
铝合金轮毂碟刹前轮跳动控制方法.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金轮毂碟刹前轮跳动控制方法.pdf
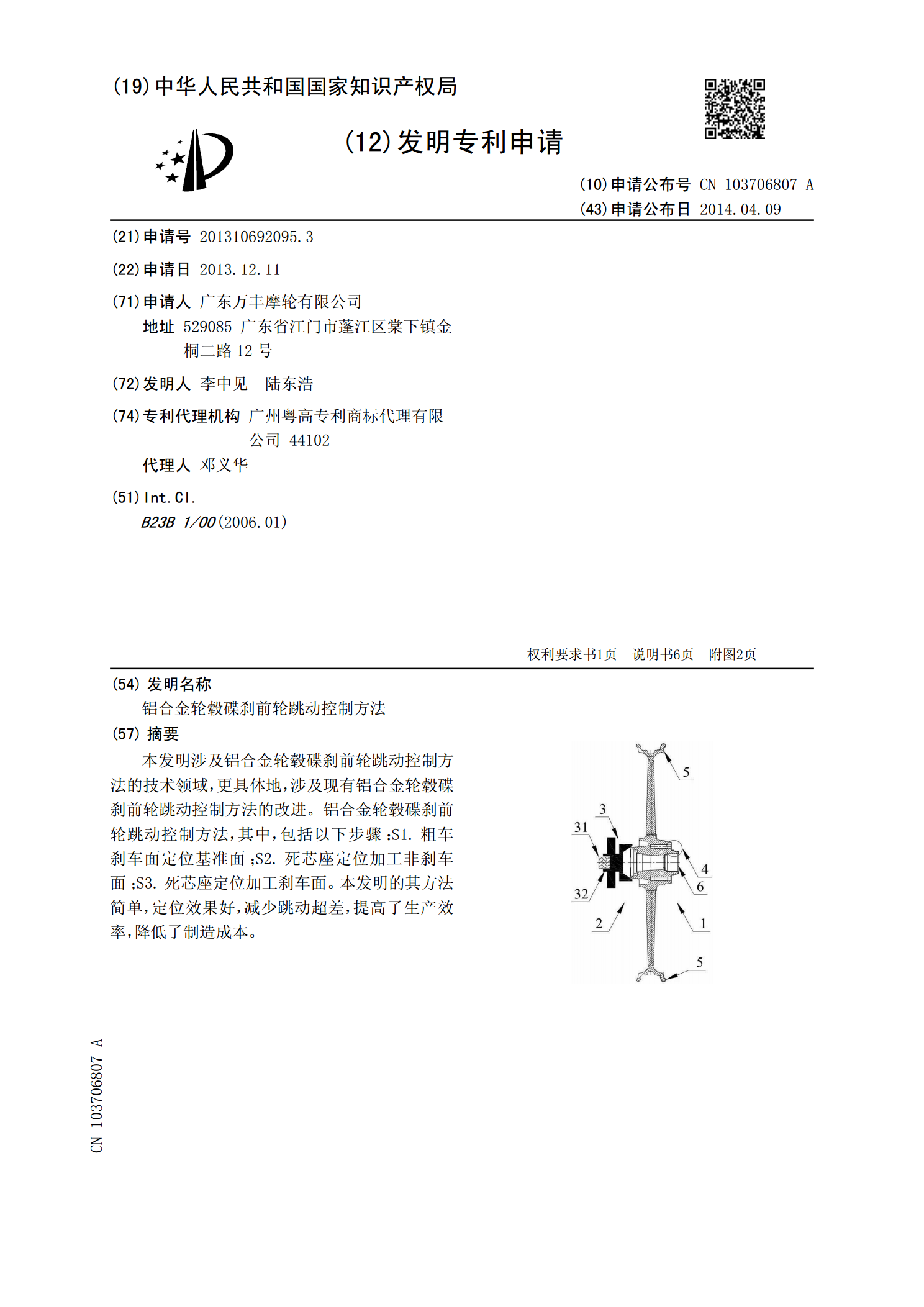
本发明涉及铝合金轮毂碟刹前轮跳动控制方法的技术领域,更具体地,涉及现有铝合金轮毂碟刹前轮跳动控制方法的改进。铝合金轮毂碟刹前轮跳动控制方法,其中,包括以下步骤:S1.粗车刹车面定位基准面;S2.死芯座定位加工非刹车面;S3.死芯座定位加工刹车面。本发明的其方法简单,定位效果好,减少跳动超差,提高了生产效率,降低了制造成本。
前轮碟刹保护罩.pdf
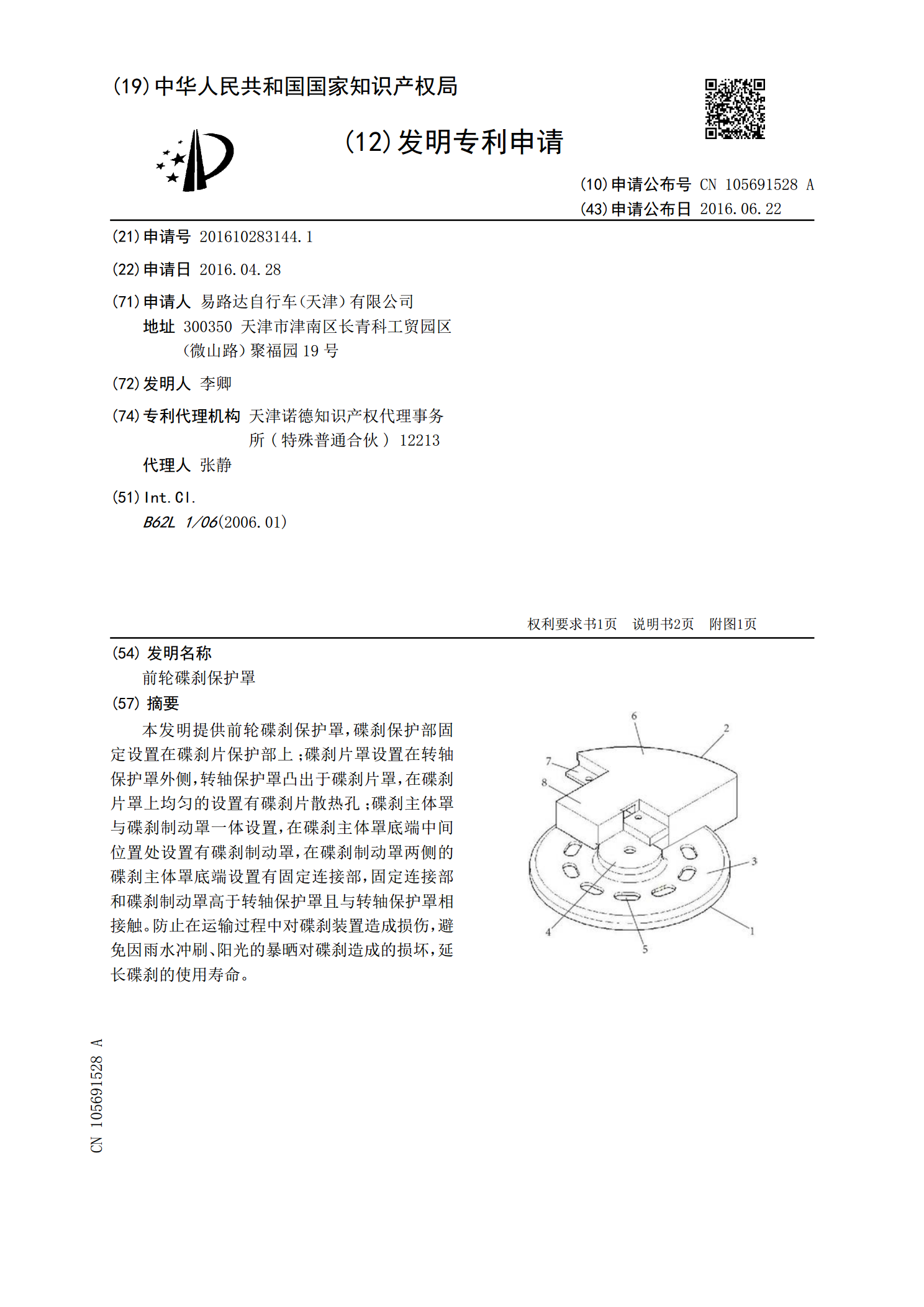
