
一种换热管管端切割装置.pdf

是你****噩呀


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种换热管管端切割装置.pdf
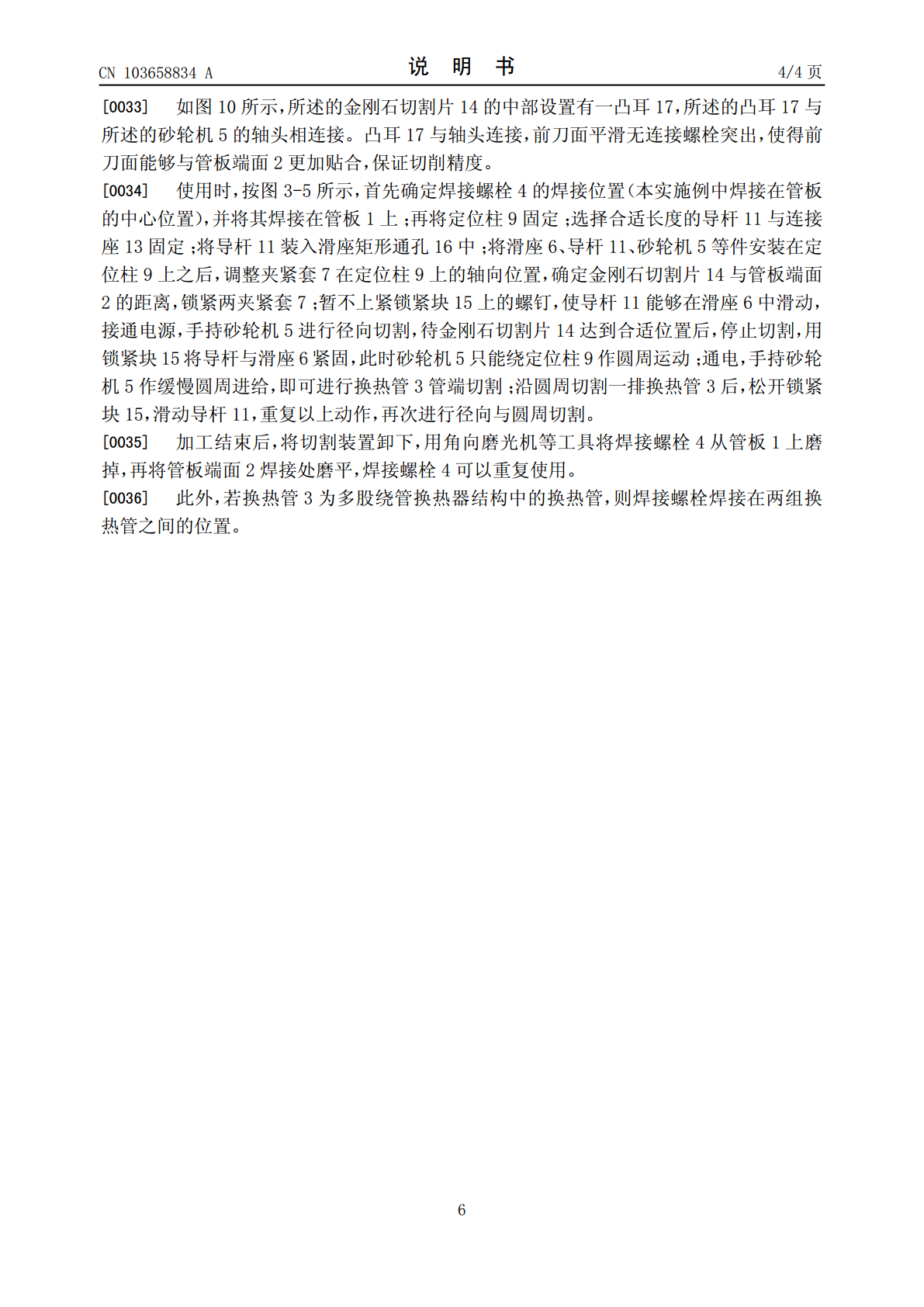
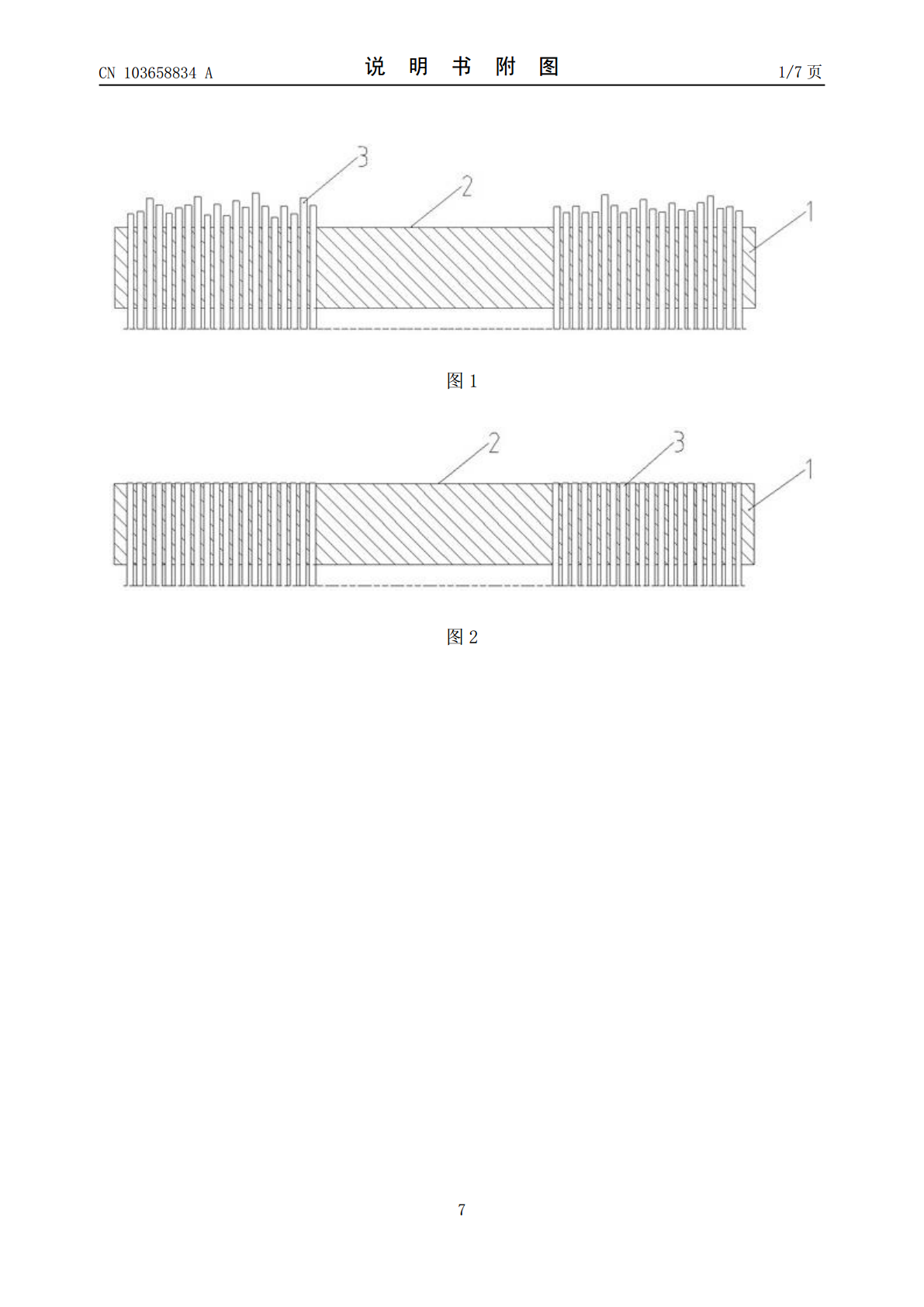
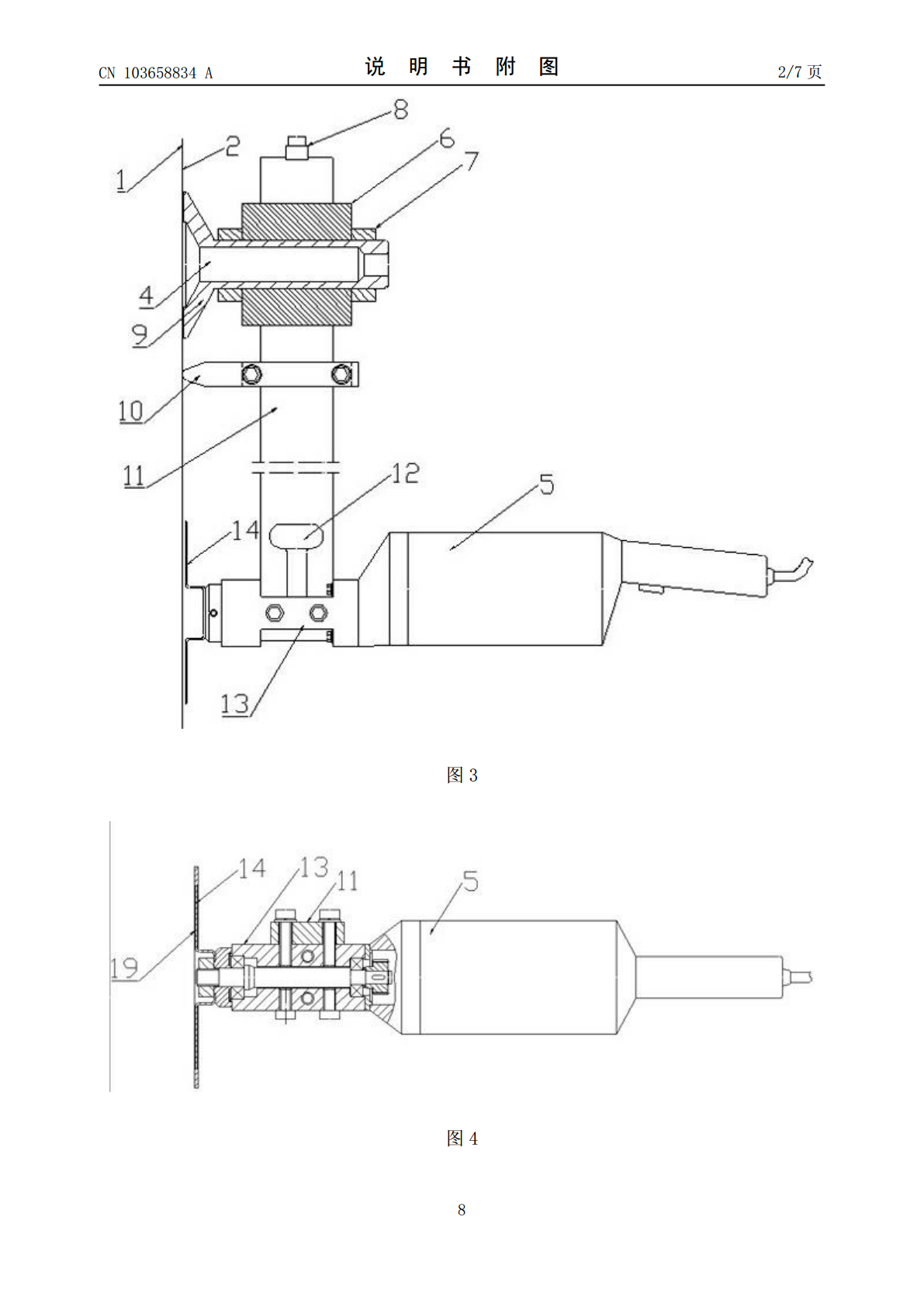
