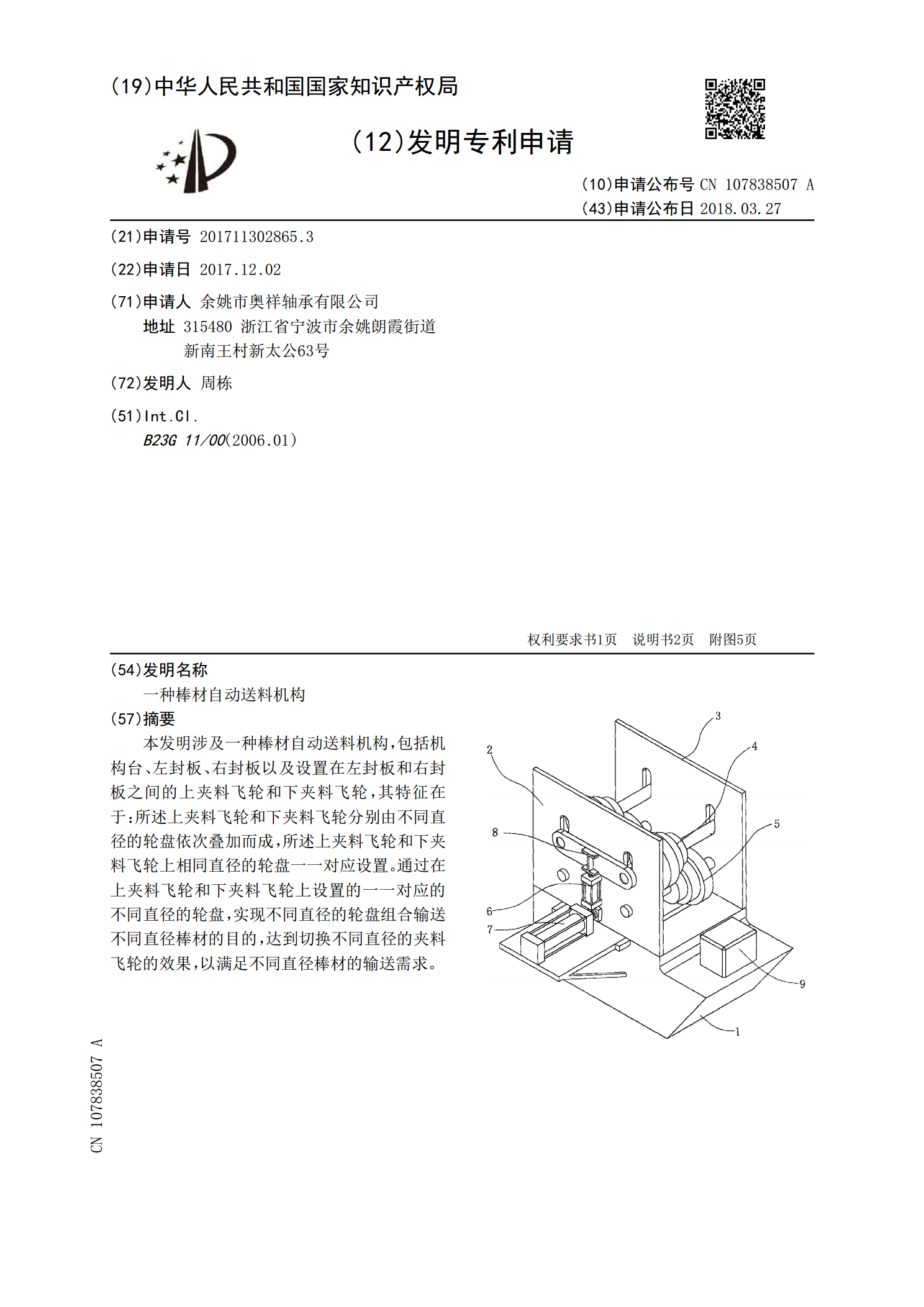
一种棒材自动送料机构.pdf
本发明涉及一种棒材自动送料机构,包括机构台、左封板、右封板以及设置在左封板和右封板之间的上夹料飞轮和下夹料飞轮,其特征在于:所述上夹料飞轮和下夹料飞轮分别由不同直径的轮盘依次叠加而成,所述上夹料飞轮和下夹料飞轮上相同直径的轮盘一一对应设置。通过在上夹料飞轮和下夹料飞轮上设置的一一对应的不同直径的轮盘,实现不同直径的轮盘组合输送不同直径棒材的目的,达到切换不同直径的夹料飞轮的效果,以满足不同直径棒材的输送需求。
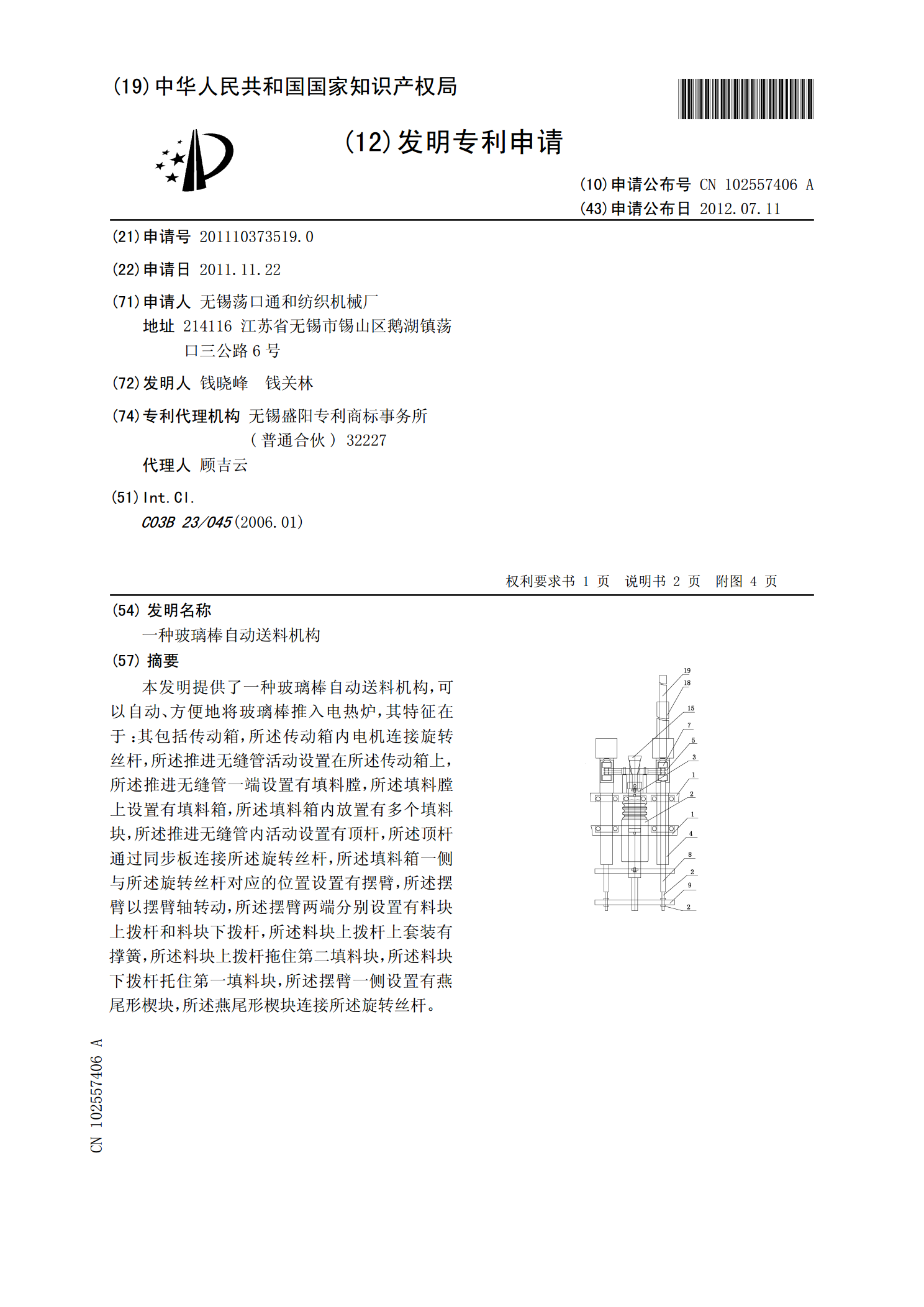