本发明提供前轮碟刹保护罩,碟刹保护部固定设置在碟刹片保护部上;碟刹片罩设置在转轴保护罩外侧,转轴保护罩凸出于碟刹片罩,在碟刹片罩上均匀的设置有碟刹片散热孔;碟刹主体罩与碟刹制动罩一体设置,在碟刹主体罩底端中间位置处设置有碟刹制动罩,在碟刹制动罩两侧的碟刹主体罩底端设置有固定连接部,固定连接部和碟刹制动罩高于转轴保护罩且与转轴保护罩相接触。防止在运输过程中对碟刹装置造成损伤,避免因雨水冲刷、阳光的暴晒对碟刹造成的损坏,延长碟刹的使用寿命。
用于电动三轮车的鼓刹式铝合金前轮毂.pdf
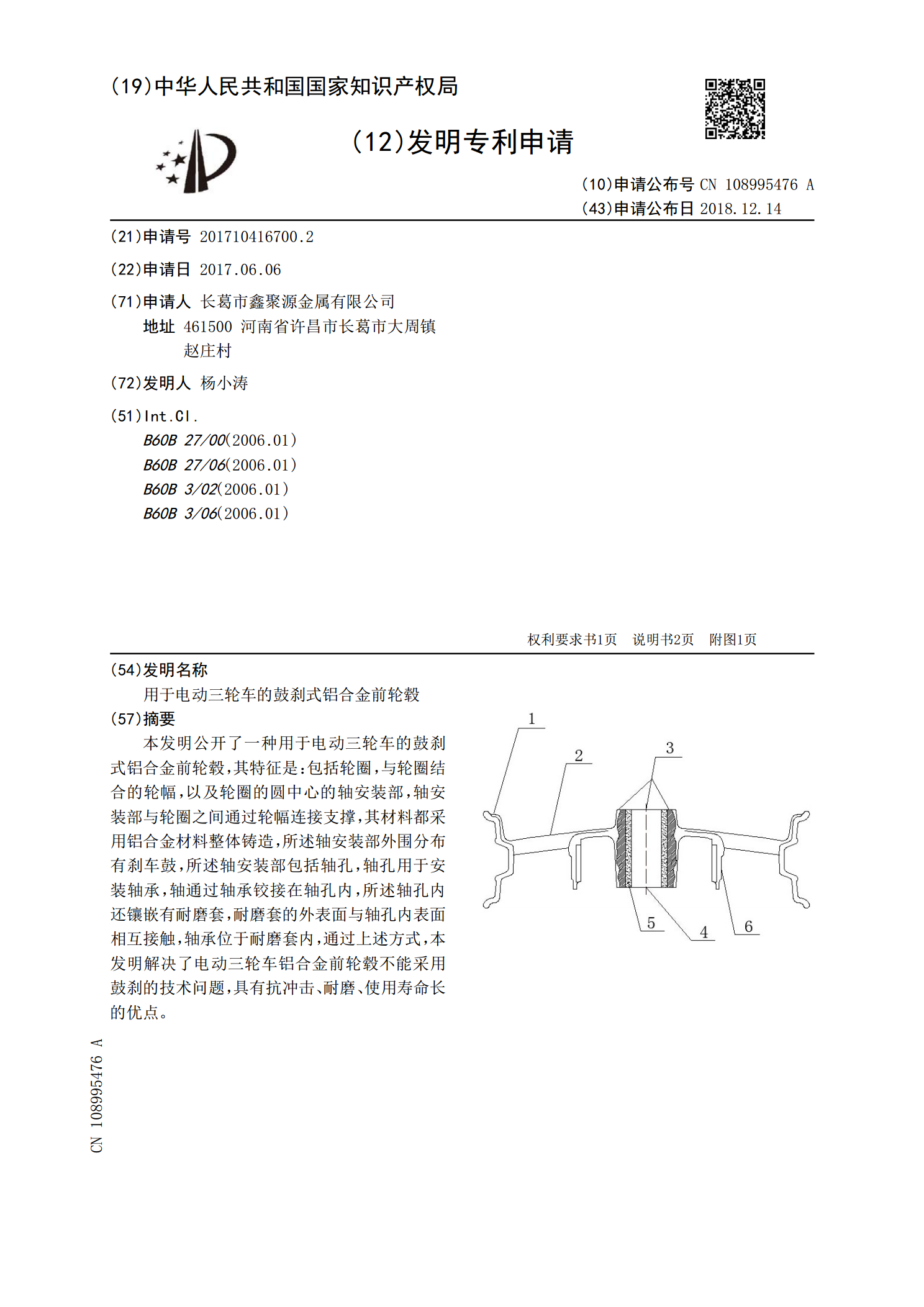
本发明公开了一种用于电动三轮车的鼓刹式铝合金前轮毂,其特征是:包括轮圈,与轮圈结合的轮幅,以及轮圈的圆中心的轴安装部,轴安装部与轮圈之间通过轮