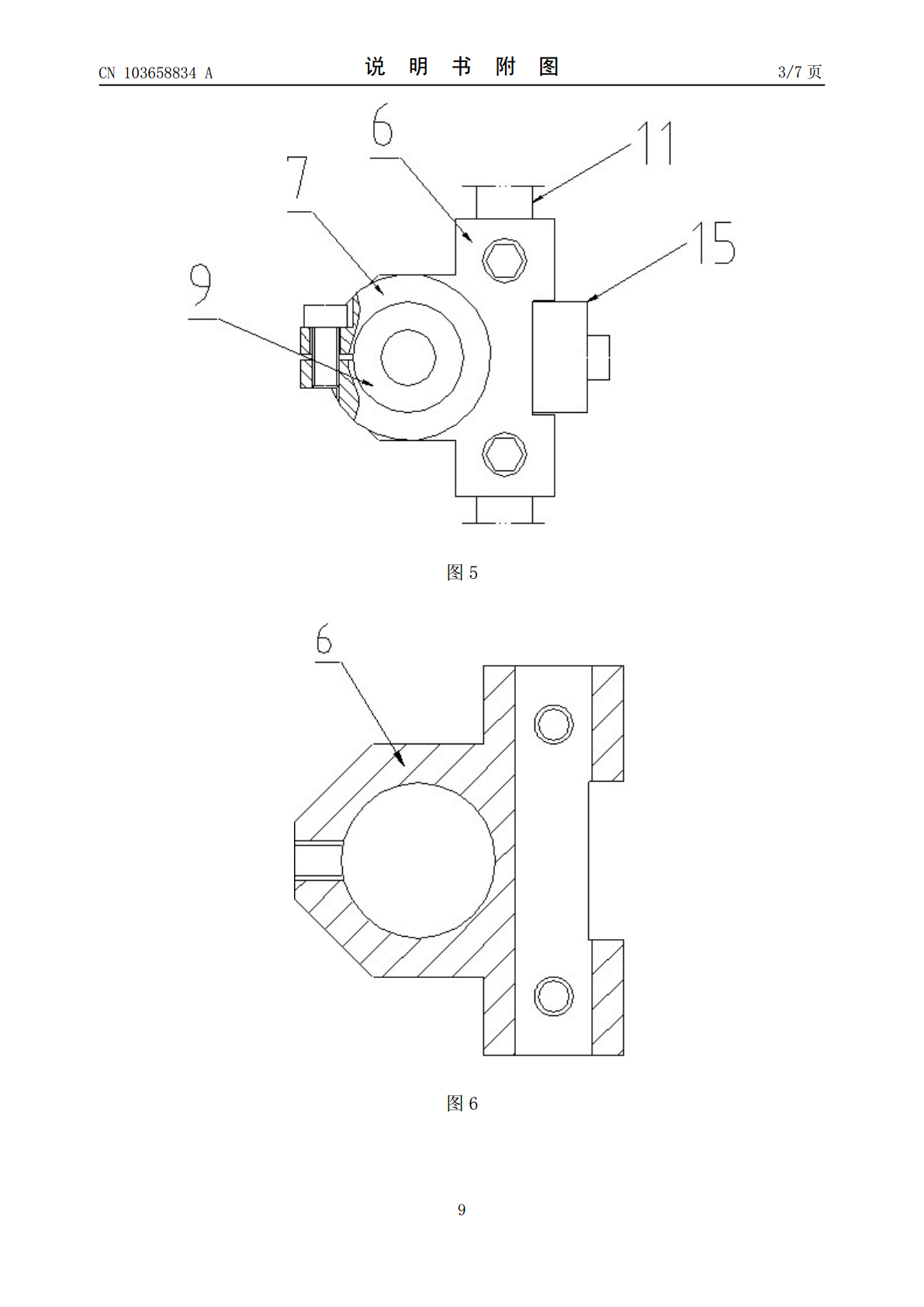
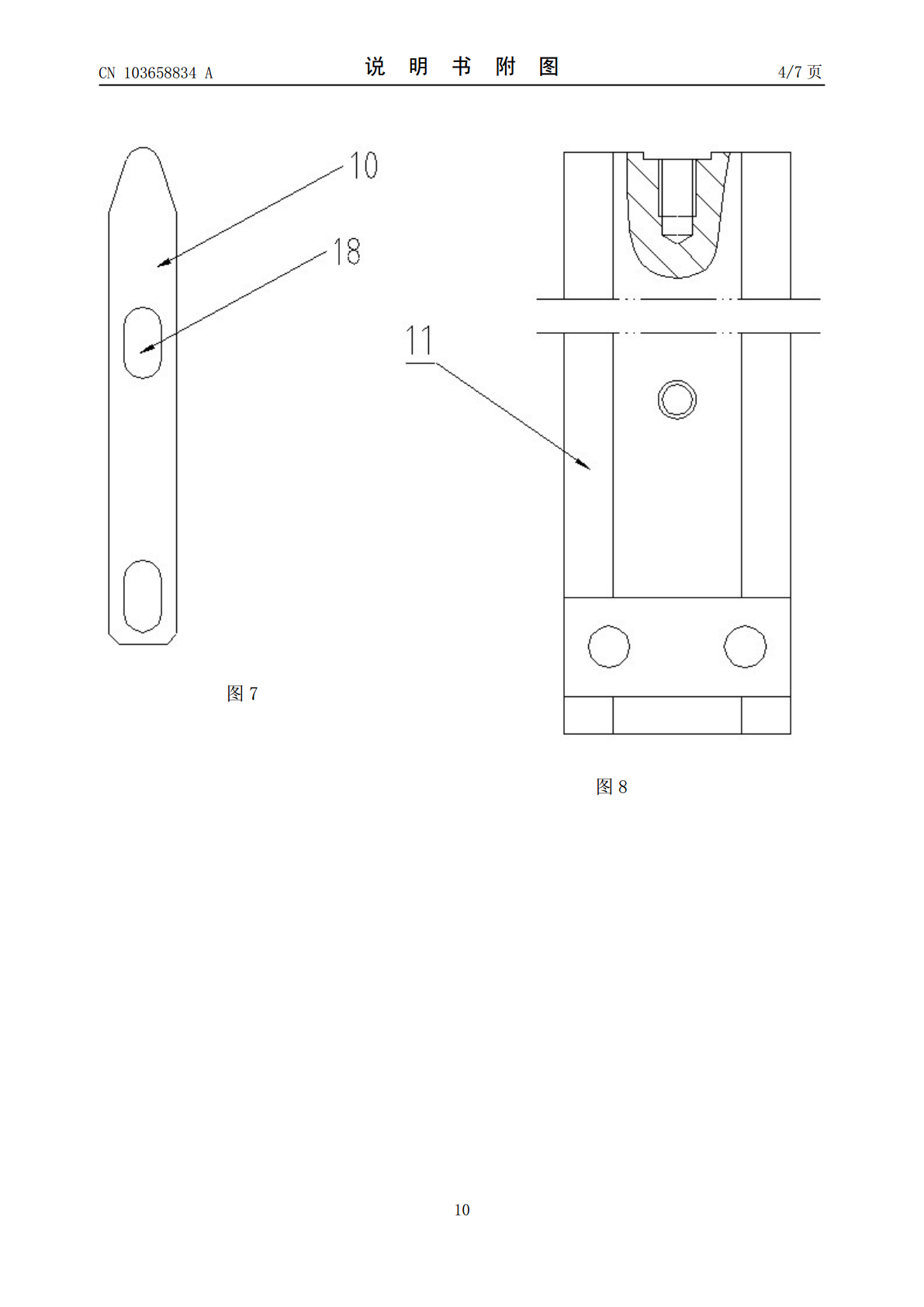
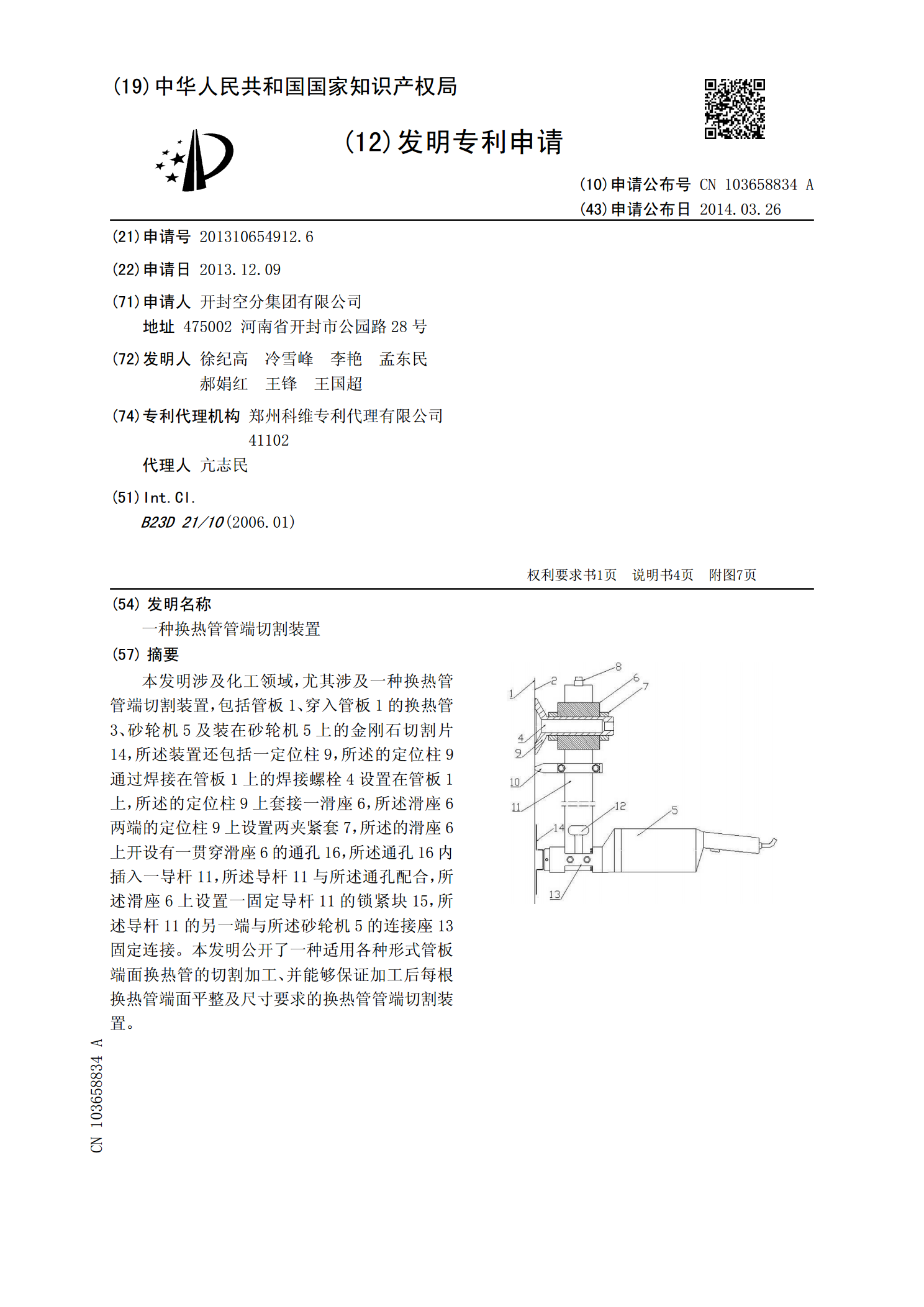
本发明涉及化工领域,尤其涉及一种换热管管端切割装置,包括管板1、穿入管板1的换热管3、砂轮机5及装在砂轮机5上的金刚石切割片14,所述