
螺旋锥齿轮和准双曲面齿轮的顶锥元素的优化.pdf

Ja****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺旋锥齿轮和准双曲面齿轮的顶锥元素的优化.pdf
一种确定用于螺旋锥齿轮和准双曲线齿轮的优化顶锥元素的方法。确定齿轮副的一个构件的齿根圆角的形状且将该形状转换为齿轮副的另一构件的齿顶。用本发明的方法,优化齿根-齿顶间隙并使重合度最大,同时避免匹配齿轮构件之间的齿根-齿顶干涉。

螺旋锥齿轮——准双曲面齿轮课件.ppt
螺旋锥齿轮——准双曲面齿轮一.绪论1.螺旋锥齿轮的发展历史1.螺旋锥齿轮的发展历史2.准双曲面齿轮概述2.准双曲面齿轮概述2.准双曲面齿轮概述2.准双曲面齿轮概述2.准双曲面齿轮概述2.准双曲面齿轮概述2.准双曲面齿轮概述准双曲面齿轮齿轮的传动与其他类型交错轴传动相比也有一些缺点:1)计算、设计远比其它齿轮副复杂,按照格里森方法,以几何计算为例,基本的公式有150项之多,其中还有三次叠代计算(通常叠代三次,有时需要更多次)2)与一般正交弧齿锥齿轮相比,切齿调整计算更加复杂,接触区配切也比较困难。3)润滑条

锥齿轮和准双曲面齿轮及其制造方法.pdf
本发明涉及锥齿轮和准双曲面齿轮及其制造方法,具体地,在包括机动车应用的动力传输中使用的锥齿轮和准双曲面齿轮。提供一种具有大致环形齿轮体的净形锥齿轮或准双曲面齿轮,所述大致环形齿轮体包括从由粉末金属制成的大致环形坯形成的多个径向向外延伸的齿轮齿。另外,提供一种制造净形锥齿轮或准双曲面齿轮的方法,其包括下列步骤:提供且可选地热处理由金属粉末制成的大致环状坯或环形坯,然后通过轨道地成形或滚压成形来逐渐变形坯,以产生具有多个向外延伸的齿轮齿的净形齿轮部件,净形齿轮部件可以是锥齿型或准双曲面型。
GB12370-90锥齿轮和准双曲面齿轮术语.pdf
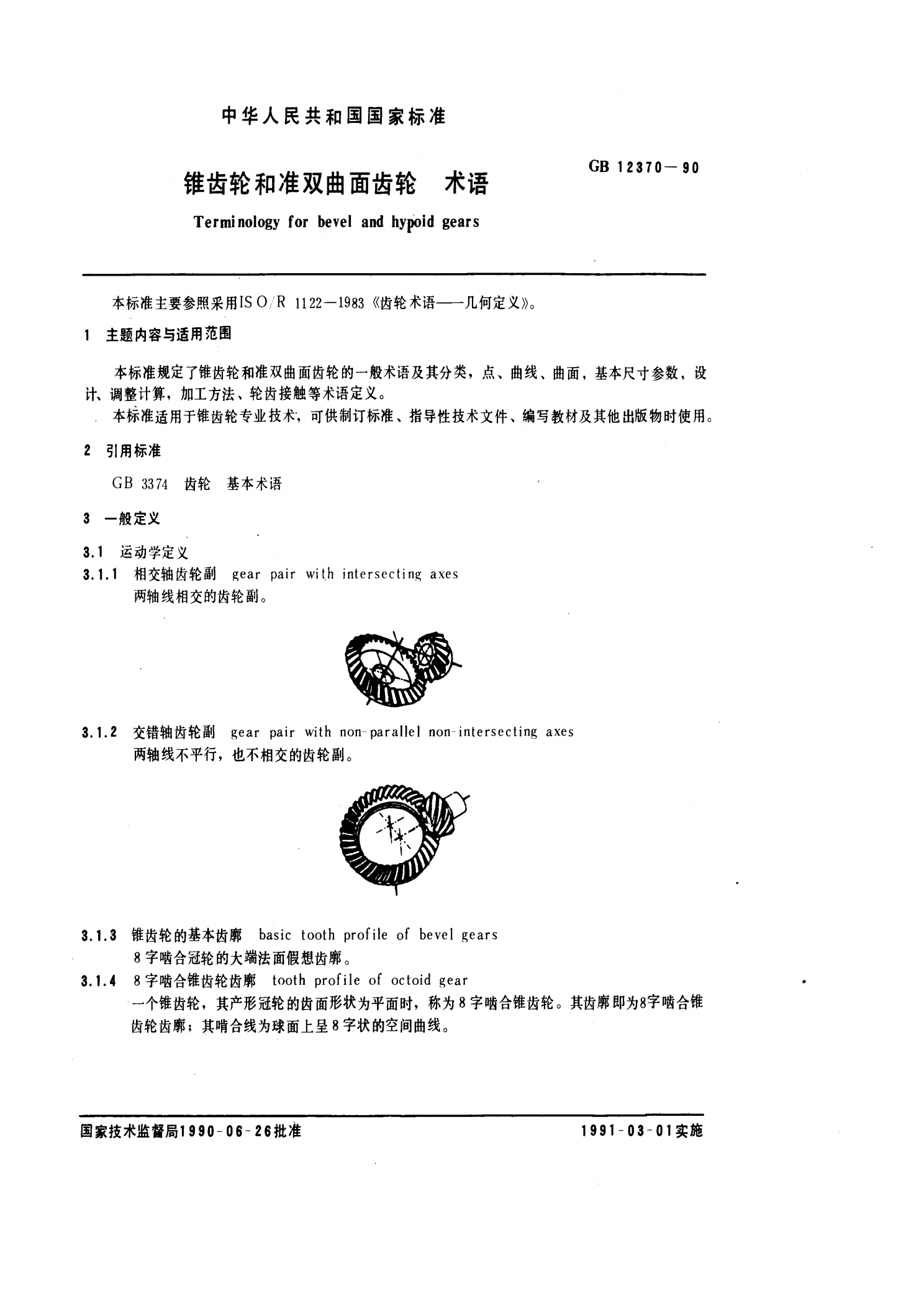
GB12370-90锥齿轮和准双曲面齿轮术语.pdf