一种玻璃棒自动送料机构.pdf
本发明提供了一种玻璃棒自动送料机构,可以自动、方便地将玻璃棒推入电热炉,其特征在于:其包括传动箱,所述传动箱内电机连接旋转丝杆,所述推进无缝管活动设置在所述传动箱上,所述推进无缝管一端设置有填料膛,所述填料膛上设置有填料箱,所述填料箱内放置有多个填料块,所述推进无缝管内活动设置有顶杆,所述顶杆通过同步板连接所述旋转丝杆,所述填料箱一侧与所述旋转丝杆对应的位置设置有摆臂,所述摆臂以摆臂轴转动,所述摆臂两端分别设置有料块上拨杆和料块下拨杆,所述料块上拨杆上套装有撑簧,所述料块上拨杆拖住第二填料块,所述料块下拨
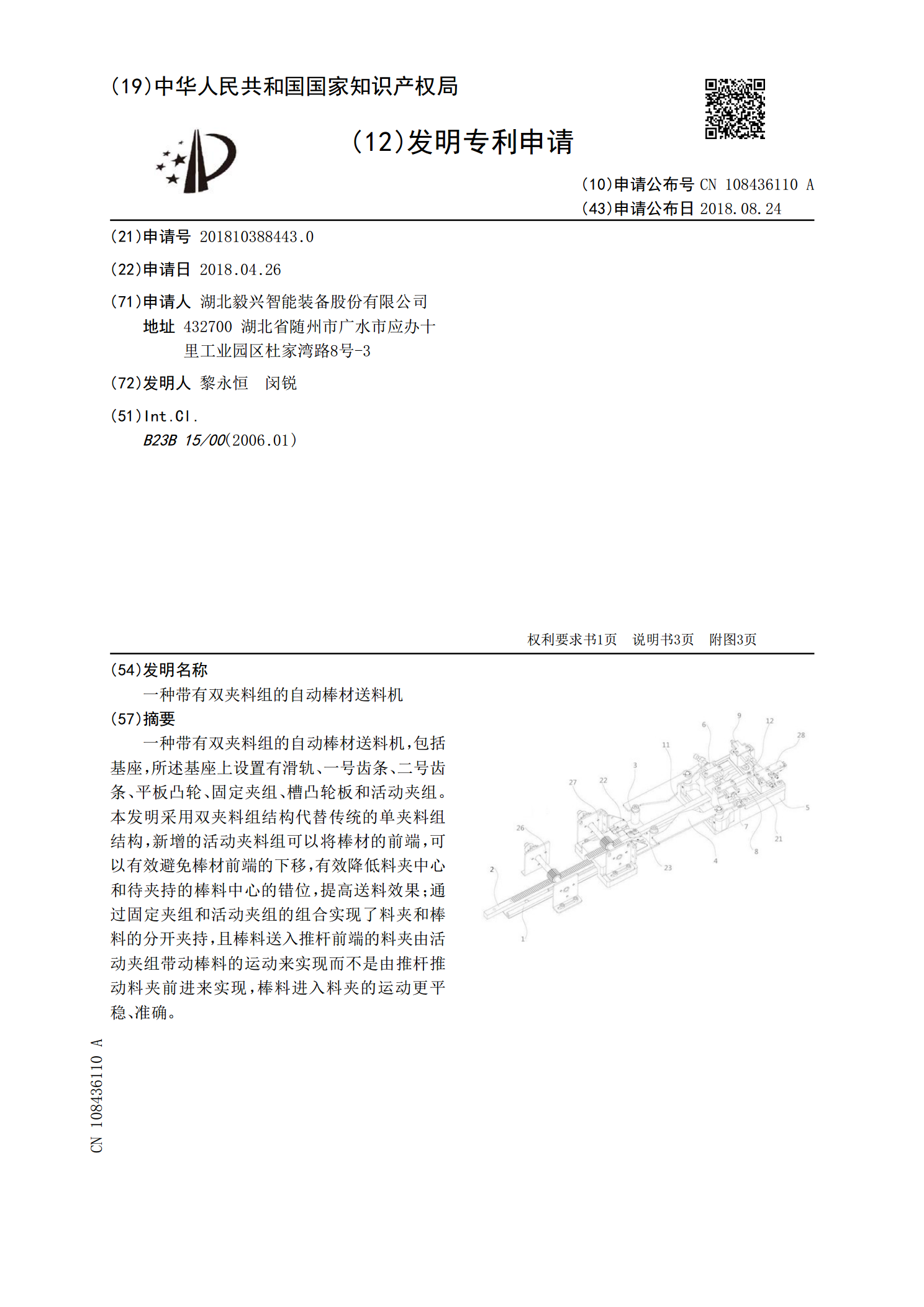
一种带有双夹料组的自动棒材送料机.pdf
一种带有双夹料组的自动棒材送料机,包括基座,所述基座上设置有滑轨、一号齿条、二号齿条、平板凸轮、固定夹组、槽凸轮板和活动夹组。本发明采用双夹料组结构代替传统的单夹料组结构,新增的活动夹料组可以将棒材的前端,可以有效避免棒材前端的下移,有效降低料夹中心和待夹持的棒料中心的错位,提高送料效果;通过固定夹组和活动夹组的组合实现了料夹和棒料的分开夹持,且棒料送入推杆前端的料夹由活动夹组带动棒料的运动来实现而不是由推杆推动料夹前进来实现,棒料进入料夹的运动更平稳、准确。