装置还包括一定位柱9,所述的定位柱9通过焊接在管板1上的焊接螺栓4设置在管板1上,所述的定位柱9上套接一滑座6,所述滑座6两端的定位柱9上设置两夹紧套7,所述的滑座6上开设有一贯穿滑座6的通孔16,所述通孔16内插入一导杆11,所述导杆11与所述通孔配合,所述滑座6上设置一固定导杆11的锁紧块15,所述导杆11的另一端与所述砂轮机5的连接座13固定连接。本发明公开了一种适用

一种换热组件及换热装置.pdf
本发明所提供的一种换热组件,至少一第一换热板和至少一第二换热板依次排列交错叠放;相邻的第一换热板和第二换热板之间形成多个第一换热流道或者多个第二换热流道,并通过减小第一截面的面积以及第三截面的面积,使得第一换热流道和第二换热流道的截面面积缩小,但换热面积不变,相较于第一截面的面积与第二截面的面积相同以及第三截面的面积与第四截面的面积相同而言,在相同流道截面面积下,换热面积更大,从而大幅提高换热效率。本发明的另一目的在于提供一种换热装置,其充分利用了装置空间进行换热,提高了换热效率,并减少了部件的安装数量,

一种换热装置及换热设备.pdf
本发明提供一种换热装置及换热设备,换热装置包括:冷却罐,所述冷却罐内部形成为中空的腔室;物料管道,所述物料管道的设置在冷却罐的内部,且两端伸出冷却罐形成进料口和出料口;第一冷却管,所述第一冷却管与冷却罐的一端相连,并与腔室连通,用于向冷却罐内输送冷却介质;第二冷却管,所