
柱塞套贝氏体等温淬火工艺制定与过程控制.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

柱塞套贝氏体等温淬火工艺制定与过程控制.docx
柱塞套贝氏体等温淬火工艺制定与过程控制柱塞套贝氏体等温淬火工艺制定与过程控制摘要:柱塞套是一种重要的机械零部件,其特点是磨损损坏轻易导致另一部件的磨损损坏。为了增强柱塞套的耐磨性和抗腐蚀性,常采用淬火处理。然而,传统淬火工艺易导致显微组织过硬和内部应力过大等问题,从而影响了柱塞套的使用寿命和性能。针对以上问题,本文提出采用贝氏体等温淬火工艺处理柱塞套,其具有显微组织均匀、内部应力小等优点。同时,本文还探讨了该工艺的过程控制方法。关键词:柱塞套,贝氏体等温淬火,工艺制定,过程控制1绪论柱塞套是一种应用广泛的
贝氏体相变与等温淬火球铁.pdf

球墨铸铁贝氏体等温淬火的研究.docx
球墨铸铁贝氏体等温淬火的研究球墨铸铁贝氏体等温淬火的研究摘要:球墨铸铁是一种具有优异性能的工程材料,具有高强度、高韧性和良好的耐磨性能。本研究以球墨铸铁为对象,研究了贝氏体等温淬火工艺对其组织和性能的影响。通过对球墨铸铁的化学成分分析、金相显微镜观察以及性能测试,得出了贝氏体等温淬火可以显著改善球墨铸铁的力学性能和耐磨性能的结论。同时,还对贝氏体等温淬火的机理进行了分析和探讨。本研究对球墨铸铁的生产和应用具有一定的参考价值。关键词:球墨铸铁;贝氏体;等温淬火;组织与性能1.引言球墨铸铁是一种具有球状石墨的

65Mn钢弹垫贝氏体等温淬火工艺.docx
65Mn钢弹垫贝氏体等温淬火工艺引言:65Mn钢是一种常用的弹簧钢材料,具有较高的强度和韧性。钢材的热处理工艺对于材料的性能和微观组织有着重要的影响。本论文将重点讨论65Mn钢的贝氏体等温淬火工艺,探讨该工艺对材料性能和组织的影响,以及其在实际应用中的意义。一、贝氏体等温淬火工艺的基本原理贝氏体等温淬火工艺是通过控制钢材等温保持时间和温度,促使钢材的奥氏体相变为贝氏体,然后通过淬火使贝氏体定型。其基本原理是在较高温度下保持一定时间,使奥氏体中的碳元素在钢内扩散,形成纯净的贝氏体组织。然后通过快速冷却,使贝
贝氏体快速气冷等温淬火炉.pdf
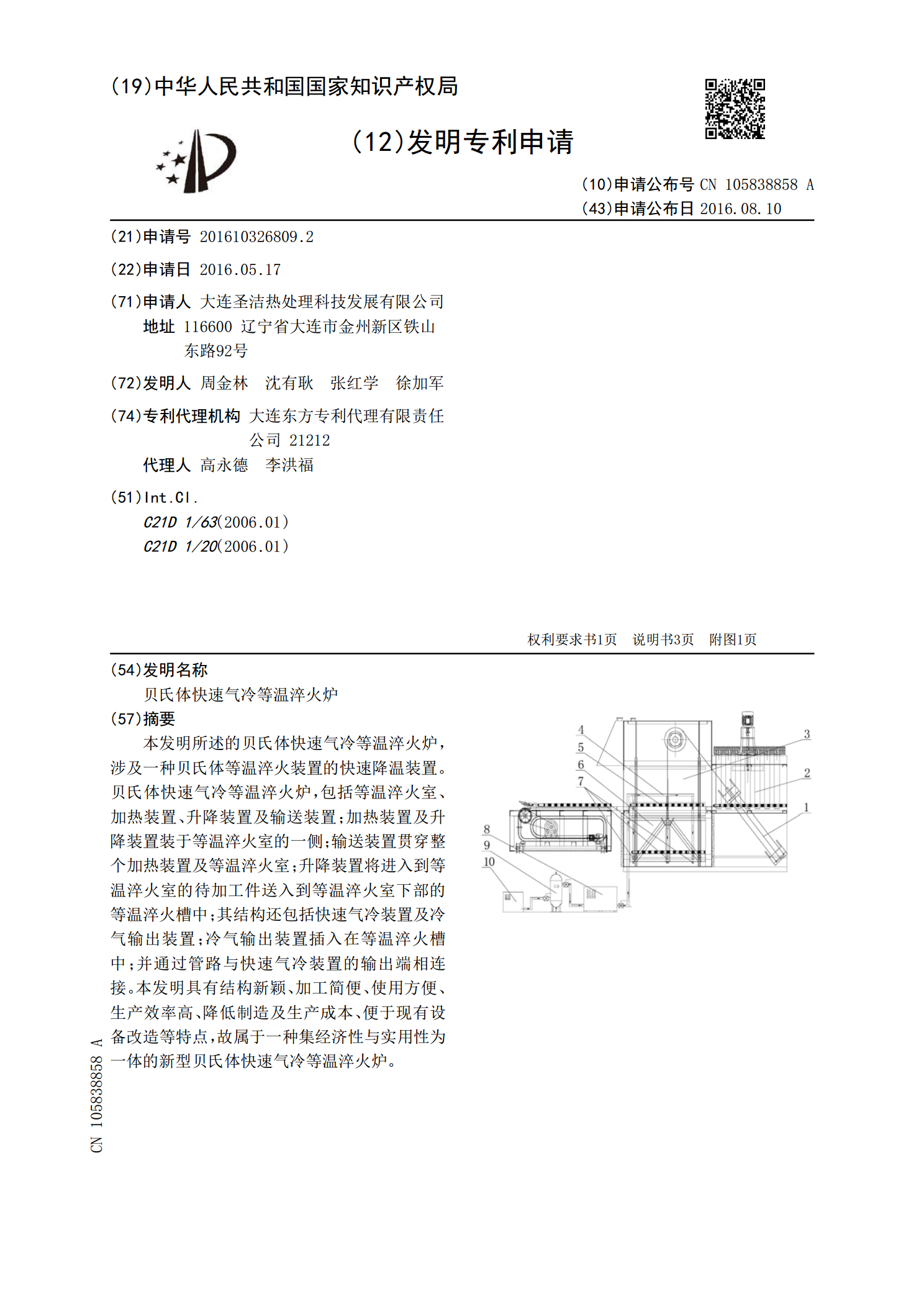
本发明所述的贝氏体快速气冷等温淬火炉,涉及一种贝氏体等温淬火装置的快速降温装置。贝氏体快速气冷等温淬火炉,包括等温淬火室、加热装置、升降装置及输送装置;加热装置及升降装置装于等温淬火室的一侧;输送装置贯穿整个加热装置及等温淬火室;升降装置将进入到等温淬火室的待加工件送入到等温淬火室下部的等温淬火槽中;其结构还包括快速气冷装置及冷气输出装置;冷气输出装置插入在等温淬火槽中;并通过管路与快速气冷装置的输出端相连接。本发明具有结构新颖、加工简便、使用方便、生产效率高、降低制造及生产成本、便于现有设备改造等特点,