幅连接支撑,其材料都采用铝合金材料整体铸造,所述轴安装部外围分布有刹车鼓,所述轴安装部包括轴孔,轴孔用于安装轴承,轴通过轴承铰接在轴孔内,所述轴孔内还镶嵌有耐磨套,耐磨套的外表面与轴孔内表面相互接触,轴承位于耐磨套内,通过上述方式,本发明解决了电动三轮车铝合金前轮毂不能采用鼓刹的技术问题,具有抗冲击、耐磨、使用寿命长的优点。

汽车轮毂环式碟刹制动系统.pdf
本发明涉及汽车碟刹装置,尤其是一种汽车轮毂环式碟刹制动系统,包括轮毂,固定在汽车悬挂系统或汽车减震系统上的制动器,该制动器由液压动力源控制启闭;其中:所述轮毂的一侧或内沿处固定有与其一体的制动环;所述制动器的制动钳外沿处设置有供制动环穿入的开口,制动环从该开口穿入后位于制动器的制动钳上的两个刹车片之间。本发明由于所述结构而具有的优点是:降低了能耗、提高了碟刹装置稳定性、延长了使用寿命和提高了制动力。
智能轮毂柔性碟刹孔加工工装板.pdf
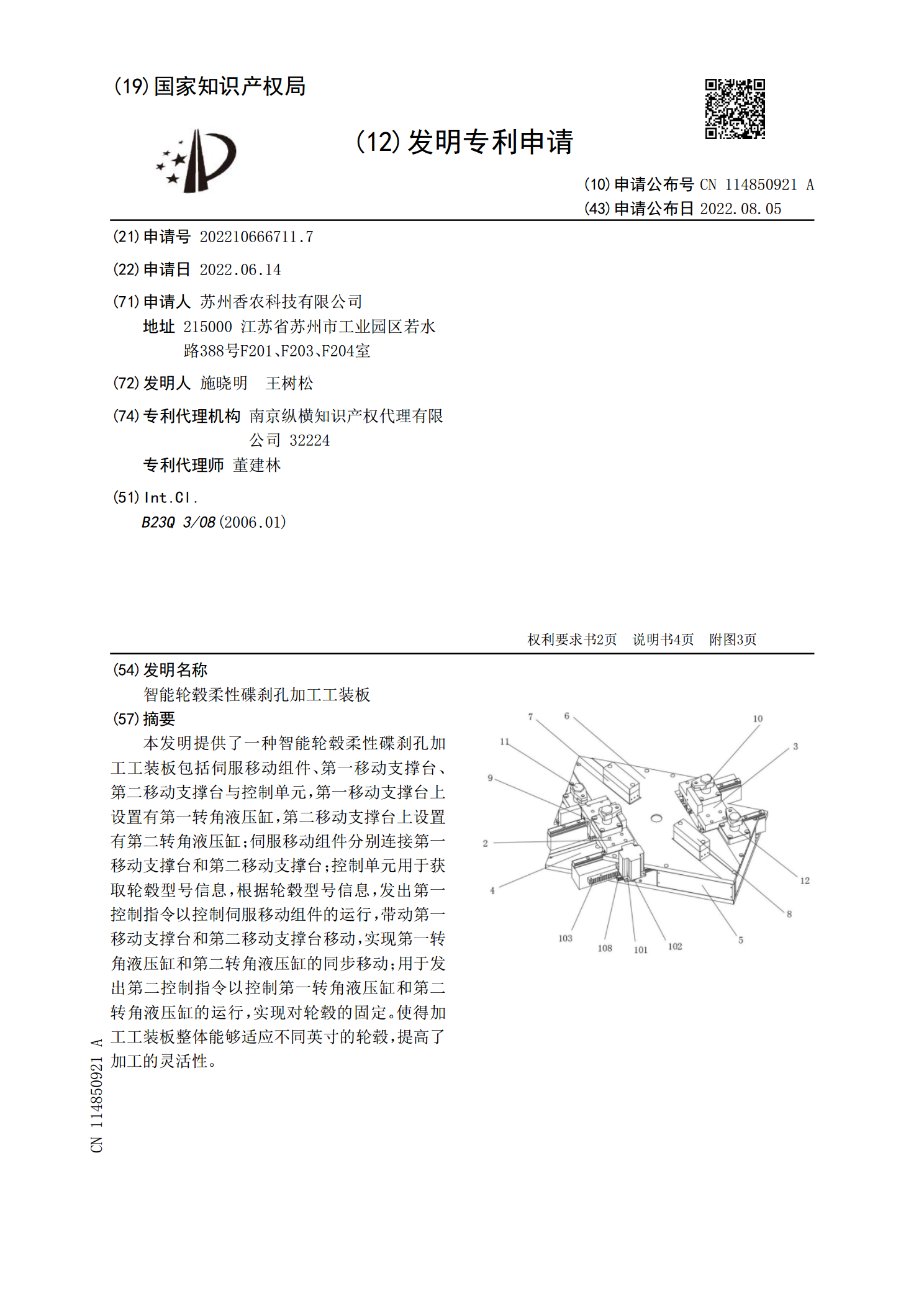
本发明提供了一种智能轮毂柔性碟刹孔加工工装板包括伺服移动组件、第一移动支撑台、第二移动支撑台与控制单元,第一移动支撑台上设置有第一转角液压缸,第二移动支撑台上设置有第二转角液压缸;伺服移动组件分别连接第一移动支撑台和第二移动支撑台;控制单元用于获取轮毂型号信息,根据轮毂型号信息,发出第一控制指令以控制伺服移动组件的运行,带动第一移动支撑台和第二移动支撑台移动,实现第一转角液压缸和第二转角液压缸的同步移动;用于发出第二控制指令以控制第一转角液压缸和第二转角液压缸的运行,实现对轮毂的固定。使得加工工装板整体能