述第二冷却管与冷却罐的另一端相连,并与腔室连通,用于排出冷却罐内的冷却介质;进口手阀,所述进口手阀安装在所述第一冷却管上,用于控制第一冷却管的开启与关闭;调节阀,所述调节阀安装在第一冷却管上,并位于进口手阀与冷却罐之间;出口手阀,所述出口手
一种钢管管端加厚装置.pdf
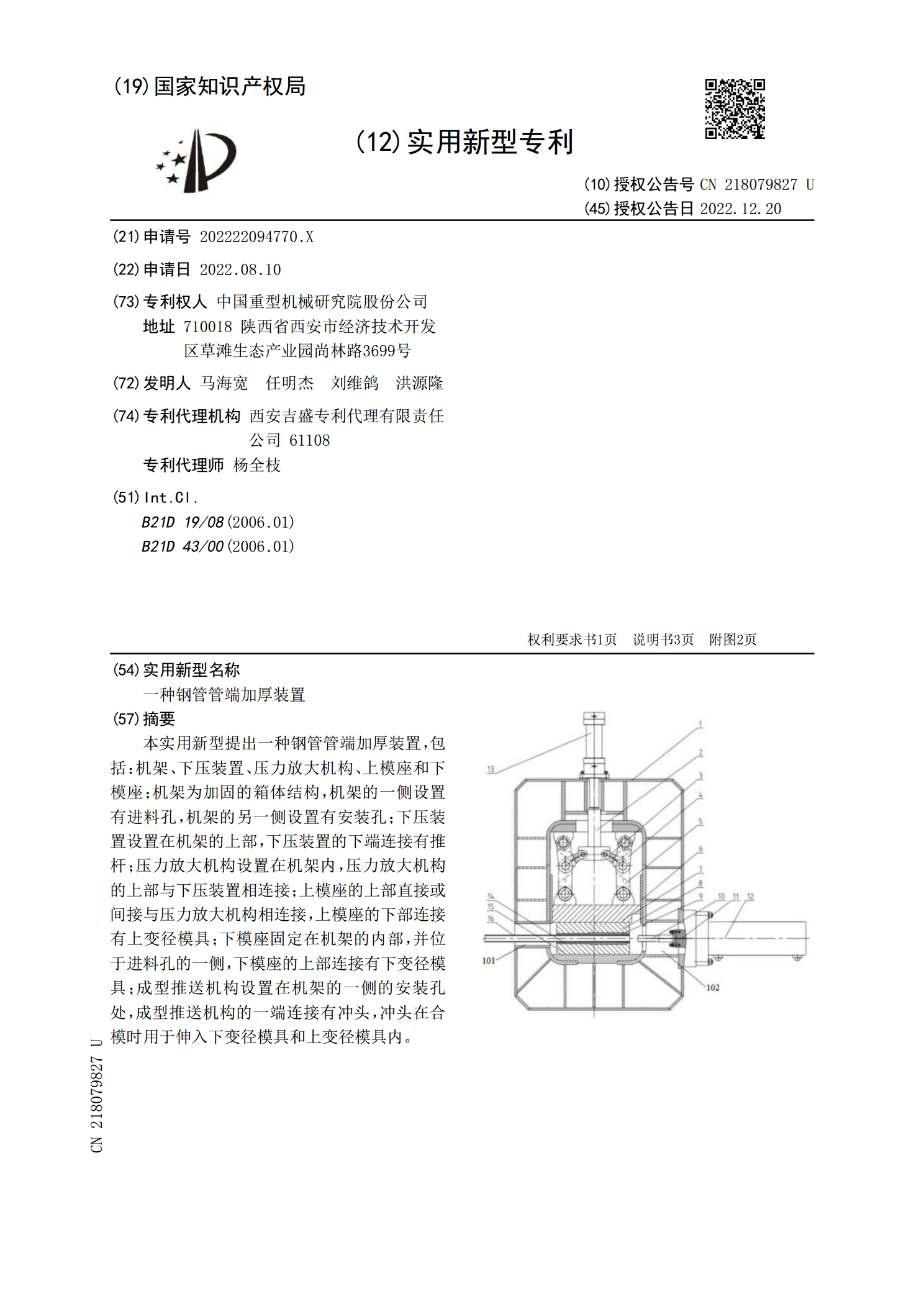
本实用新型提出一种钢管管端加厚装置,包括:机架、下压装置、压力放大机构、上模座和下模座;机架为加固的箱体结构,机架的一侧设置有进料孔,机架的另一侧设置有安装孔;下压装置设置在机架的上部,下压装置的下端连接有推杆;压力放大机构设置在机架内,压力放大机构的上部与下压装置相连接;上模座的上部直接或间接与压力放大机构相连接,上模座的下部连接有上变径模具;下模座固定在机架的内部,并位于进料孔的一侧,下模座的上部连接有下变径模具;成型推送机构设置在机架的一侧的安装孔处,成型推送机构的一端连接有冲头,冲头在合模时用于伸
一种钢管管端探伤装置.pdf
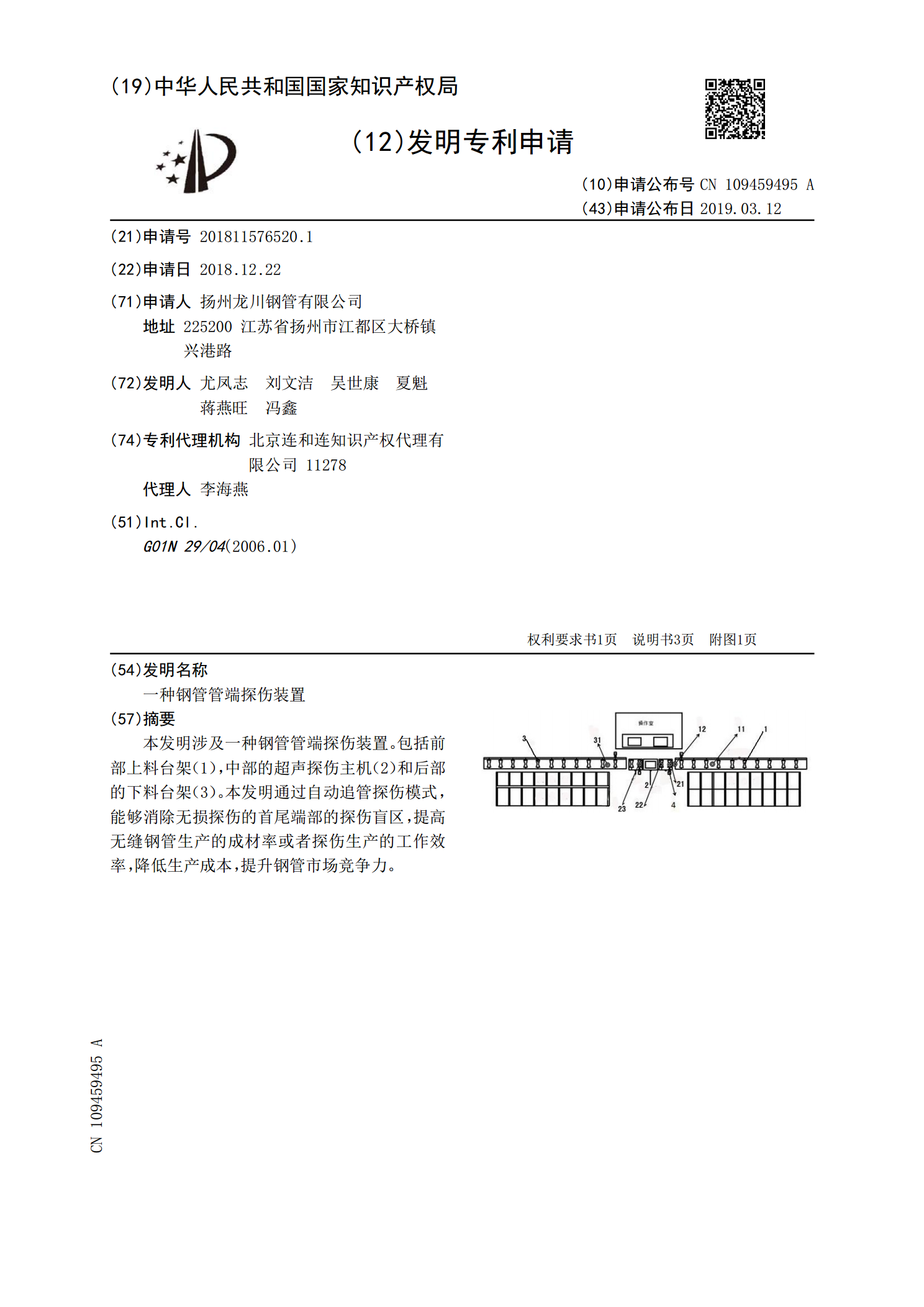
本发明涉及一种钢管管端探伤装置。包括前部上料台架(1),中部的超声探伤主机(2)和后部的下料台架(3)。本发明通过自动追管探伤模式,能够消除无损探伤的首尾端部的探伤盲区,提高无缝钢管生产的成材率或者探伤生产的工作效率,降低生产成本,提升钢管市场竞争力。